Изобретение относится к сварке, а именно к устройствам для сборки и сварки изделий с криволинейной образующей, в частности кожухов вентиляторов с двухсторонним входо воздуха.
Известно устройство для сборки и сварки кожухов вентиляторов, содержащее смонтированные на основан рольганг.для подачи листа-обшивки, ножницы для мерной резки листа-обшивки, правильно-подающий механизм с приводными и прижимными роликами для боковых стенок кожухов и головками для сварки наружных швов, и мнипулятор с двумя соосными планшай бами с прижимами для боковых стенок и кольцевых фланцев кожухов вентиляторов 1 .
Однако на известном устройстве производится лишь приварка листаобшивки к боковым стенкам кожуха, а сварка кольцевых фланцев с боковыми стенками производится на вспомогательном оборудовании, что снижает производительность. Кроме того, известное устройство не обеспечивает предварительной вальцовки листа-обшивки, что снижает качеств сварки.
Цель изобретения - повышение призводительности и качества сварки путем обеспечения предварительной вальцовки листа-обшивки с одновременной сваркой боковых стенок кожуха с кольцевыми фланцами. I
Цель достигается тем, что в устройстве для сборки .и сварки кожухов вентиляторов, содержащем смонтированные на основании рольганг для подачи листа-обшивки, ножницы для мерной резки листа-обшивки, правильно-подающий механизм с приводными и прижимными роликами для боковых стенок кожухов и головками для сварки наружных швов, и манипулятор с двумя соосными плaнDJaйбaми с прижимами для боковых стенок и кольцевых фланцев кожухов вентиляторов, правильно-подающий механизм выцолнен в виде смонтированного на основании двуплечего рычага с силовым цилиндром, : акрепленных на одном плече рычага роликов для вальцовки листа-обшивки и шарнирно установленной на втором плече рычага тележки с двумя головками для сварки внутренних швов, при этом прижимные ролики для листа-обшивки- и направляющие ролики для внутренней поверхности боковых стенок смонтированы на указанной тележке, а направляющие ролики для наружной поверхности боковых стенок смонтированы на основании и выполнены откидными, манипулятор выполнен в ви.де шарнирно установленной на основании, поворотной в плоскости, перпендикулярной основанию вилки с регулируемым пневмоцилиндром, а планшайбы с прижимами смонтированы на вилке с возможностью -продольного перемещения и взаимодействия с торцовой поверхностью прижимных роликов правильно-подающего механизма.
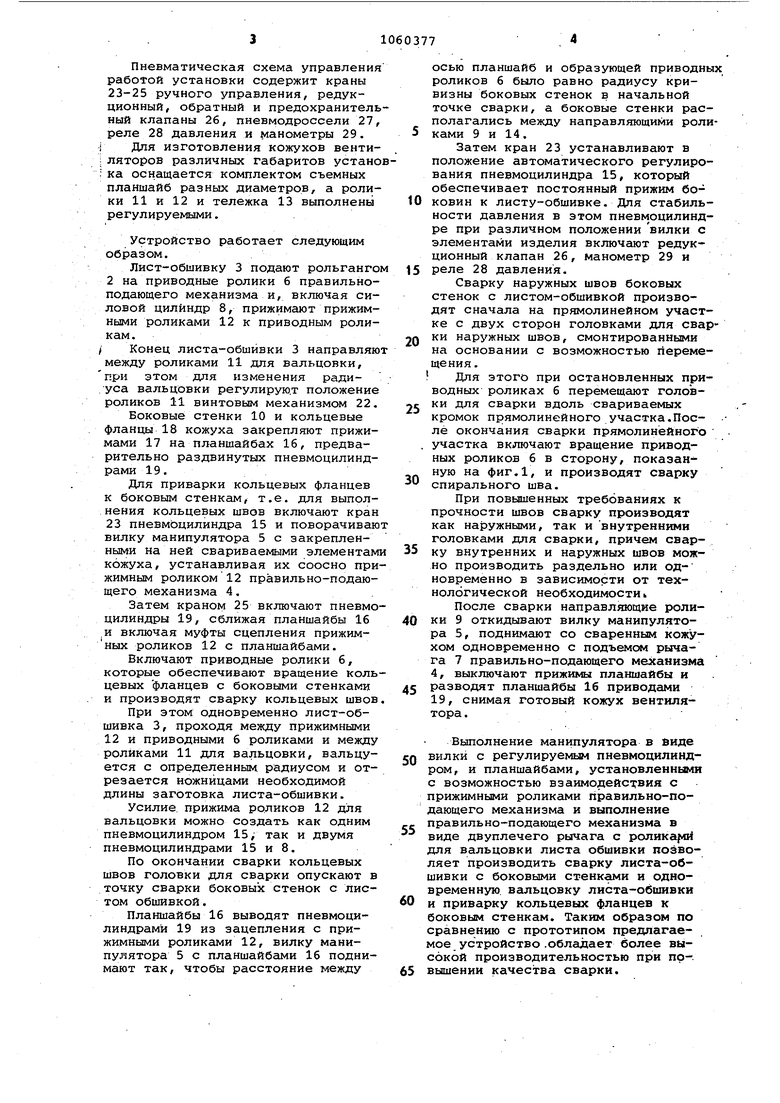
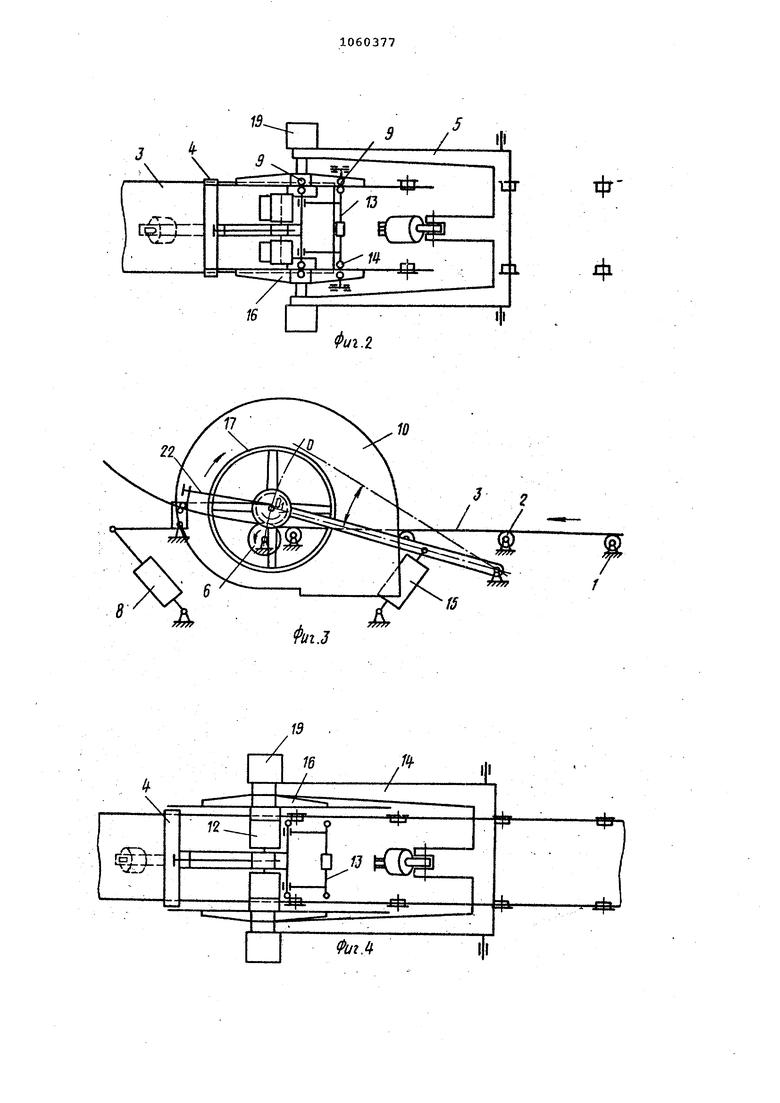
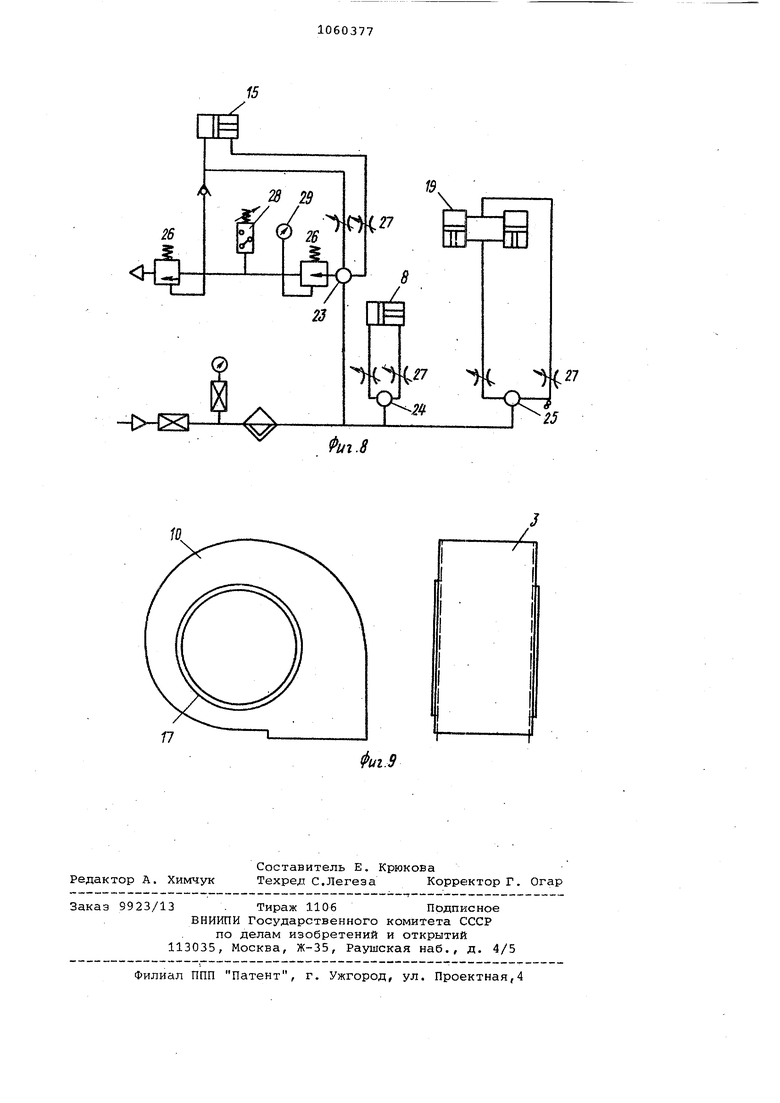
