Известны способы рифления поверхности прокатных валков посредством наплавки твердыми сплавами и накатки роликом.
Отличительная особенность описываемого способа состоит в том, что процесс рифления накаткой производят одновременно с наплавкойТакой способ рифления позволяет ускорить изготовление валков.
Кроме того,При осуществлении предлагаемого способа накатной ролик непрерывно охлаждают, что повышает износоустойчивость рифленой поверхюсти благодаря термомеханическому упрочнению.
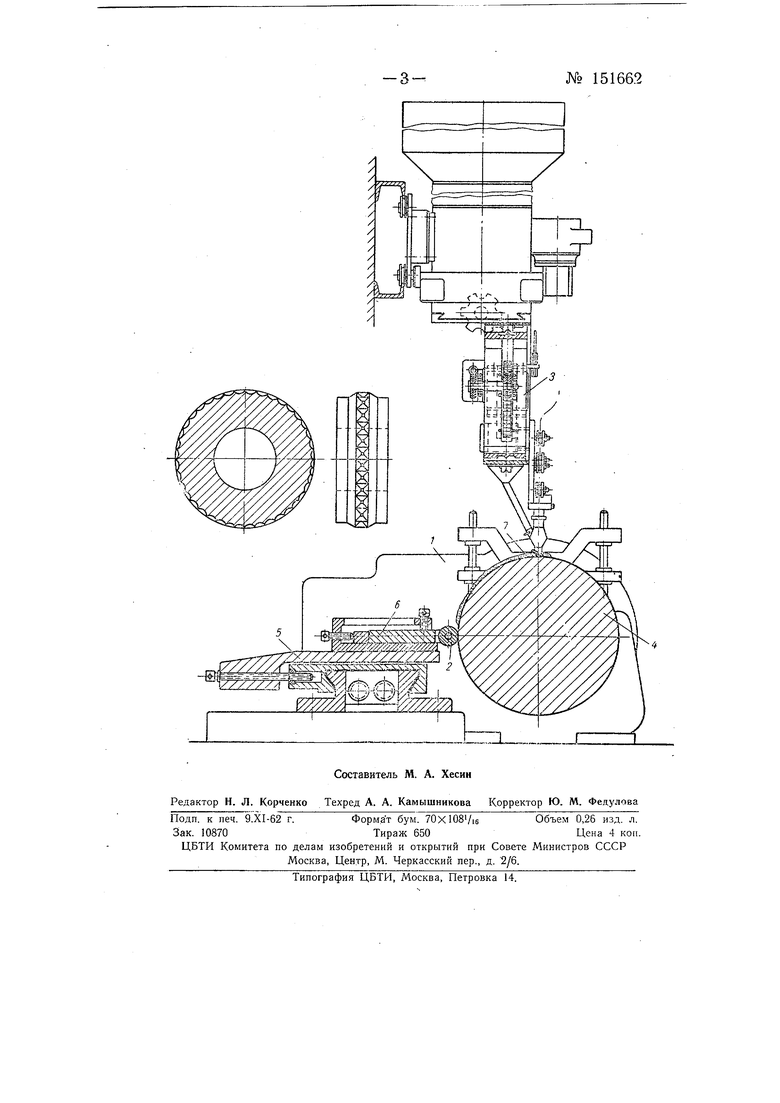
На чертеже схематически изображено устройство для осуществления описываемого способа и накатной рифленый ролик (в двух проекциях).
Сущность предлагаемого способа состоит в том, что -прокатный валок, подлежащий рифлению и упрочнению, после предварительного подогрева направляется по винтовой линии с одновременной деформацией наплавленного валика (шва) в условиях объемного на-пряженного сжатия интенсивно охлаждаемым роликом, рабочая поверхность которого выполнена рифленой в виде пирамидальных углублений. При этом на поверхности наплавленного валика образуются пирамидальные выступы, и валик охлаждается.
Осуществляют предлагаемый способ на вальцетокарном станке /, оборудованном охлаждаемым рифленым роликом 2 и приспособлением 3 для наплавки твердого металла.
Прокатный валок 4, подлежащий наплавке, рифлению и упрочнению, закрепляют в люнетах и центрах станка. На суп-порте 5 станка установлен в оправке 6 рифленый ролик 2. Поверхность валка наплавляется Т1вердым металлом посредством наплавочного приспособления 3, обеспечивающего получение наплавленных валиков (швов) 7 заданных размеров и формы. Перед наплавкой валок подогревают до температуры лорядка 300--400° газопламенным или электрическим способамиль 151662-2 -
Суппорт с роликом и наплавочное приспособление перемещаются одновременно вдоль валика с шагом, равным ширине пирамидальных углублений на по1верхности рцлика. :Выходящий из наплавочного приспособления наплавленный валик, замедленно охлаждаемый под флюсом, подходит к рифленому ролику, который деформирует освобожденьый от флюса и шлаковой корки наплавленный валик, образуя на его поверхности пирамидальные выступы. Рифленая поверхность, выходящая из-под ролика, охлаждается.
Сочетание деформации горячих наплавленных валков и их резкого охлаждения обеспечивает термомеханическое упрочнение рифленой поверхности.
Предмет изобретения
I Способ рифления поверхности прокатных валков путем наплавки, например, твердыми сплавами и накатки роликом, отличающийся трм что, с целью ускоренияпроцесса рифления, накатку производят, одновременно с наплавкой.
2. Способ по п. 1, отличающийся тем, что, с целью повышения f- Hc-сстойкости рифленой поверхности путем термохимического упрочнения, накатной ролик непрерывно охлаждают.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ рифления поверхности валков | 1959 |
|
SU129163A1 |
| УСТРОЙСТВО для ВОССТАНОВЛЕНИЯ и УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU383572A1 |
| Способ восстановления изношенных цилиндрических деталей | 1974 |
|
SU513802A1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| Способ изготовления прокатного валка | 1989 |
|
SU1731312A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК ЧУГУННЫХ ВАЛКОВ | 2005 |
|
RU2283709C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2202422C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ВАЛКОВ | 2000 |
|
RU2179487C2 |
| Способ восстановления деталей | 1984 |
|
SU1157089A1 |
| Способ восстановления опорных валков клетей прокатных станов | 1990 |
|
SU1804353A3 |