i
Изобретение относится к производству резинотехнических изделий и может быть использовано во всех отраслях народного хозяйства для автоматизированного раскроя материала на заготовки заданной длины.
Целью изобретения является повышение точности резания заготовок путем исключения влияния параметров узла резки.
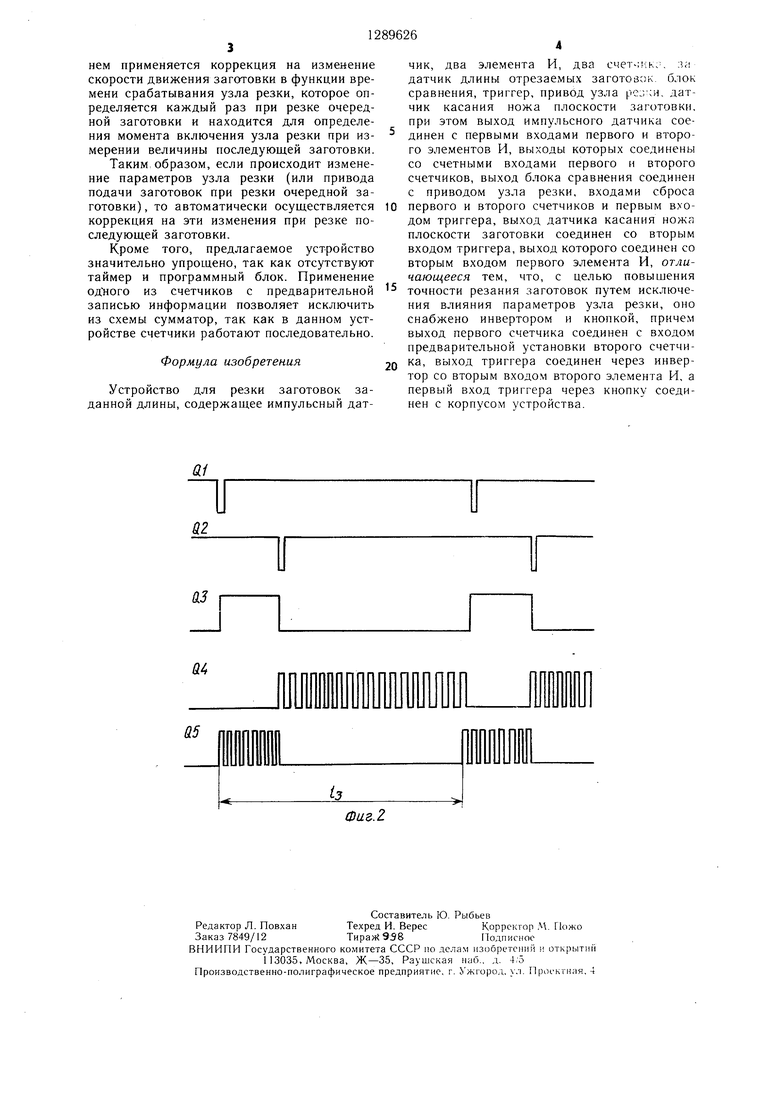
На фиг. 1 представлена структурная схема устройства; на фиг. 2 - временная диаграмма работы устройства.
Устройство содержит импульсный датчик 1 (фиг. 1), выход которого соединен с первыми входами элементов И 2 и 3, привод узла 4 резки, датчик 5 касания ножа плоскости заготовки, выход которого соединен с первым входом триггера 6, выход которого соединен с вторым входом первого элемента 3 И и с входом инвертора 7, а выход последнего соединен с вторым входом второго элемента 2 И. Выход первого элемента 3 И соединен со счетным входом первого счетчика 8, а его выход соединен с входом предварительной установки второго счетчика 9. Выход второго элемента 2 И соединен с счетным входом второго счетчика 9, а выход последнего соединен с первым входом блока 10 сравнения, к второму входу которого подсоединен задатчик 11 длины отрезаемых заготовок.
Выход блока 10 сравнения соединен с вторым входом триггера 6, с входом привода узла 4 резки, . с входами сброса счетчиков 8 и 9 и с-кнопкой 12 первого запуска узла резки, которая соединена с корпусом 3 устройства.
Устройство работает следующим образом.