На фиг.1 схематически изображена установка при сварке листа-обшивки с боковыми стенками; на фиг. 2 - то же, вид сверху, на фиг. 3 - установка при сварке кольцевых фланцев с боковьлми стенками; на фиг. 4 - то же, вид сверху, на фиг. 5 - вид А на фиг.1; на фиг.6 сечение Б-Б на фиг.1; на фиг.7 вид В на фиг. 6; на фиг. 8 - пневматическая схема установки, на фиг. 9 - конструкция свариваемого кожуха вентилятора.
Установка содержит смонтированны на основании 1 рольганг 2 для подачи листа-обшивки 3, ножницы для мерной резки листа-обшивки (не показаны), правильно-подающий механизм 4 и манипулятор 5.
Правильно-подающий механизм содержит смонтированные на основании приводные ролики б двуплечий рычаг с пневмоцилиндром и направляющие ролики 9 для наружной поверхности боковых стенок 10, закрепленные на одном плече рычага 7 ролики 11 для вальцовки листа-обшивки 3, смонтированные на втором плече рачага прижимные ролики 12 и шарнирно установленную на втором плече этого рычага тележку 13 с направляющими роликами 14 для внутренней поверхности боковых стенок 10 кожуха.
При этом на тележке 13 установлены две головки для сварки внутренних швов (не показаны), а на основании - две.головки для сварки наружных швов (не показаны-). Направляющие ролики 9 для наружной поверхности боковых стенок выполнены откидными.
