Изобретение относится к металлообработке и может быть использовано при зажиме цилиндрических деталей по торцовым поверхностям.
Цель изобретения - повышение надежности закрепления посредством введения дополнительного прихвата.
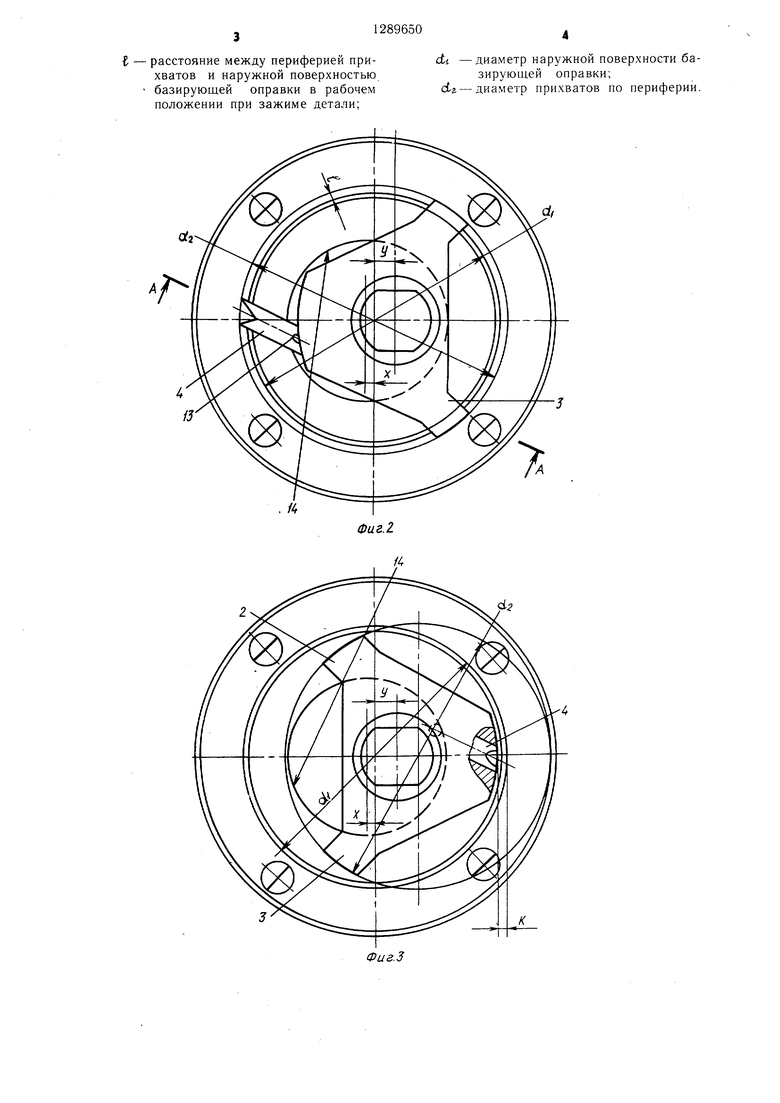
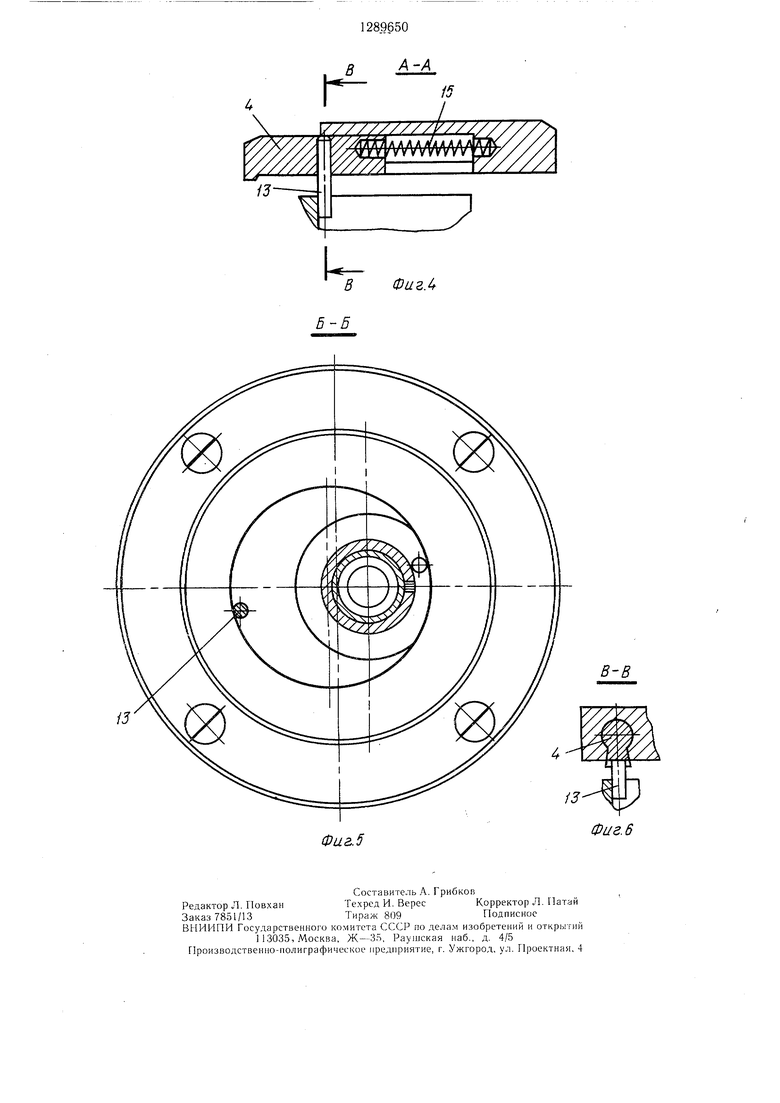
На фиг. 1 представлено устройство, общий вид; па фиг. 2 - то же, вид сверху, рабочее состояние; на фиг. 3 - то же, вид сверху, нерабочее состояние; па фиг. 4 - сечение А-А на фиг. 2; на фиг. 5 - сечение Б-Б на фиг. 1; на фиг. 6 - сечение В-В на фиг. 4.
Предлагаемое устройство содержит базирующую оправку 1, прихват 2 с выступами 3 и дополнительный прихват 4, имеющий возможность перемещения вдоль своей оси. В корпусе 5 размещен механизм поворота и зажима, состоящий из силового цилиндра 6, тяг 7 с винтовым пазом 8, в котором размещен палец 9, жестко закрепленный в поворотном стакане 10, размен енном в корпусе силового цилиндра 6 и имеющем паз 11, в котором размещена щпонка 12, жестко закрепленная на корпусе силового цилиндра 6. Прихват 2 смонтирован на торце стакана 10, а дополнительный прихват 4 снабжен упором 13, имеющим возможность взаимодействия со стенками выполненного на торце оправки 1, смещенного с оси отверстия 14.
Дополнительный прихват 4 перемещается по пазу прихвата 2 пружиной 15 вдоль своей оси. Ось поворота прихватов 2 смещена относительно оси базирующей оправки 1 на расстояние
у cf-A - d i -К.,
а ось торцового отверстия 14 - на расстояние
у „ К -f- i л - -g- ,
где (ii - размер диаметра прихватов 2 и 4 по периферии, выбранный равным 92 мм;
