Известно устройство для выдачи заготовки из пресса окончательной формовки, включающее в себя: матрицу с одним рядом утаиливаемых роликов; укладчики для транспортировки изделий, представляющие собой мостовые магнитные краны; устройство для выравнивания кромок листа, состоящее из планок, которые с помощью пневмоцилиндров одновременно выравнивают его продольные кромки; цепной заталкиватель цилиндрических заготовок, состоящий из двух параллельных цепей, соединенных поперечной планкой.
В предложенном агрегате для производства сварных двухщовных труб больщого диаметра из двух нолуцилиндрических заготовок применены: в линии формовки заготовок - устройство для выдачи полуцилиндров из пресса окончательной формовки; в линии сборки и сварки труб - универсальное выравнивающее устройство; устройство для сборки двух полуцилиндров, цепной толкатель.
Устройство для выдачи полуцилиндров из пресса окончательной формовки снабжено двумя рядам,и роликов, расположенных по бокам матрицы под углом к вертикальной оси пресса. Это облегчает выдачу полуцилиндров из пресса, создает направление для поступающей заготовки и предохраняет ролики от засорения окалиной.
Универсальное выравнивающее устройство состоит из рычагов в форме вилки с роликами на концах: оно обеспечивает выравнивание кромок полуцилиндров в горизонтальной плоскости.
Устройство для сборки полуцилиндров выполнено в виде изогнутых по дуге окружности рычагов с прнжимными и нанравляющимн роликами. Рычаги соединены общим валом, поворачивающимся вокруг своей оси. Это обеспечивает кантовку полуцилиндров на 90,
Цепной толкатель, представляющий собой тележку, снабженную направляющим ножом,
обеспечивает стабильность процесса сварки первого щва двух полуцилиндров.
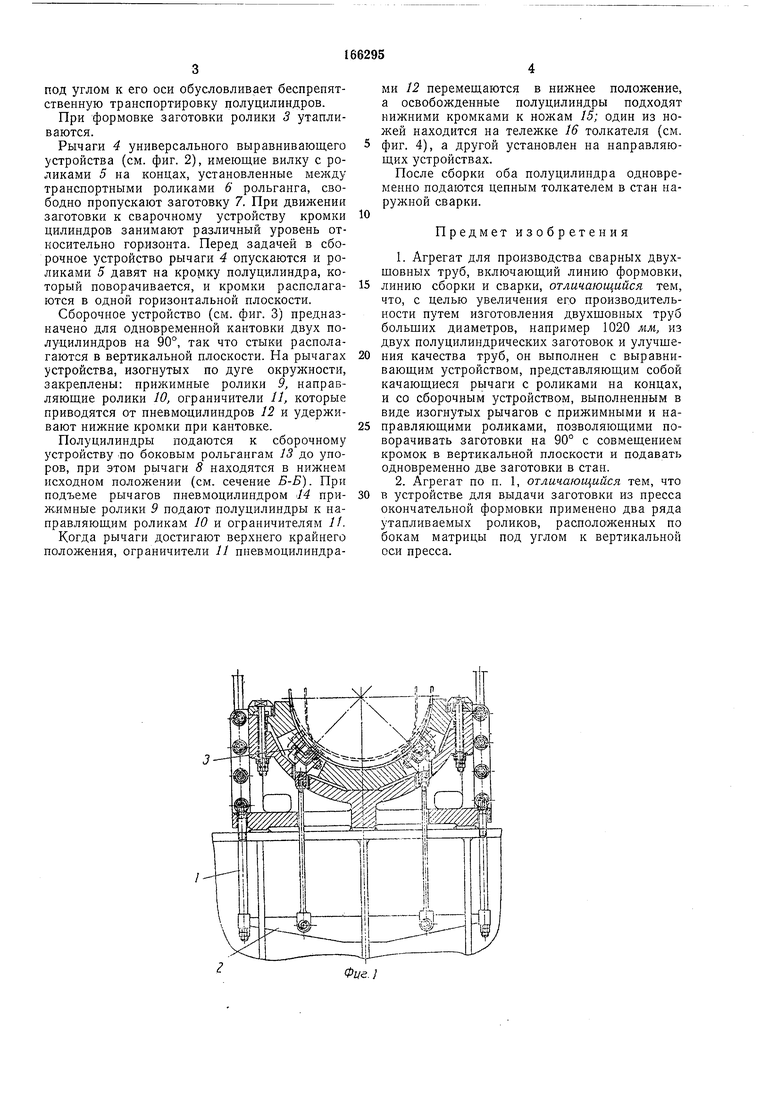
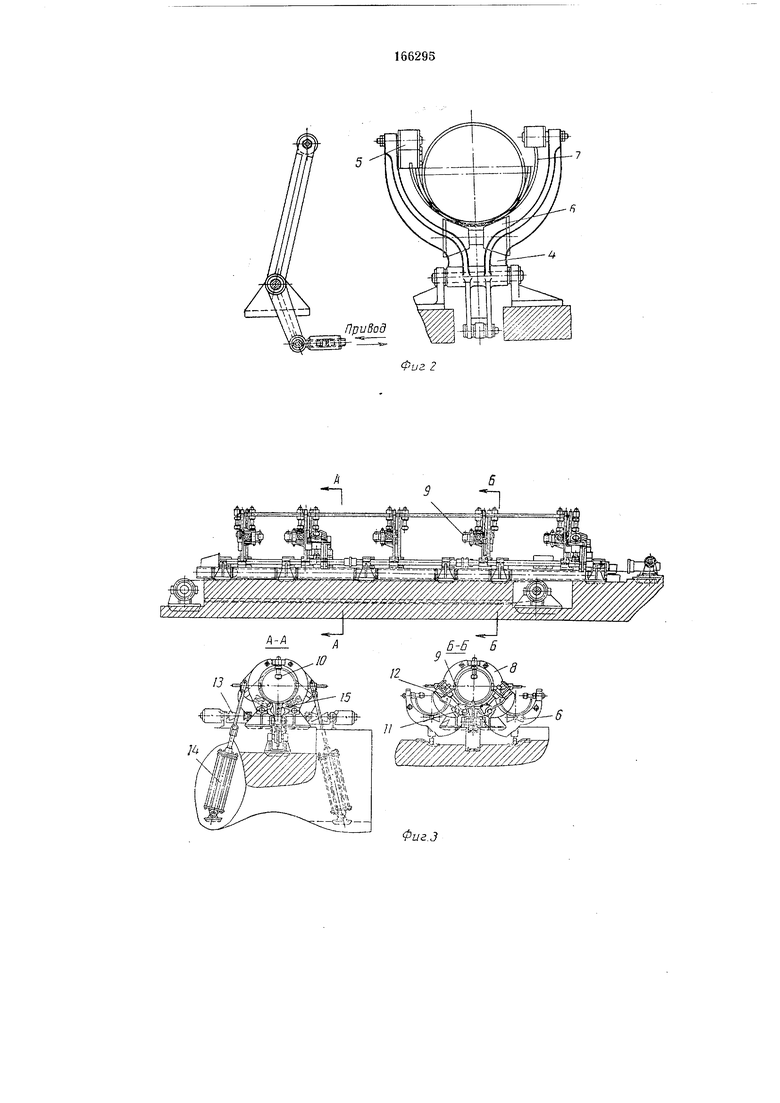
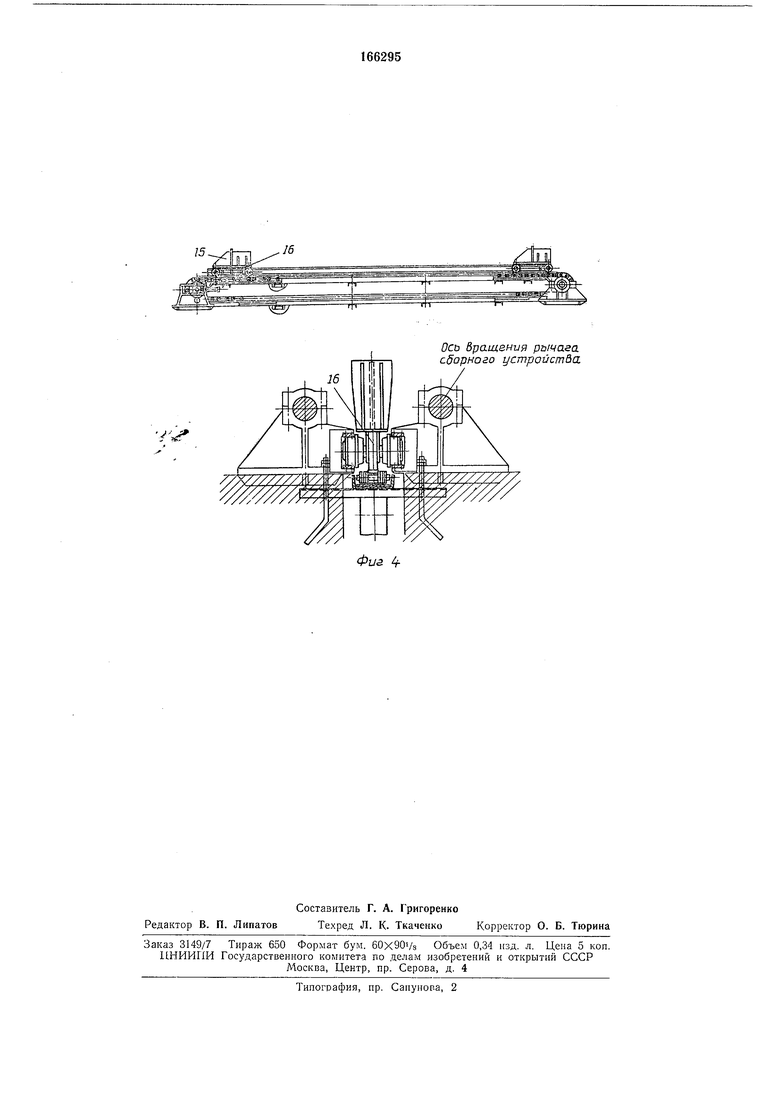
На фиг. 1 изображено устройство для выдачи полуцил.индров из пресса окончательной формовки; на фиг. 2 - универсальное выравнивающее устройство; на фиг. 3 - устройство для сборки полуцилиндров; на фиг. 4 - цепной толкатель.