Манипулятор 5 выполнен в виде ша1Нирно установленной на основании вилки с регулируемым пневмоцилиндром 15. На вилке манипулятора 5 смонтированы две соосные планшайбы 16 с эксцентриковыми прижимами 17 для боковых стенок 10 и кольцевых фланцев. 18. Планшайбы с прижимами установлены с возможностью продольного перемещения пне вмоцилиндрами 19. Устройство снабжено муфтами сцепления прижимных роликов с планшайбами, полумуфты 20 KOTOptiX установлены в прижимах 17, а полумуфты 21 на торцах прижимных роликов 12.Радиус вальцовки регулируется винтовым механизмом 22, смонтированным на рычаге 7 правильно-подающего механизма 4.
Пневматическая схема управления работой установки содержит краны 23-25 ручного управления, редукционный, обратный и предохранительный клапаны 26, пневмодроссели 27, реле 28 давления и манометры 29, Для изготовления кожухов вентиляторов различных габаритов установка оснащается комплектом съемных планшайб разных диаметров, а ролики 11 и 12 и тележка 13 выполнены регулируемыми.
Устройство работает следующим образом.
Лист-общивку 3 подают рольгангом 2 на приводные ролики 6 правильноподающего механизма и, включая силовой цилиндр 8, прижимают прижимными роликами 12 к приводным роликам.
Конец листа-обшивки 3 направляют между роликами 11 для вальцовки, при этом для изменения радиуса вальцовки регулирую.т положение роликов 11 винтовым механизмом 22,
Боковые стенки 10 и кольцевые фланцы 18 кожуха закрепляют прижимами 17 на планшайбах 16, предварительно раздвинутых пневмоцилиндрами 19.
Для приварки кольцевых фланцев к боковым стенкам, т.е. для выполнения кольцевых швов включают кран 23 пневмЬцилиндра 15 и поворачивают вилку манипулятора 5 с закрепленными на ней свариваемыми элементами кожуха, устанавливая их соосно прижимным роликом 12 правильно-подающего механизма 4,.
Затем краном 25 включают пневмоцилиндры 19, сближая планшайбы 16 и включая муфты сцепления прижимных роликов 12 с планшайбами.
Включают приводные ролики 6, которые обеспечивают вращение кольцевых фланцев с боковыми стенками и производят сварку кольцевых швов,
При этом одновременно лист-обшивка 3, проходя между прижимными 12 и приводными 6 роликами и между роликами 11 для вальцовки, вальцуется с определенным радиусом и отрезается ножницами необходимой длины заготовка листа-обшивки.
Усилие, прижима роликов 12 для вальцовки можно создать как одним пневмоцилиндром 15, так и двумя пневмоцилиндрами 15 и 8,
По окончании сварки кольцевых швов головки для сварки опускают в точку сварки боковых стенок с листом обшивкой,
Планшайбы 16 выводят пневмоцилиндрами 19 из зацепления с прижимными роликами 12, вилку манипулятора 5 с планшайбами 16 поднимают так, чтобы расстояние между
осью планшайб и образующей приводных роликов 6 было равно радиусу кривизны боковых стенок в начальной точке сварки, а боковые стенки располагались между направляющими роликами 9 и 14.
Затем кран 23 устанавливают в положение автоматического регулирования пневмоцилиндра 15, который обеспечивает постоянный прижим боковин к листу-обшивке. Для стабильности давления в этом пневм оцилиндре при различном положении вилки с элементами изделия включают редукционный клапан 26, манометр 29 и реле 28 давления.
Сварку наружных швов боковых стенок с листом-обшивкой производят сначала на прямолинейном участке с двух сторон головками для сварки наружных швов, смонтированными на основании с возможностью йеремещения.
Для этого при остановленных приводных роликах 6 перемещают головки для сварки вдоль свариваемых кромок прямолинейного участка,После окончания сварки прямолинейного участка включают вращение приводных роликов 6 в сторону, показанную на фиг.1, и производят сварку спирального шва.
При повышенных требованиях к прочности швов сварку производят как наружными, так и внутренними головками для сварки, причем сварку внутренних и наружных швов можно производить раздельно или одновременно в зависимости от технологической необходимостиk
После сварки направляющие ролики 9 откидывают вилку манипулятора 5, поднимают со сваренным кожухом одновременно с подъемов рычага 7 правильно-подающего механизма 4, выключают прижимы планшайбы и разводят планшайбы 16 приводами 19, снимая готовый кожух вентилятора.