Сначала запускается привод перемещения заготовки (не показан). После того, как торец заготовки пройдет под ножом узла 4 резки, кратковременно нажимают на кнопку 12 (только при первом цикле резки). Дальнейшая резка заготовок на размеры заданной длины происходит автоматически без нажатия на кнопку 12. Это связано с тем, что передний край заготовки зачастую бывает рваный, поэтому вмешательство оператора необходимо для получения первого качественного листа. При этом включается привод узла 4 резки, обнуляются счетчики 8 и 9 и на выходе Qa трип ера 6 появляется логическая «1 (фиг. 2), которая разрешает прохождение импульсов с импульсного датчика 1 через элемент И 3 на счетный вход счетчика 8 и закрывает прохождение импульсов через элемент 2 И на счетный вход счетчика 9. Нож узла 4 резки начинает движение к заготовке. Когда нож перережет заготовку, датчик 5 выдает сигнал на триггер 6. На выходе триггера 6 появляется сигнал , который закрывает прохождение импульсов с импульсного датчика через элемент И 3. Параллельный код величины перемещения заготовки за время от прихода управляющего сигнала на резку до
5
отрезки заготовки поступает с выхода счетчика 8 на вход предварительной установки счетчика 9. Одновременно сигнал разрешает прохождение импульсов с импульсного датчика через элемент 2 И на счетный вход счетчика 9. На блок 10 сравнения поступает заданный код величины отрезаемой заготовки с задатчика 11 и код величины перемещения заготовки с выхода счетчика 9. На счетчике 9 величина переме- щения заготовки за время движения ножа
и резки записывается предварительно от
предшествующего цикла, и когда величина
перемещения заготовки достигает величины
,
где Ь - заданная величина отрезаемой заготовки;
1р - величина перемещения заготовки за время движения ножа и резки, на выходе счетчика 9 появляется код величины перемещения заготовки, равной за0 данной, и блок 10 сравнения выдает сигнал , который сбрасывает счетчики 8 и 9, перебрасывает триггер 6, сигнал Qa становится равным «1 и включается узел 4 резки, нож начинает двигаться к заготовке. Сигнал закрывает проход импульсов с импульсного датчика через элемент 2 И на счетчик 9 и открывает проход импульсов с импульсного датчика через элемент 3 И на вход счетчика 8. Когда нож резательного устройства отрежет заготовку, величина перемещения заготовки становится равной заданной, так как счетчик 9 зафиксировал величину перемещения заготовки, равную 1 и не равную заданной, за время движения ножа и резки заготовки заготовка пройдет еще путь 1р. Таким образом, заданная величина заготовки составляет заданную величину
1з I + 1р
При этом датчик 5 выдает сигнал на триггер 6. На выходе триггера 6 появляется сигнал , который закрывает
0 прохождение импульсов с импульсного датчика через элемент 3 И. Счетчик 8 регистрирует величину перемещения заготовки за время движения ножа и резки очередной заготовки для определения момента включения узла 4 резки при отрезке последующей заготовки. Сигнал разрешает прохождение импульсов через элемент 2 И на счетный вход счетчика 9, который регистрирует величину перемещения очередной заготовки (по отношению к предыдущей являющейся последней). Когда на выходе счетчика 9 цифровой код достигает заданной величины, блок 10 сравнения выдает сигнал «О, который обнуляет счетчики 8 и 9, устанавливает выход триггера 6 в единичное состояние () и включает
5 узел 4 резки. Цикл резки и отмеривания заготовки повторяется.
Предлагаемое устройство позволяет повысить точность резки заготовок, так как в
0
5
5
0
нем применяется коррекция на изменение скорости движения заготовки в функции времени срабатывания узла резки, которое определяется каждый раз при резке очередной заготовки и находится для определения момента включения узла резки при измерении величины последующей заготовки. Таким образом, если происходит изменение параметров узла резки (или привода подачи заготовок при резки очередной зачик, два элемента И, два счет-;1-;к.:, :ui датчик длины отрезаемых заготовок, блок сравнения, триггер, привод узла pejun, датчик касания ножа плоскости заготовки, при этом выход импульсного датчика соединен с первыми входами первого и второго элементов И, выходы которых соединены со счетными входами первого и второго счетчиков, выход блока сравнения соединен с приводом узла резки, входами сброса
готовки), то автоматически осуществляется 10 первого и второго счетчиков и первым вхокоррекция на эти изменения при резке последующей заготовки.
Кроме того, предлагаемое устройство значительно упрощено, так как отсутствуют таймер и программный блок. Применение одного из счетчиков с предварительной записью информации позволяет исключить из схемы сумматор, так как в данном устройстве счетчики работают последовательно.
