1
Изобретение относится к сварке,, в частности к устройствам для сборки и сварки изделий с .криволинейной образующей, а им-енно кожухов крупногабаритных (с № 10 и выше) и сходных с ними По конструкции спиральных швов пылевых центробежных вентиляторов.
Цель изобретения расширение технологических возможностей путем обеспечения сборки и сварки кожухов с тонкими боковыми стенками и повышение качества.
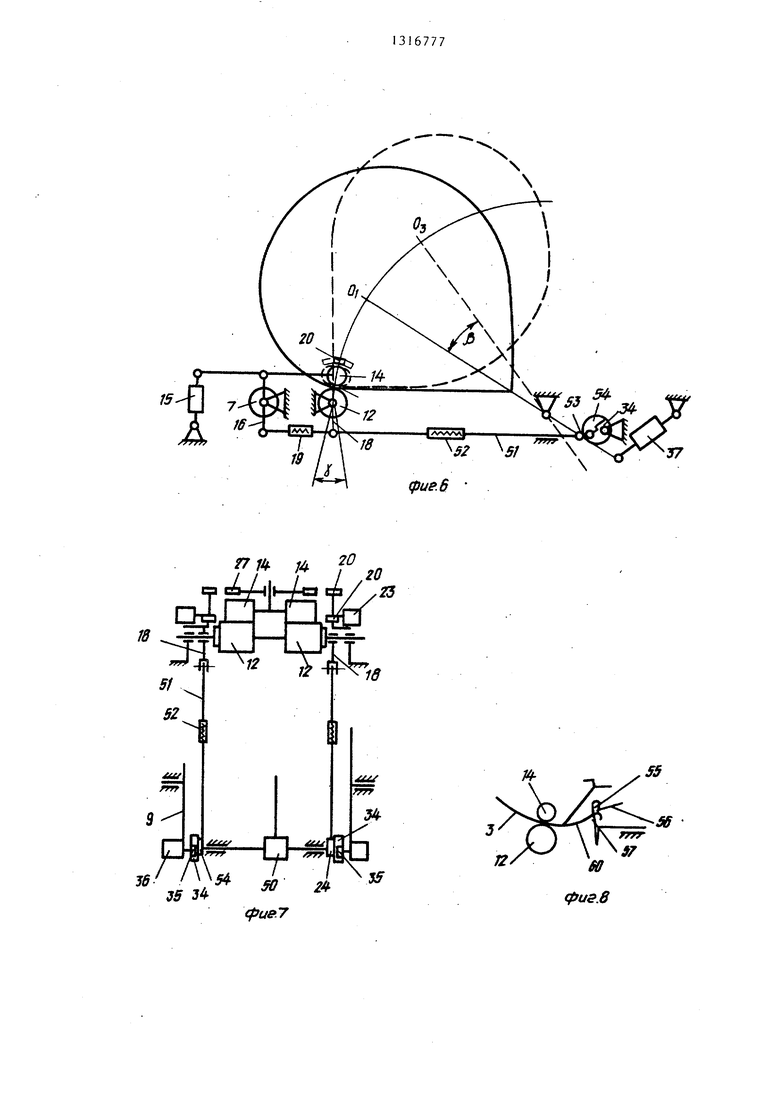
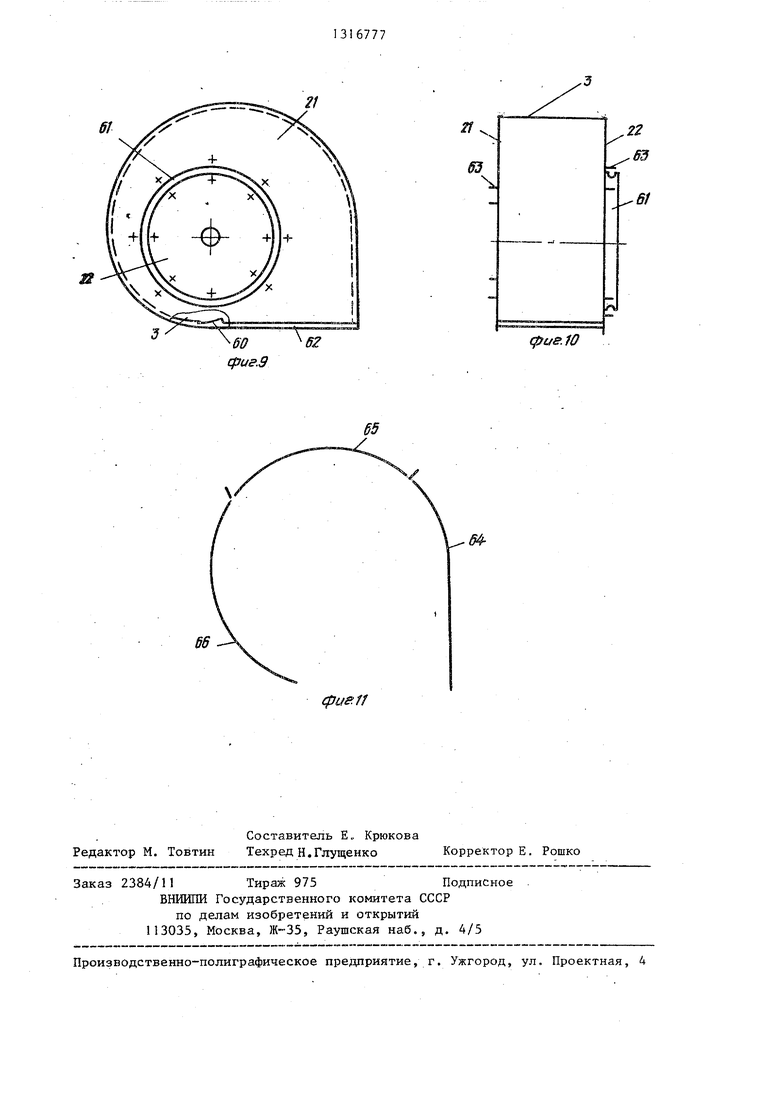
На фиг. 1 изображено устройство; на фиг. 2 - то же, при сварке наруж ных швов; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - кинематическая схема устройства; на фиг. 7 - то же, вид сверку; на фиг. 8 - схема сварки отражателя; на фиг. 9 - конструкция кожуха вентилятора; на фиг. 10 - то же, вид сбоку; на фиг. 1 - схема сварки листа-обшивки, состояш;ей из частей.
YcTpoliCTBO содержит смонтирован- ные на основании 1 рольганг 2 для листа-обшивки 3, правильно-подающий механизм 4 с обоймой 5. В обойме 5 установлены вальцующие ролики 6, соединенные с приводный валом 7 их вращения . Обойма 5 установлена на валу 7 с возможностью наклона приводом 8. На основании смонтированы также манипулятор 9 и кассета 10 с опорными роликами 11 для листа-обшивки 3.
Правильно-подающий механизм содержит также приводные ролики 12 для листа-обшивки 3, двуплечий рычаг 13 с прижимными роликами 14, привод 15 поворота рычага 13, коромысло 16, установленное на оси вала 7 и одним своим плечом соединенное с рычагом 13 а другим - с программным приводом 17 Кроме того, механизм содержит смонтированный на оси приводного ролика 12 двуплечий рычаг 18, соединенный посредством регулируемой тяги 19 с коромыслом 1.6.