(2. - диаметр наружной поверхности базирующей оправки 1, выбранный равным 84 мм;
К - зазор между периферией прихватов 2 и 4 и наружной поверхностью ; базирующей оправки 1 в нерабочем положении, принятый равным 1 мм;
I - расстояние между периферией нри- хватов 2 и 4 и наружной поверхностью базирующей оправки 1 в рабочем положении, равное половине разности диа.метров dj. и d,
Op CLt
т.е. равное 4
мм.
Таким образом, для данной конструкции у 7 мм, X 2,5 мм и радиус торцового отверстия 14 выбран равным 28 мм.
Предлагаемое устройство работает следующим образом.
Деталь устанавливают на базирующую оправку 1, при этом прихваты 2 и 4 находятся в нерабочем положении (фиг. 3). Затем включают силовой цилиндр 6. При этом тяга 7, перемещаясь вниз, взаимодействует винтовым пазом 8 с пальцем 9, в результате чего стакан 10 вместе с прихватами 2 и 4
поворачивается, и упор 13, взаимодействуя со стенкой отверстия 14, перемещает прихват 4 от оси его поворота в рабочее поло- . жение, а прихват 2 за счет смещения оси его поворота относительно оси базирующей оправки 1 также перемещается в рабочее по5 ложение. После поворота прихватов 2 и 4 на 180° и дальнейшего хода тяги 7 вниз паз 11, взаимодействуя со шпонкой 12, препятствует повороту прихватов 2 и 4, которые зажимают деталь.
Q Разжим детали происходит в обратной последовательности. При этом происходит перемещение прихватов 2 и 4 к оси базирующей оправки 1. Указанные заданные и расчетные параметры устройства обеспечивают полное убирание прихватов 2 и 4 на ве5 личину г +К при разжиме и свободный съем детали.
