1
(21)4636353/27
(22)12.01.89
(46)30.09.91. Бюл. №36
(72) В.Н.Семенов, Ю.А.Орлов, В.Н.Суворкин, В.Д.Свитайло и Ю.А.Туюкин
(53)621.791.039(088.8)
(56)Авторское свидетельство СССР № 1368146,кл. В 23 К 37/04. 1985.
(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КОЖУХОВ ВЕНТИЛЯТОРОВ
(57)Изобретение относится к сварке, в частности к установкам для изготовления кожухов вентилятора. Цель изобретения - повышение производительности путем обеспечения одновременно с формированием обшивки кожуха вентилятора сборки и сварки ее с боковыми стенками и повышение качества сборки. Установка содержит смонтированные на основании 4 транспортирующее устройство, механизм подачи листа 2, исполнительный механизм с кулачковыми копирами, закрепленными на общей оси с возможностью взаимодействия с копирными роликами, устройство для установки боковых стенок с соосно расположенными съемными планшайбами, сварочные головки и систему управления. Установка снабжена смонтированными на станине 4 механизмом 7 формирования обшивки кожуха вентилятора, выполненным в виде регулируемого рычага 30 с опорными роликами, приводного рычага 34 с упором 35, ограничительного ролика, Исполнительный механизм 8 содержит корпус 37, установленный на станине 4 с возможностью горизонтального перемещения, каретку 39, расположенную в корпусе 37 с возможностью вертикального перемещения, приводную рейку 42, смонтированную на каретке 39. При этом ось закреплена в каретке 39 с возможностью взаимодействия установленной на нем шестерни 44 с приводной рейкой 42, а планшайбы установлены на закрепленной на оси оправке и расположены соосно. Сварочные головки 10 размещены на смонтированном на станине 4 кронштейне 55 с возможностью перемещения по его копир- ным дорожкам 56. Благодаря такой конструкции установки повышается точность профиля обшивки кожуха вентилятора. 5 ил.
а -1
сл
«ет U.
QS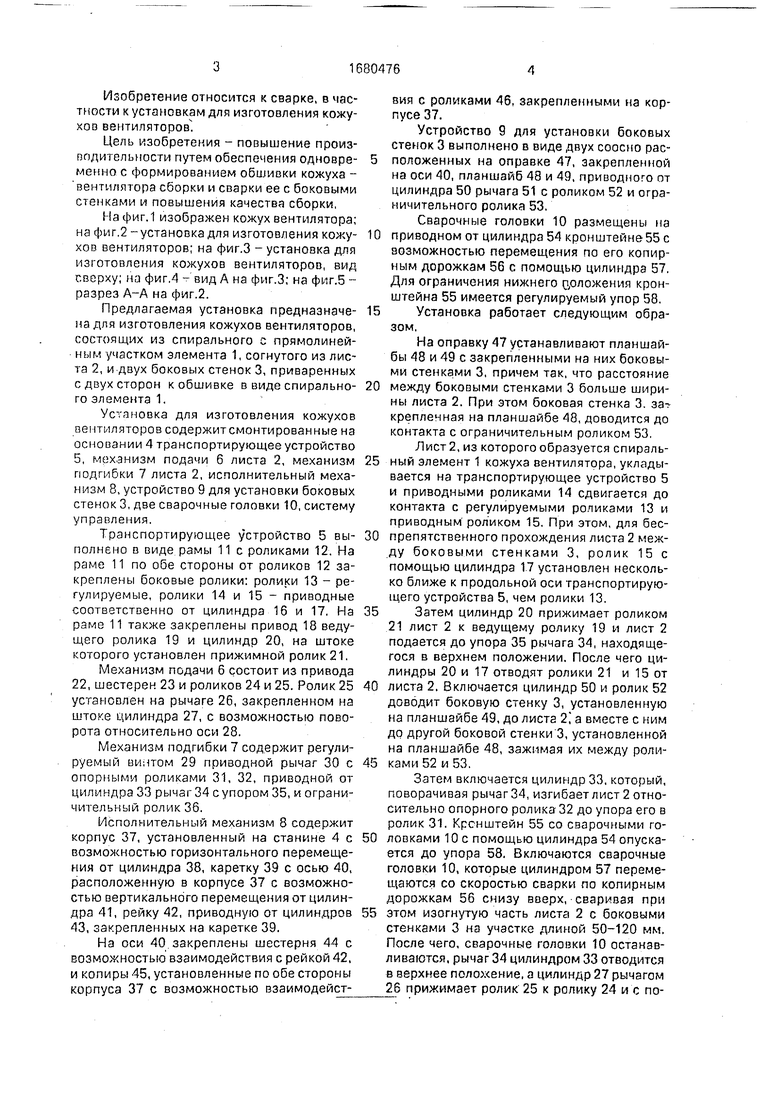
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Устройство для сборки кожухов вентиляторов | 1975 |
|
SU564055A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1968 |
|
SU211707A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
58
5/i
XJ
&ut 2.