На рычагах 18 смонтированы направляющие ролики 20 для наружной поверхности боковых стенок 21 и 22 и привод 23 их прижима, а на рычаге 13 смонтирована тележка 24 с установленными на ней двумя головками 25 для сварки внутренних швов с импульсной подачей электродов, две головки 26
772
для зачистки внутренних швов и направляющие ролики 27 для внутренней поверхности боковых стенок 21 и 22 с приводом 28 для их прижима.
Манипулятор 9 выполнен в виде
смонтированных на рычагах 29 соосных планшайб, выполненных в виде крестовины 30 и плиты 31. Крестовина 30 выполнена с ободом 32, обе планшайбы
снабжены приводом 33 их осевого перемещения . На основании смонтирован копир 34, .на рычагах манипулятора установлены копирные ролики 35 с их приводом 36. Поджим копирных роликов 35 манипулятора 9 к копиру 34 осуществляется приводом- 37.
На рычагах 29 манипулятора 9 смонтированы фиксаторы 38 для боковых стенок 21 и 22, кронштейн 39 с установленной на нем тягой 40, шарнирно закреплена улиска 41 , соединенная с тягой 40. На тяге смонтированы головки 42 для сварки наружных швов и приводы 43 их перемещения. Головки 42
снабжены копирными роликами 44 и при-- водами 45 поперечного перемещения.
Приводные ролики 12 соединены с копирами 34 посредством блока 46 шее- терен, муфты 47 с ее приводом 48, вала 49 и редуктора 50.
На рычаге 18 правильно-подающего
механизма может быть смонтирована тяга 51 с регулирующим устройством 52 и копирным роликом 53, установленным с возможностью взаимодействия с копиром 34, соосно установленным с копиром 34. Ролики 53 обкатываются по внутренним и внешним поверхностям копиров 54. При использовании указанной связи программный привод 17 отключается.
Устройство содержит упоры 55 с рукояткой 56, смонтированными на рычаге 57,
Обойма 5 снабжена приводом 58 вальцующих роликов 6 и приводом 59 . для изменения угла подачи листа-обшивки 3 и радиуса вальцевания.