Предлагаемое изобретение за счет рассчитываемого смещения осей позволяет повысить надежность работы устройства.
30
Формула изобретения
Устройство для зажима деталей, включающее базирующую оправку и установленный с возможностью поворота прихват, кинематически связанный с механизмом перемещения и зажима, расположенным в корпусе, отличающееся те.м, что, с целью повы- щения надежности закрепления, устройство снабжено подпружиненным дополнительным прихватом с упоро.м, в основном прихвате
выполнен паз, предназначенные для размещения подпружиненного прихвата, а на торце базирующей оправки выполнено смещенное относительно оси отверстие, стенки которого предназначены для взаимодействия
с упором дополнительного прихвата, причем ось поворота прихвата и ось торцового отверстия взаимно противоположно смещены относительно оси базирующей оправки и указанные смещения определяются соотно- щениями
50
X ti-; y d:.-di-K,
где X
5
расстояние от оси оазирующеи оправки до оси торцового отверстия;
У -.расстояние от оси базирующей оправки до оси поворота прихвата;
К -зазор между периферией прихватов и наружной поверхностью базирующей оправки в нерабочем положении;
I - расстояние между периферией прихватов и наружной поверхностью базирующей оправки в рабочем положении при зажиме детали;
dt -диаметр наружной поверхности базирующей оправки; da-диаметр прихватов по периферии.
/5
, /4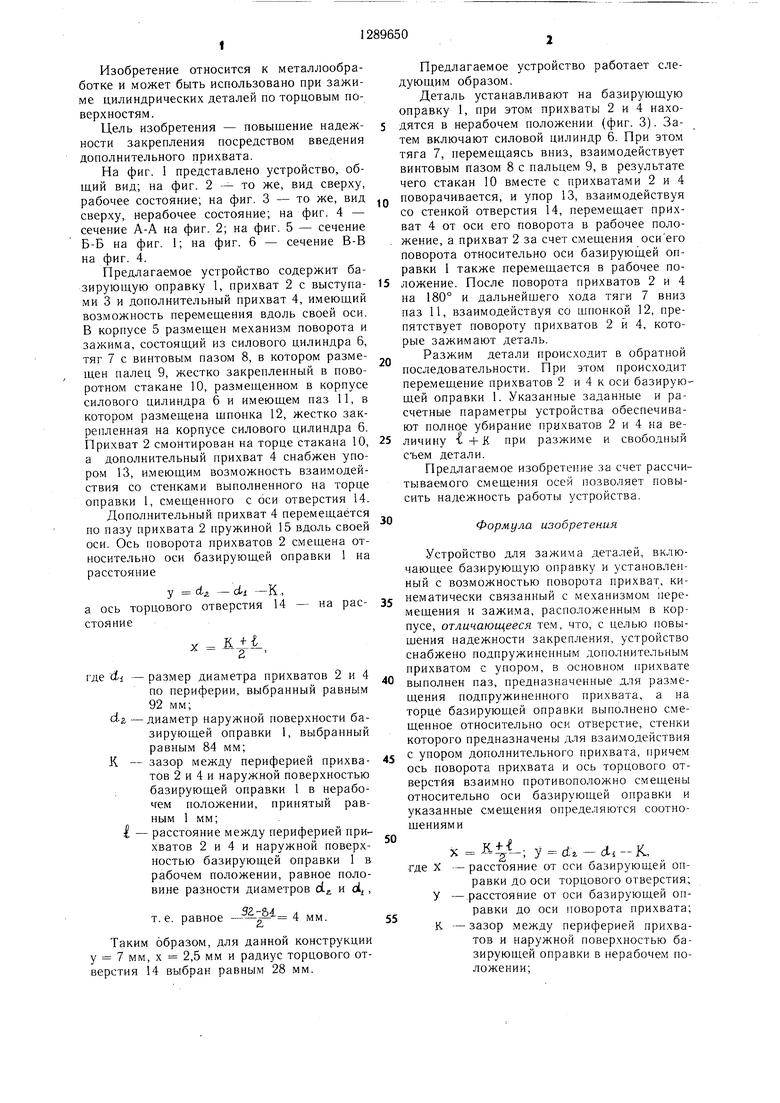
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки трубных пучков теплообменных аппаратов | 1980 |
|
SU889222A1 |
| Устройство для крепления детали | 1985 |
|
SU1386380A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ПРОБКИ КРАНА С ШАРОВЫМ ЗАТВОРОМ | 1995 |