Выполнение манипулятора в виде
вилки с регулируемым пневмоцилиндром, и планшайбами, установленными с возможностью взаимодействия с прижимными роликами правильно-подающего механизма и выполнение
правильно-подающего механизма в виде двуплечего рычага с роликаулй для вальцовки листа обшивки позволяет производить сварку листа-обшивки с боковыми стенками и одновременную вальцовку листа-обшивки
и приварку кольцевых фланцев к боковым стенкам. Таким образом по сравнению с прототипом предлагаемое устройство .обладает более высокой производительностью при по-.
вышении качества сварки.
ФФ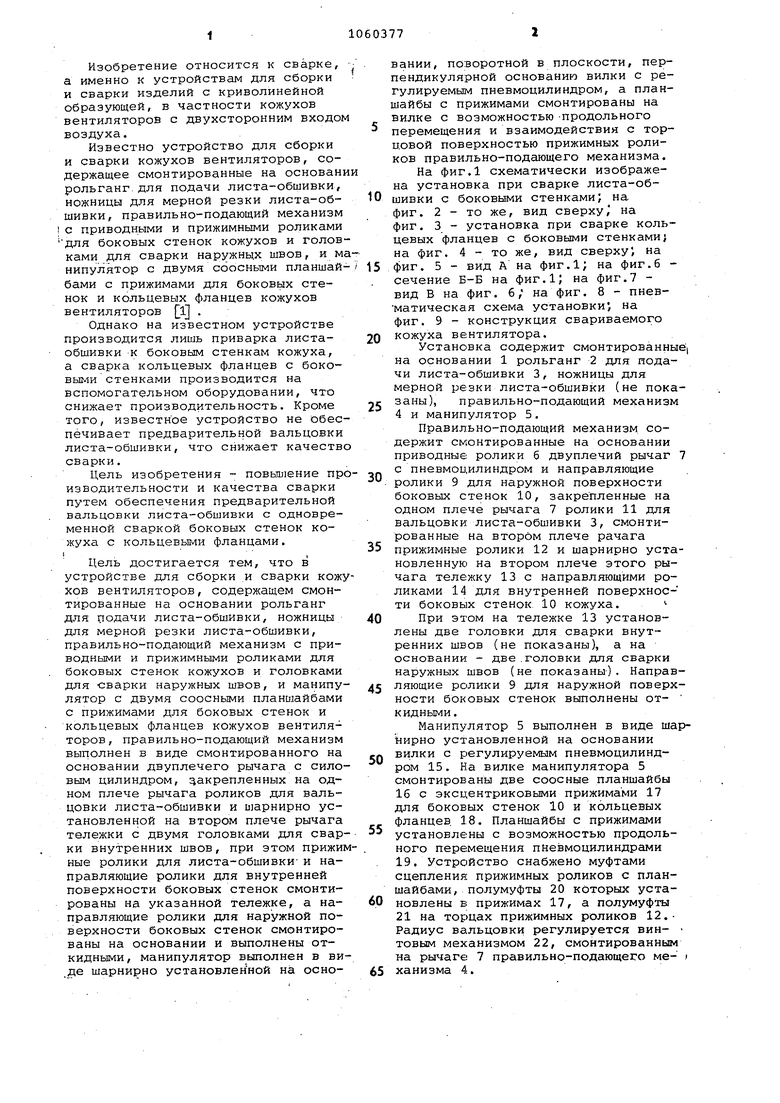
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1968 |
|
SU211707A1 |
| Установка для изготовления кожухов вентиляторов | 1989 |
|
SU1680476A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ КОЖУХОВ ВЕНТИЛЯТОРОВ, содержащее смонтированные на основании рольганг для подачи листа-обшивки, ножницы для мерной резки листаобшивки, правильно-подающий механизм с приводными и прижимнЕлми роликами для листа-обшивки, направляющими роликами для боковых стенок кожухов и головками для сварки наружных швов, и манипулятор с двумя соосными планшайбами с прижимами для боковых стенок и кольцевых фланцев кожухов вентиляторов, отличающееся тем, что, с