Изобретение относится к сварке, в частности к установкам для изготовления кожуXOD вентиляторов4.
Цель изобретения - повышение производительности путем обеспечения одновременно с формированием обшивки кожуха - вентилятора сборки и сварки ее с боковыми стенками и повышения качества сборки,
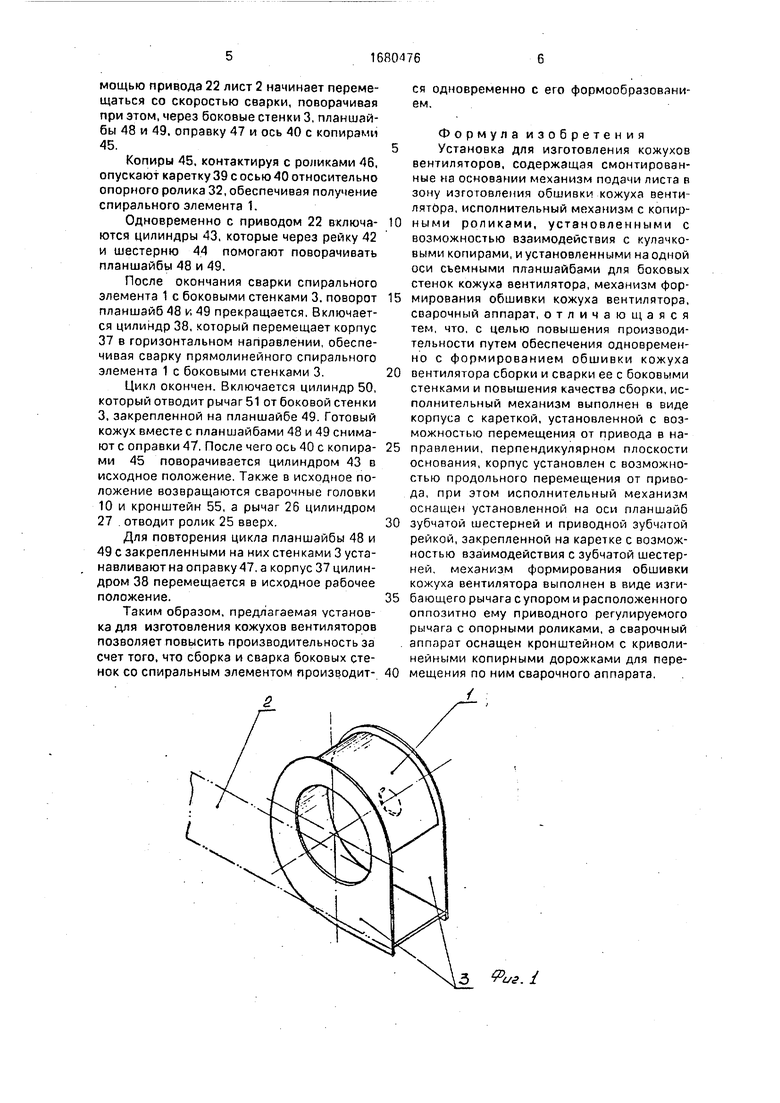
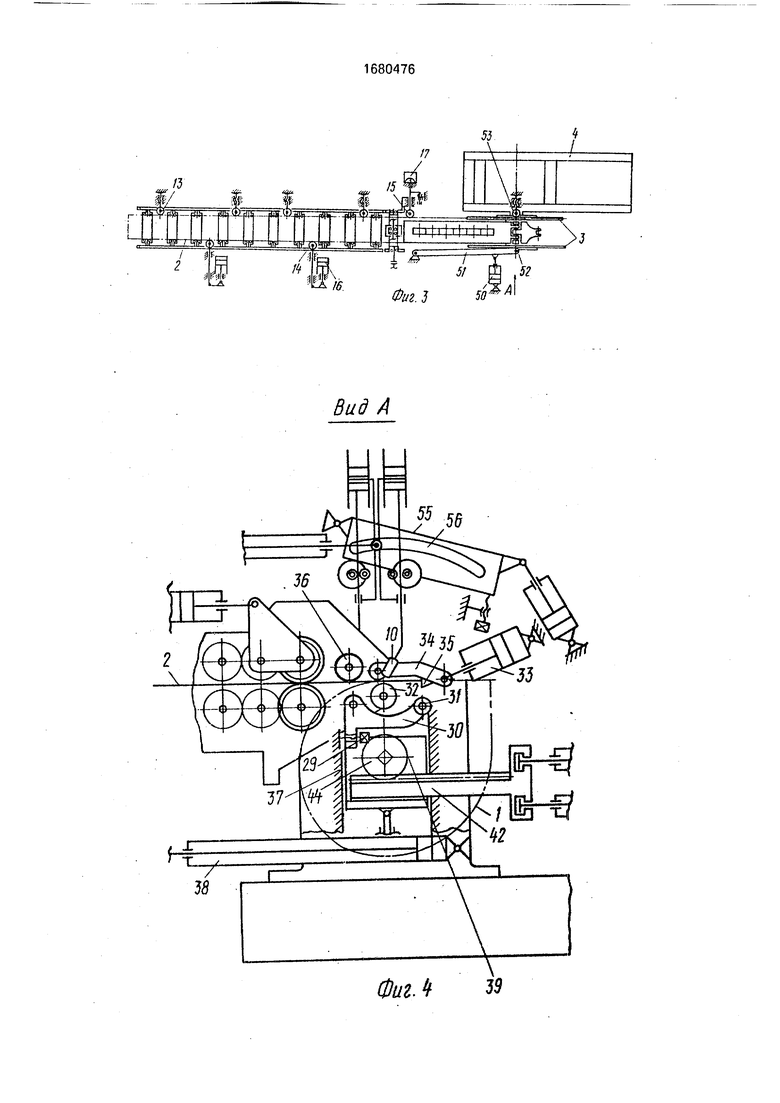
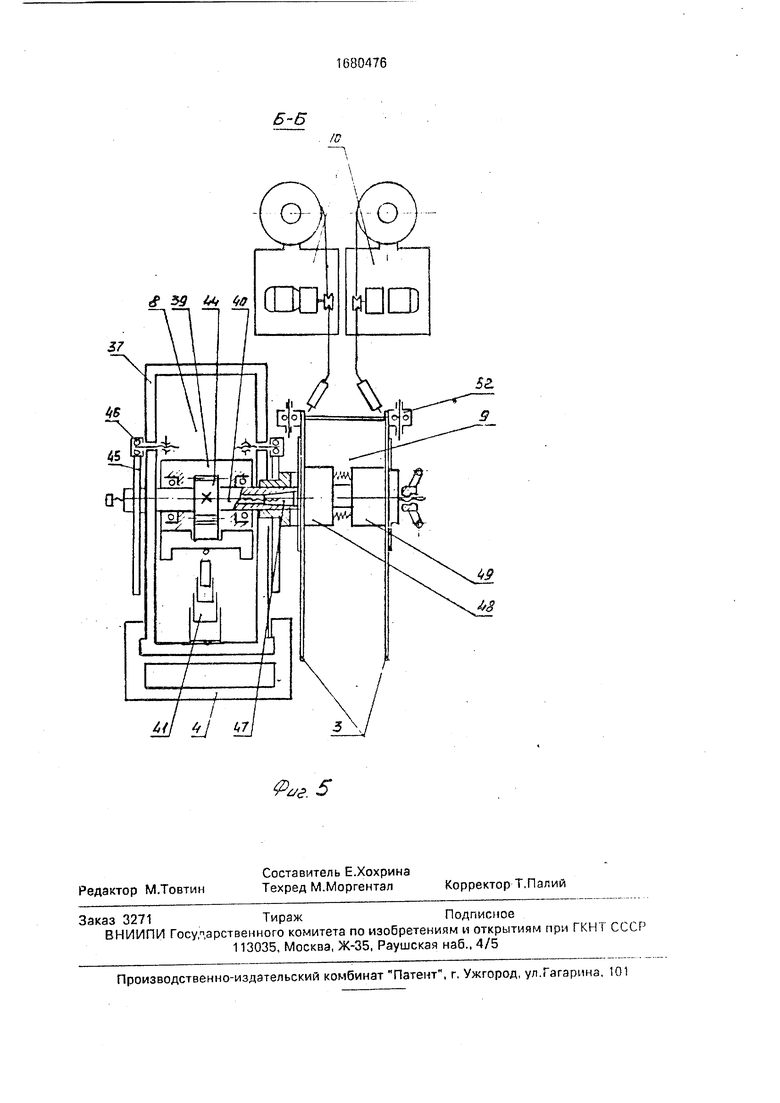
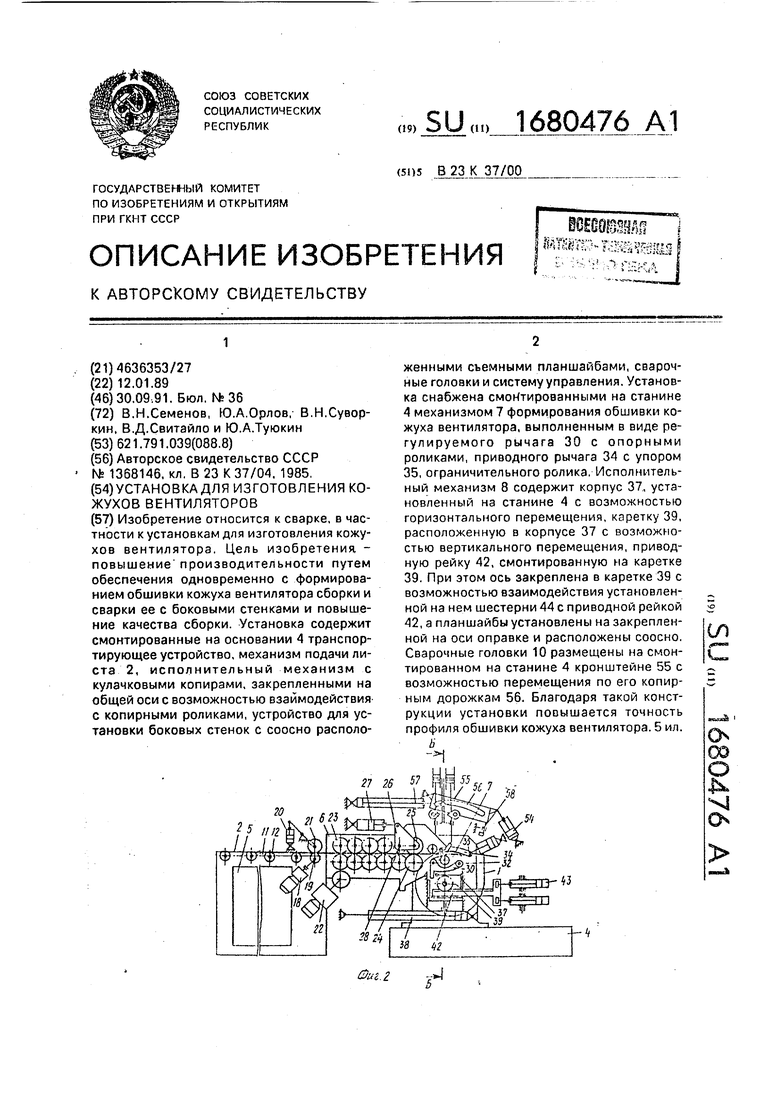
На фиг. 1 изображен кожух вентилятора; на фиг.2 -установка для изготовления кожухов вентиляторов; на фиг.З - установка для изготовления кожухов вентиляторов, вид сверху; на фиг.4 - вид А на фиг.З; на фиг.5 - разрез А-А на фиг.2.