Элементы конструкции вентилятора обозначены позициями: отражатель 60, боковой фланец 61, фланец 62, болты 63, части листа-обшивки 64, 65 и 66.
Устройство работает следующим об- разом.
Часть 64 листа-обвгивки 3 подается рольгангом 2 в окно между прижимными 14 и приводными 12 роликами, пред
3 13 варительно вальцуется в обойме 5 роликами 6 и поступает в кассету 10. При-этом ролики 12 сблокированы с приводом 7. Конец части 64 листа при остановке привода 7 и роликов 12 со- стыковывают с подаваемой рольгангом 2 частью 65 листа-обшивки 3, прижимает упорами 55 посредством рукоятки 56, сваривается монтажным швом на участке длиной I (не показано) головка- ми 25 или полуавтоматом (не показан) При этом полученный сварочный шов не препятствует дальнейшему вальцеванию листа-обшивки 3, а также его перемещению в обратном направлении для сварки с боковыми стенками. Аналогич- -но сваривают стык частей 65 и 66 листа-обшивки, подавая лист-обшивку в кассету 10. Конец предварительно отвальцованного листа-обшивки, со- бранного на монтажной сварке, удерживается в верхних роликах 6 обоймы 5. Лист-обшивка 3 подается из кассеты 10 в обратном направлении и со- стыковьшается с отражателем 60, при- жимаемым роликами 14 и упорами 55 и сваривается монтажными швами, как и стыки листа-обшивки.
Затем производят приварку фланца 61 с боковой стенкой 21, для че- го боковые стенки 21 и 22 с приваренными на их .поверхности болтами 63 и фланец 61 соответственно устанавливают на крестовине 30 и на.плите 31 и зажимают зажимами. Управляя при- водом 37 манипулятора 9 и приводом 33 крестовины, вводят обод 32 в зацепление с роликом 14, находящимся в контакте с роликами 12 правильно-подающего механизма. Головку 42 для сварки на кулисе 41 устанавливают на уровень сварки фланца 61 с боковой стенкой 21 и, вращая роликами 14 и 12,- производят сварку кольцевого шва
Сварку боковых стенок с листом- обшивкой внутренними монтажными швами производят сварочными головками 25 для чего планшайбы с .боковыми стен- . ками 21 и 22 сводят приводами 33 на ширину листа-обшивки, стенки закреп- ляют фиксаторами 30 и устанавливают между роликами 14 в исходное положение для сварки. При этом манипулятор 9 посредством копирных роликов 35 взаимодействует с копирами 34. Роли- ки 35 прижимаются к копирам 34 с некоторым усилием приводом 37 с регулируемым давлением.
74
Наружные поверхности боковых стенок прижимаются к торцам листа-обшивки роликами 20 с помощью приводов 23 (фиг. 3).
Затем производят монтажную сварку боковых стенок с отражателем 60 и концом листа-обшивки, освобождают боковые стенки от фиксаторов 38 и роликами 12 и 14 перемещают лист-обшивку с боковыми стенками в обратном направлении, сваривают их монтажными внутренними швами головками 25 со снятием усиления шва головками 26. При этом привод 7 выключают, а ролики 6 разводят приводом 58. Сварку проводят до подхода монтажных швов головками 42 (фиг. 1).
Включают ролики 27 приводом 28 (фиг. 5), устанавливают в рабочее положение верхние направляющие лики 20 для обеспечения жесткости боковых стенок при увеличивающемся радиусе кривизны кожуха и продолжают одновременную сварку монтажных и наружных швов с регулируемой (пропорционально кривизне кожуха) замедляющейся скоростью вращения роликов 12, подающих лист-обшивку, соответствующей сварочной скорости головок 42 для наружных швов. При этом сварка внутренних монтажных швов происходит с переменным шагом и длиной шва. На фиг. 1 штрих-пунктирной линией показано положение боковых стенок в начале монт.ажной сварки их с листом-обшивкой (точка 0) и в конце сварки (точка О,), а сплошной линией показано положение их в начале сварки с листом-обшивкой наружными швами головками 42 (точка 0). Сварка боковых стенок с листом-обшивкой монтажными швами головками 25 заканчивается в положении 0 кожуха, когда сварка наружных швов выполнена, примерно на длину более четверти длины спирального шва. В этом положении отсоединяют манипулятор 9 от копиров 34 путем отвода роликов 35 приводами 36, тележку 24 головками 25 и головками 26 переводят в нерабочее положение и, включая привод 37, устанавливают кожух на ролики 14, монтируют фланец 63 и сваривают его поперечными швами полуавтоматом (фиг.2, точка 0). Ролики 20 при этом отведены приводами 23.