|
RU2122487C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| Устройство для установки тяжелых фрез на вертикальный шпиндель с оправкой | 1991 |
|
SU1827332A1 |
| Торцовая фреза | 1990 |
|
SU1754350A1 |
| Кулачковая оправка | 1987 |
|
SU1442332A1 |
| Устройство для резки труб | 1985 |
|
SU1328087A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Устройство для торцового зажима полых деталей | 1979 |
|
SU856740A1 |
изобретение касается металлообработки и может быть использовано при зажиме цилиндрических деталей по торцовым новерхностям. Цель изобретения - повышение надежности закрепления посредством введения дополнительного прихвата. Устройство для зажима деталей содержит базирующую оправку 1 и установленный с возможностью поворота прихват 2, кинематически связанный с механизмом 6 зажима, расположенным в корпусе 5. Дополнительный прихват с упором установлен в пазу основного прихвата 2, а на торце базирующей оправки 1 выполнено смещенное относительно ее оси отверстие 14, стенки которого предназначены для взаимодействия с упором дополнительного прихвата, причем ось поворота прихвата и ось торцового отверстия 14 противоположно смещены относительно оси базирующей оправки I. 6 ил. //4 (Л кэ оо со о ел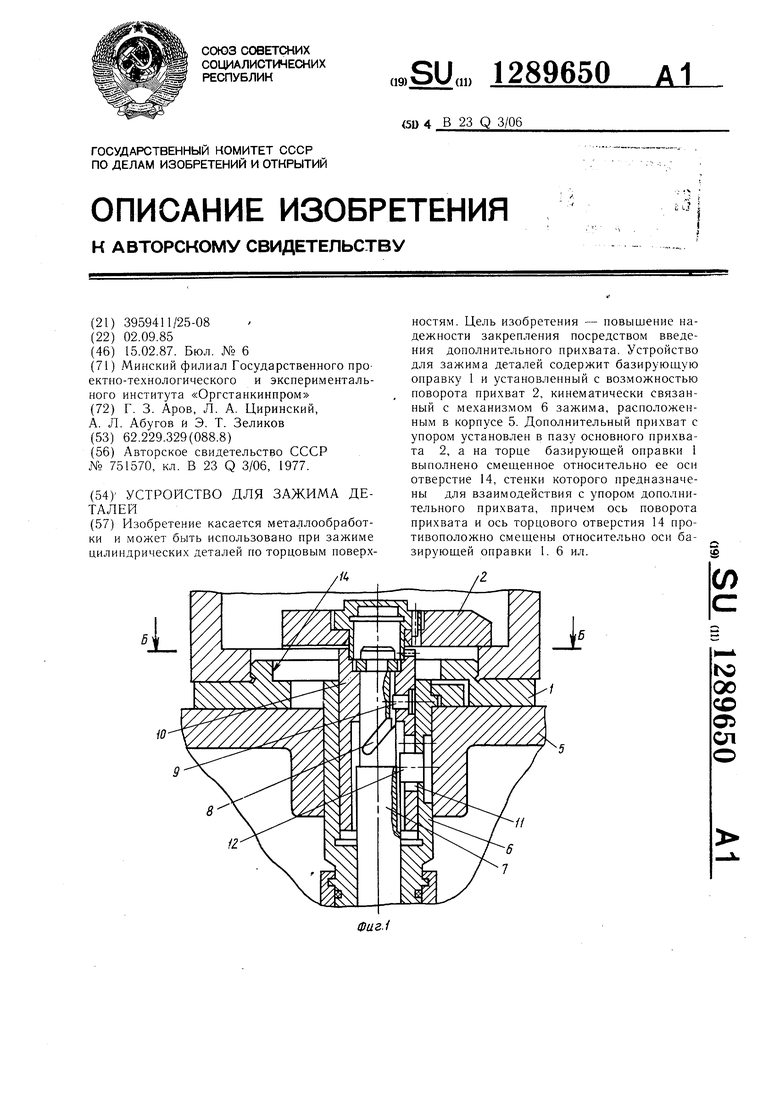
2
А-А
В Фиг.
13
Фиа.5
Составитель А. Грибков
Редактор Л. ПовханТехред И. ВересКорректор Л. Натай
Заказ 7851/13Тираж 809Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж -35, Раушская наб., д. 4/5 Производственно-полиграфическое иредприятие, г. Ужгород, ул. Проектная, 4
Фиг. 6
| Приспособление для закрепления деталей | 1977 |
|
SU751570A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