Предлагаемая установка предназначена для изготовления кожухов вентиляторов, состоящих из спирального с прямолинейным участком элемента 1, согнутого из листа 2, и двух боковых стенок 3, приваренных с двух сторон к обшивке в виде спирального элемента 1.
Установка для изготовления кожухов вентиляторов содержит смонтированные на основании 4 транспортирующее устройство 5, механизм подачи 6 листа 2, механизм подгибки 7 листа 2, исполнительный механизм 8, устройство 9 для установки боковых стенок 3, две сварочные головки 10, систему управления.
Транспортирующее устройство 5 выполнено в виде рамы 11 с роликами 12. На раме 11 по обе стороны от роликов 12 закреплены боковые ролики; ролики 13 - регулируемые, ролики 14 и 15 - приводные соответственно от цилиндра 16 и 17, На раме 11 также закреплены привод 18 ведущего ролика 19 и цилиндр 20, на штоке которого установлен прижимной ролик 21.
Механизм подачи 6 состоит из привода 22, шестерен 23 и роликов 24 и 25. Ролик 25 установлен на рычаге 26, закрепленном на штоке цилиндра 27, с возможностью поворота относительно оси 28.
Механизм подгибки 7 содержит регулируемый винтом 29 приводной рычаг 30 с опорными роликами 31, 32, приводной от цилиндра 33 рычаг34 супором 35, и ограничительный ролик 36.
Исполнительный механизм 8 содержит корпус 37, установленный на станине 4 с возможностью горизонтального перемещения от цилиндра 38, каретку 39 с осью 40, расположенную в корпусе 37 с возможностью вертикального перемещения от цилиндра 41, рейку 42, приводную от цилиндров 43, закрепленных на каретке 39.
На оси 40 закреплены шестерня 44 с возможностью взаимодействия с рейкой 42, и копиры 45, установленные по обе стороны корпуса 37 с возможностью вэаимодействия с роликами 46, закрепленными на корпусе 37.
Устройство 9 для установки боковых стенок 3 выполнено в виде двух соосно расположенных на оправке 47, закрепленной на оси 40, планшайб 48 и 49, приводного от цилиндра 50 рычага 51 с роликом 52 и ограничительного ролика 53.
Сварочные головки 10 размещены на
0 приводном от цилиндра 54 кронштейне55 с возможностью перемещения по его копир- ным дорожкам 56 с помощью цилиндра 57. Для ограничения нижнего прложения кронштейна 55 имеется регулируемый упор 58.
5 Установка работает следующим образом,
На оправку 47 устанавливают планшайбы 48 и 49 с закрепленными на них боковыми стенками 3, причем так, что расстояние
0 между боковыми стенками 3 больше ширины листа 2. При этом боковая стенка 3. зат крепленная на планшайбе 48, доводится до контакта с ограничительным роликом 53. Л ист 2, из которого образуется спираль5 ный элемент 1 кожуха вентилятора, укладывается на транспортирующее устройство 5 и приводными роликами 14 сдвигается до контакта с регулируемыми роликами 13 и приводным роликом 15. При этом, для бес0 препятственного прохождения листа 2 между боковыми стенками 3, ролик 15 с помощью цилиндра 17 установлен несколько ближе к продольной оси транспортирующего устройства 5, чем ролики 13.
5Затем цилиндр 20 прижимает роликом
21 лист 2 к ведущему ролику 19 и лист 2 подается до упора 35 рычага 34, находящегося в верхнем положении. После чего цилиндры 20 и 17 отводят ролики 21 и 15 от
0 листа 2. Включается цилиндр 50 и ролик 52 доводит боковую стенку 3, установленную на планшайбе 49, до листа 2i а вместе с ним до другой боковой стенки 3, установленной на планшайбе 48, зажимая их между роли5 ками 52 и 53.