целью повышения производительности и качества сварки путем обеспечения предвари- , тельной вальцовки листа-обшивки с одновременной сваркой боковых стенок кожуха с кольцевыми фланцами, правильно-подающий механизм выполнен в виде смонтированного на основании двуплечего рычага с силовым цилиндром, закрепленные на одном плече рычага роликов для вальцовки листа-. обшивки и шарнирно установленной на втором плече рычага тележки с двумя головками для сварки внутренних швов при этом прижимные ролики для листаобшивки и направлянвдие ролики для внутренней поверхности боковых стенок смонтированы на указанной тележке, а.направляющие ролики для наружной поверхности боковых стенок смонтированы на основании и выполнены откидными, манипулятор выполнен в виде шарнирно установленной на осно(Л вании, поворотной в плоскости,перпендикулярной основанию вилки с регулируемым пневмоцилиндром, а планшайбы с прижимами смонтированы на. вилке с возможностью продольного перемещения, и взаимодействия с торцовой поверхностью прижимных роликов i правильно-подающего механизма. i ы 1 м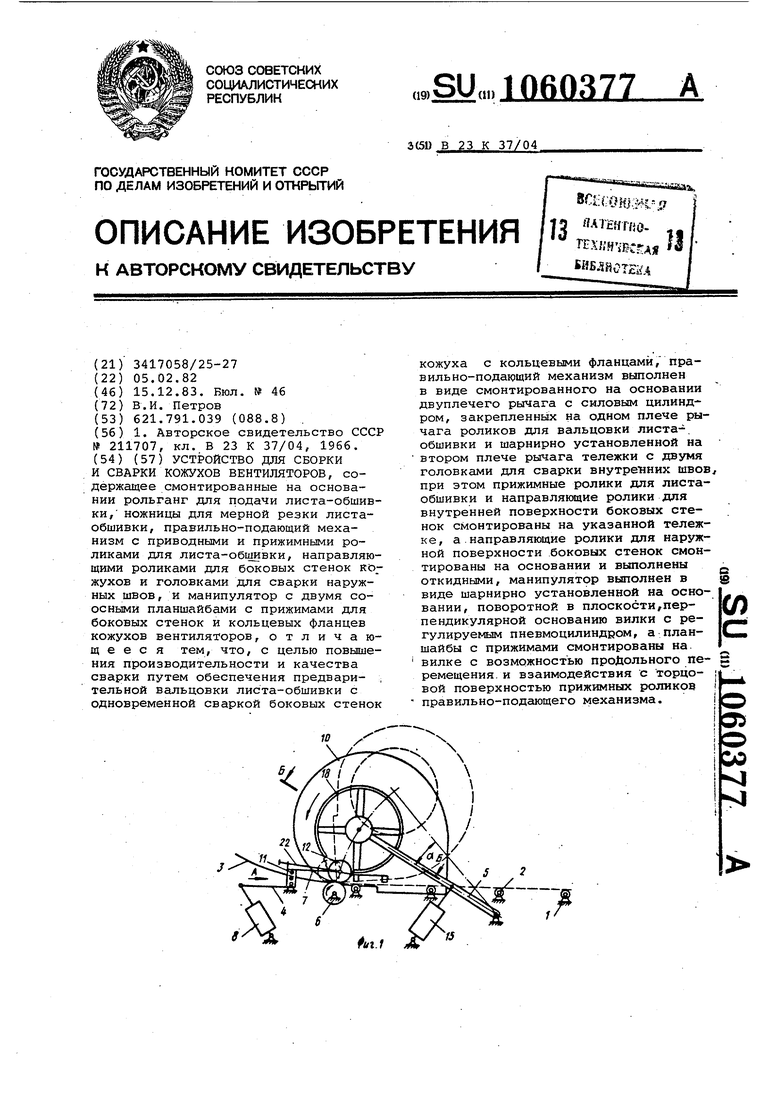
ВидА
Фиг.5
20
15
X
н5
-CHSl
Ul.S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 0 |
|
SU211707A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