Кожух устанавливают приводом 37 на ролики 14 (точка 0) и вращают
как на роликовом стенде с переменной скоростью, соответствующей сварочной в точках сварки нар ужных швов, сваривают остающийся криволинейный участок спиральных наружных швов (точки Og, 0). Прямолинейный участок сваривают или перемещением сварочных головок 42 приводами 43, или вращением кожуха. Сварку фланца 62 и стыков листа-общивки, соствящего из час- тей 64, 65 и 66, проводят перемещением сварочных головок 42 приводами.45 и 43 (фиг. 3),
Изготовленный кожух освобождают от зажимов, отводят планшайбы приводами 33 и снимают с устройства.
Переналадка устройства на другие типоразмеры и исполнения состоит в перестановке приводов 43 на кронштейне 39 в соответствии с наименьшим и наибольшим радиусом кривизны соответствующего кожуха, а также изменением точки контакта манипулятора 9 с копиром 34,
Применение устройства позволяет расширить технологическую возможност сборки и -сварки кожухов различных конструкций, повысить производительность и качество их изготовления.
Формула изобретения
1. Устройство для сборки и сварки кожухов центробежных вентиляторов, содержащее смонтированные на основании рольганг для подачи листа-обшивки, правильно-подающий механизм с приводными .и прижимными роликами для листа-обшивки, направляющими роликами для боковых стенок кожухов, вал.ь- дующими роликами и двумя головкам - для сварки внутренних швов, манипулятор, выполненный в виде рычагов с двумя соосными планшайбами с прижи:- мами для боковых стенок и фланцев
5
0
0
Q
5
5
кожухов вентиляторов, две го ловки для сварки наружных швов и систему управления, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения сборки и сварки кожухов с тонкими боковыкш стенками, на основании смонтированы копир, кинематически соединенный с приводными роликами правильно-подающего механизма, и кассета с опорными роликами для листа-обшивки, на рычагах манипулятора закреплены фиксаторы для боковых стенок кожухов, копирные ролики, установленные с возможностью взаимодействия с копиром, и кронштейн с установленной на нем с возможностью перемещения тягой и кулисой, шарнирно закрепленной на рычаге и соединенной с тягой, при этом головки для сйарки наружных швов смонтированы с возможностью перемещения на тягах.
2.Устройство по п. 1, о т л и - чающееся тем, что на основании соосно копиру смонтирован дополнительный копир, а прижимные ролики правильно-подающего механизма снабжены регулируемой тягой с ко- пирными роликами, установленными с возможностью взаимодействия с дополнительным копиром.
3,Устройство по пп. 1 и 2, о т - л и чающееся тем, что правильно-подающий механизм оснащен установленной на основании с возможностью наклона обоймой, вальцующие ролики смонтированы в указанной обойме и выполнены приводными.
4. Устройство по пп. 1-3, о т л а ю щ е е с я тем, что, с целью
Иповышения качества, правильно-подающий механизм оснащ,ен головками для зачистки внутренних швов.
7/7
16 rs 7ff



| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
| Установка для изготовления кожухов вентиляторов | 1989 |
|
SU1680476A1 |
| Установка для сварки объемных изделий с криволинейными поверхностями | 1980 |
|
SU867584A1 |
| Установка для сварки под флюсом | 1977 |
|
SU745627A1 |
| Установка для сварки балок двумя горелками | 1990 |
|
SU1808600A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |


Изобретение относится к области сварки, а именно к устройствам для сборки и сварки изделий с криволинейной образующей, в частности,крупногабаритных пылевых центробежных вентиляторов. Цель изобретения - расширение технологических возможностей и повьшение качества. Устройство содержит рольганг 2 для подачи листа- обшивки 3, правильно-подающий механизм 4 с приводными 12, прижимными 14 и вальцующими 6 роликами, манипулятор 9 и кассету 10, Перемещение рычагов 29 манипулятора осуществляется копиром 34, Вел11чина перемещения рычагов 29 и скорость роликов 12, подающих лист-обшивку 3, согласуются благодаря кинематическому соединейию копира 34 с роликами 12. Благодаря автоматическому перемещению тонких боковых стенок манипулятором исключается их деформация, 3 з.п, ф-лы, 1 1 ил. W 00 05 vj 
-Г7
Фиг.г
35
BtfdA
213
нЕ
.57 /
J 35 J4
J
/ ;j9Xl
{риг.4фиг5
52 51
37
фие.6
П П /4
fue.7
pus.8
.W
фигП
Редактор М. Товтин
Составитель Е„ Крюкова
Техред Н.Глущенко Корректор Е, Рошко
Заказ 2384/11 Тираж 975Подписное .
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предориятие, г. Ужгород, ул. Проектная, 4
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
