Известные способы рифления поверхности валков не обеспечивают увеличения коэффициента трения, контактной площади и износоустойчивости рифления в такой, степени, чтобы эти факторы оказали положительное действие на качество поверхности и глубину проработки металла, на производительность стана, условия захвата и износостойкость рифленной поверхности прокатных валков.
В Предлагаемом способе эти недостатки устранены тем, что на поверхность прокатываемого металла рифление наносится на предварительно наплавленную твердыми сплавами поверхность валка накаткой роликом.
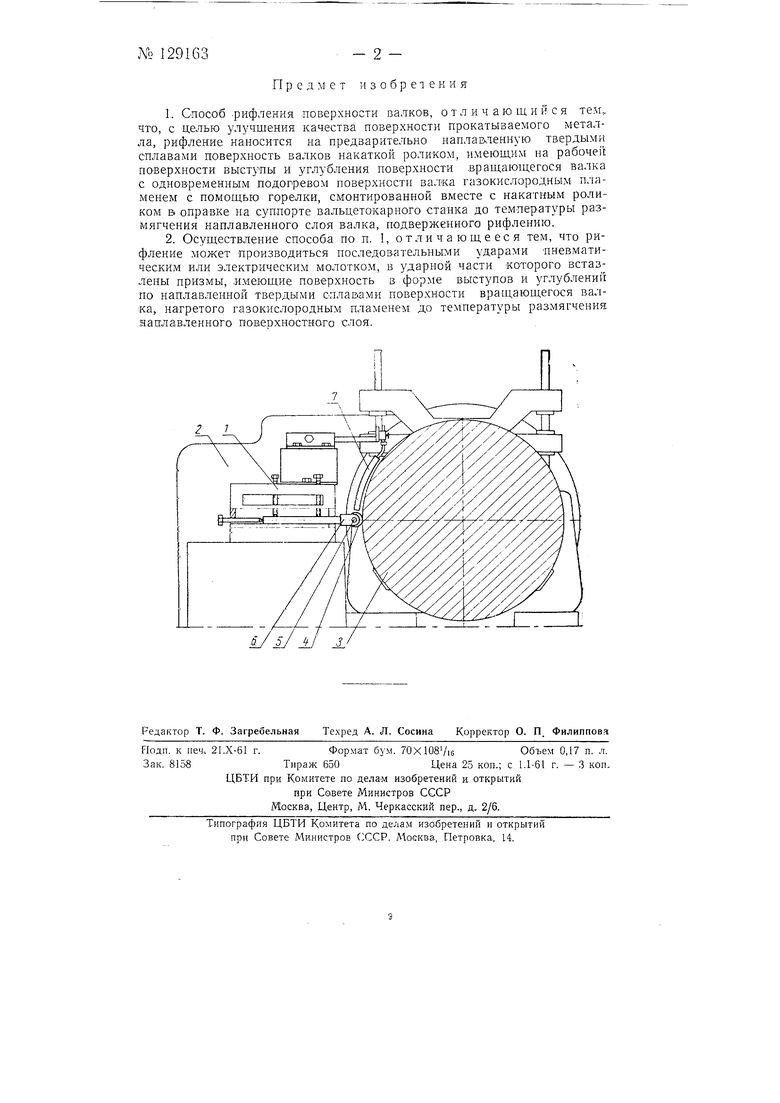
На чертеже изображена установка для накатки поверхности прокатных валков по описываемому способу.
В суппорте / вальцетокарного станка 2, на который устанавливается накатываемый валок 3, закрепляется накатный ролик 4, крепящийся с помощью пальца о в оправке 6. Для уменьшения з-тилий, действующих на ролик при накатке, поверхность валка подогревается. С этой целью перед накатным роликом устанавливается газокислородная горелка 7 специальной конструкции, подогревающая поверхность валка до 700-1100°, при этом поверхность накатываемого валка 3 предварительно наплавляется твердым сплавом.
Роликом сначала выдавливаются кольцевые канавки по окружности валка с определенным шагом.Затем по выступам между канавками после накатки одним роликом производится накатка другим роликом, который вдавливается в верип ны выступов, образуя пирамидки заданных размеров.
NO I291G3
Предмет изобретения
1.Способ -рифления поверхности валков, о т л и ч а ю щ и й-е я тем, что, с целью улучшения качества поверхности прокатываемого металла, рифление наносится на предварительно напланленную твердыми сплавами поверхность валков накаткой роликом, имеющим на рабочей поверхности выступы и углубления поверхности .вращающегося валка с одновременным подогревом поверхности валка газокислородным пламенем с помощью горелки, смонтированной вместе с накатным роликом Е оправке на суппорте вальцетокарного станка до температуры размягчения наплавленного слоя валка, подверженного рифлению.
2.Осуществление способа по п. 1, отличающееся тем, что рифление может производиться последовательными ударами пневматическим или электрическим молотком, в ударной части которого встазлены призмы, .имеющие поверхность в форме выступов и углублений по наплавленной твердыми сллавйми поверхности вращающегося валка, нагретого газокислородным пламенем до температуры размягчения наплавленного поверхностного слоя.
- 2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ рифления поверхности прокатных валков | 1962 |
|
SU151662A1 |
| СПОСОБ НАКАТЫВАНИЯ ПРОДОЛЬНЫХ РИФЛЕЙ | 1995 |
|
RU2087239C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВОССТАНОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2113311C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| Инструмент для подачи металла под накатку зубчатых профилей | 1978 |
|
SU854531A1 |
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| Деформирующий инструмент ротационной вытяжки осесимметричных оболочек из высокоуглеродистых и легированных сталей | 2016 |
|
RU2629417C1 |