Формула изобретения
Устройство для резки заготовок заданной длины, содержащее импульсный дат
чик, два элемента И, два счет-;1-;к.:, :ui датчик длины отрезаемых заготовок, блок сравнения, триггер, привод узла pejun, датчик касания ножа плоскости заготовки, при этом выход импульсного датчика соединен с первыми входами первого и второго элементов И, выходы которых соединены со счетными входами первого и второго счетчиков, выход блока сравнения соединен с приводом узла резки, входами сброса
ДОМ триггера, выход датчика касания ножа плоскости заготовки соединен со вторым входом триггера, выход которого соединен со вторым входом первого элемента И, отличающееся тем, что, с целью повышения точности резания заготовок путем исключения влияния параметров узла резки, оно снабжено инвертором и кнопкой, причем выход первого счетчика соединен с входом предварительной установки второго счетчи- ка, выход триггера соединен через инвертор со вторым входом второго элемента И, а первый вход триггера через кнопку соединен с корпусом устройства.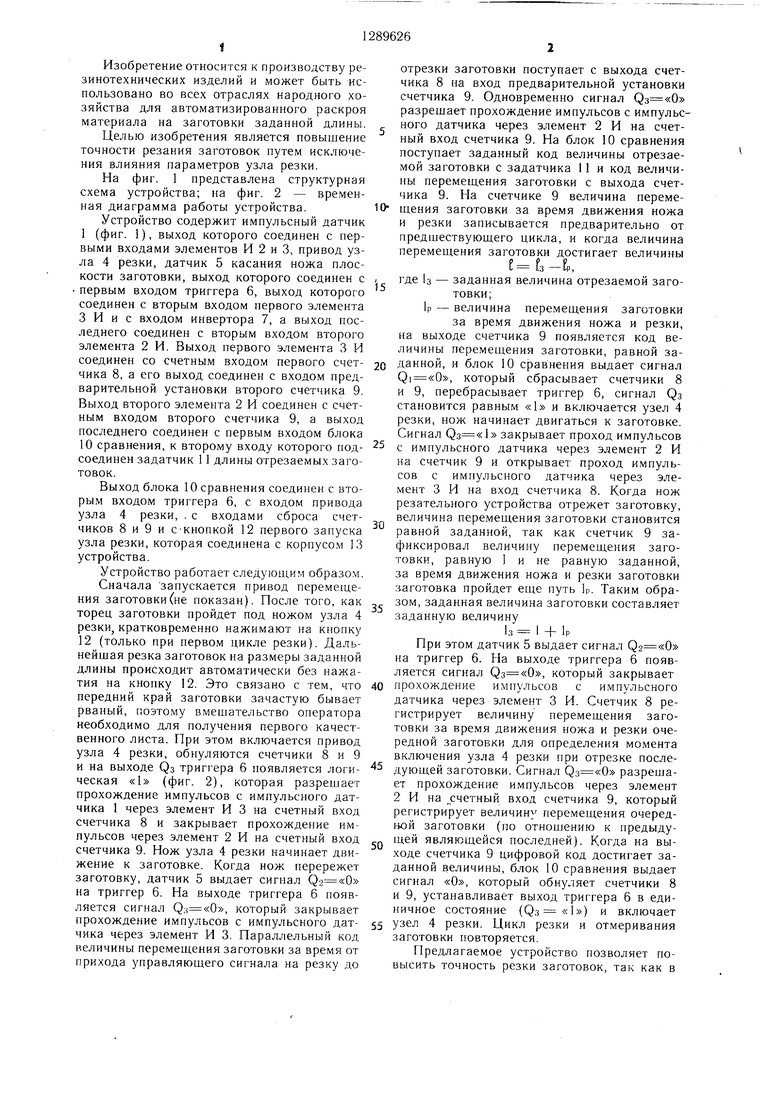
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки заготовок заданной длины | 1987 |
|
SU1497018A2 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| Установка для безупорной мерной резки проката | 1977 |
|
SU656753A1 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| Способ изготовления наружных обшивок для кровельных панелей с утеплителем и устройство для его осуществления | 1990 |
|
SU1784418A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Устройство для автоматического раскроя заготовок на летучем отрезном станке | 1985 |
|
SU1284740A1 |
| Устройство для автоматической разбраковки проката в линии поперечной резки | 1982 |
|
SU1091969A1 |
| Автомат для подготовки проводов к монтажу | 1984 |
|
SU1293779A1 |
Изобретение относится к области производства резинотехнических изделий и может использоваться во всех отраслях народного хозяйства для автоматизированного раскроя материала на заготовки заданной длины. Цель изобретения - повышение точности резки заготовок путем исключения влияния параметров узла резки. Устройство содержит импульсный датчик 1, выход которого соединен с первыми выходами элементов И 2 и 3, выходы которых соединены со счетными входами счетчиков 8 и 9, задатчик 11 длины отрезаемых заготовок, устройство 10 сравнения, выход которого соединен с приводом узла 4 , входами сброса счетчиков 8 и 9 и первым входом триггера 6, датчик 5 касания ножа плоскости заготовки, выход которого соединен с вторым входом триггера 6, выход которого соединен с вторым входом элемента И 3, выход счетчика 8 соединен с входом предварительной установки счетчика 9, а выход триггера 6 соединен через инвертор 7 с вторым входом элемента И 2. Устройство автоматически исключает влияние времени срабатывания реза и изменения скорости движения заготовки. 2 ил. $ (Л сгг 1С 00 О) ю 05
Фи.г.2
| Рабочее колесо поворотно-лопастной гидромашины | 1976 |
|
SU630444A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для резки заготовок заданной длины | 1983 |
|
SU1159799A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