Из пресса окончательной формовки полуцилиндры для труб больщих диаметров, например 1020 мм, выдаются следующим образом. При подъеме верхней части щтамна посредством тяг 1 (см. фиг. 1), соединенных траверсой 2, ноднимаются транспортные ролики 3 с лежащим на них полуцилиндром.
под углом к его оси обусловливает беспрепятственную транспортировку полуцилиндров.
При формовке заготовки ролики 3 утапливаются.
Рычаги 4 универсального выравнивающего устройства (см. фиг. 2), имеющие вилку с роликами 5 на концах, установленные между транспортными роликами 6 рольганга, свободно пропускают заготовку 7. При движении заготовки к сварочному устройству кромки цилиндров занимают различный уровень относительно горизонта. Перед задачей в сборочное устройство рычаги 4 опускаются и роликами 5 давят на кромку полуцилиндра, который поворачивается, и кромки располагаются в одной горизонтальной плоскости.
Сборочное устройство (см. фиг. 3) предназначено для одновременной кантовки двух полуцилиндров на 90°, так что стыки располагаются в вертикальной плоскости. На рычагах устройства, изогнутых по дуге окружности, закреплены: прижимные ролики 9, направляющие ролики 10, ограничители 11, которые приводятся от пневмоцилиндров 12 и удерживают нижние кромки при кантовке.
Полуцилиндры подаются к сборочному устройству ло боковым рольгангам 13 до упоров, при этом рычаги 5 находятся в нижнем исходном положении (см. сечение Б-Б). При подъеме рычагов пневмоцилиндром J4 прижимные ролики 9 подают полуцилиндры к направляющим роликам 10 и ограничителям //.
Когда рычаги достигают верхнего крайнего положения, ограничители // пневмоцилиндрами 12 перемещаются в нижнее положение, а освобожденные полуцилиндры подходят нижними кромками к ножам 15; один из ножей находится на тележке 16 толкателя (см. фиг. 4), а другой установлен на направляющих устройствах.
После сборки оба полуцилиндра одновременно подаются цепным толкателем в стан наружной сварки.
Предмет изобретения
1.Агрегат для производства сварных двухшовных труб, включающий линию формовки,
линию сборки и сварки, отличающийся тем, что, с целью увеличения его производительности путем изготовления двухтонных труб больших диаметров, например 1020 мм, из двух полуцилиндрических заготовок и улучшения качества труб, он выполнен с выравнивающим устройством, представляющим собой качающиеся рычаги с роликами на концах, и со сборочным устройством, выполненным в виде изогнутых рычагов с прижимными и направляющими рол-иками, позволяющими поворачивать заготовки на 90° с совмещением кромок в вертикальной плоскости и подавать одновременно две заготовки в стан.
2.Агрегат по п. 1, отличающийся тем, что в устройстве для выдачи заготовки из пресса
окончательной формовки применено два ряда утапливаемых роликов, расположенных по бокам матрицы под углом к вертикальной оси пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| С. П. Сидоренко| ^ TiKt'li''!':'':'''^- ^ | 1970 |
|
SU263549A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ ТРУБНЫХ ЗАГОТОВОК из Д^КУХ ПОЛУЦИЛИНДРОВ | 1972 |
|
SU356082A1 |
| УСТРОЙСТВО для ПОДАЧИ РУЛОННЫХ РЕЗИНОВЫХ | 1973 |
|
SU374199A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБНЫХ ЗАГОТОВОК ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2006 |
|
RU2321484C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОЛУЦИЛИНДРИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 1973 |
|
SU365186A1 |
| УСТРОЙСТВО для СБОРКИ ТРУБНЫХ ЗАГОТОВОК | 1970 |
|
SU280419A1 |
| СТАНОК ДЛЯ СБОРКИ АВТОПОКРЫШЕК | 1968 |
|
SU211071A1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВОК ПЕРЕД ПРЕССОВАНИЕМ | 1971 |
|
SU309058A1 |
| Способ производства двухшовных труб | 1978 |
|
SU776694A1 |
Фиг.З
/5
Ось Вращения рй/чага с5орного устройства.
Фиг