Затем включается цилиндр 33, который, поворачивая рычаг 34, изгибает лист 2 относительно опорного ролика 32 до упора его в ролик 31. Кронштейн 55 со сварочными го0 ловками 10 с помощью цилиндра 54 опускается до упора 58. Включаются сварочные головки 10, которые цилиндром 57 перемещаются со скоростью сварки по копирным дорожкам 56 снизу вверх, сваривая при
5 этом изогнутую часть листа 2 с боковыми стенками 3 на участке длиной 50-120 мм. После чего, сварочные 10 останавливаются, рычаг 34 цилиндром 33 отводится в верхнее положение, а цилиндр 27 рычагом 26 прижимает ролик 25 к ролику 24 и с помощью привода 22 лист 2 начинает перемещаться со скоростью сварки, поворачивая при этом, через боковые стенки 3, планшайбы 48 и 49, оправку 47 и ось 40 с копирами 45.
Копиры 45, контактируя с роликами 46, опускают каретку 39 с осью 40 относительно опорного ролика 32, обеспечивая получение спирального элемента 1.
Одновременно с приводом 22 включа- ются цилиндры 43, которые через рейку 42 и шестерню 44 помогают поворачивать планшайбы 48 и 49.
После окончания сварки спирального элемента 1 с боковыми стенками 3. поворот планшайб 48 и 49 прекращается. Включается цилиндр 38, который перемещает корпус 37 в горизонтальном направлении, обеспечивая сварку прямолинейного спирального элемента 1 с боковыми стенками 3.
Цикл окончен. Включается цилиндр 50, который отводит рычаг 51 от боковой стенки 3, закрепленной на планшайбе 49. Готовый кожух вместе с планшайбами 48 и 49 снимают с оправки 47. После чего ось 40 с копира- ми 45 поворачивается цилиндром 43 в исходное положение. Также в исходное положение возвращаются сварочные головки 10 и кронштейн 55, а рычаг 26 цилиндром 27 отводит ролик 25 вверх.
Для повторения цикла планшайбы 48 и 49 с закрепленными на них стенками 3 уста- навливаютна оправку47. а корпус 37 цилиндром 38 перемещается в исходное рабочее положение.
Таким образом, предлагаемая установка для изготовления кожухов вентиляторов позволяет повысить производительность за счет того, что сборка и сварка боковых стенок со спиральным элементом производит-
ся одновременно с его формообразованием.
Формула изобретения Установка для изготовления кожухов вентиляторов, содержащая смонтированные на основании механизм подачи листа в зону изготовления обшивки кожуха вентилятора, исполнительный механизм с копир- ными роликами, установленными с возможностью взаимодействия с кулачковыми копирами, и установленными на одной оси съемными пяэншайбами для боковых стенок кожуха вентилятора, механизм формирования обшивки кожуха вентилятора, сварочный аппарат, отличающаяся тем, что, с целью повышения производительности путем обеспечения одновременно с формированием обшивки кожуха вентилятора сборки и сварки ее с боковыми стенками и повышения качества сборки, исполнительный механизм выполнен в виде корпуса с кареткой, установленной с возможностью перемещения от привода в направлении, перпендикулярном плоскости основания, корпус установлен с возможностью продольного перемещения от привода, при этом исполнительный механизм оснащен установленной на оси планшайб зубчатой шестерней и приводной зубчатой рейкой, закрепленной на каретке с возможностью взаимодействия с зубчатой шестерней, механизм формирования обшивки кожуха вентилятора выполнен в виде изгибающего рычага с упором и расположенного оппозитно ему приводного регулируемого рычага с опорными роликами, а сварочный аппарат оснащен кронштейном с криволинейными копирными дорожками для перемещения по ним сварочного аппарата.
/
Фи.1
6Ј
4 Щ
8Ј
Ј гаф
Ј/
9iW89l
Ј ьд t ffo
37
