Известные агрегаты для сварки продольных швов труб большого диаметра содерл :ат клети с устройством для сведения и сжатия кромок, сварочной головкой и опорной штангой.
Предложенный агрегат отличается тем, что клети жестко соединены между собой, а устройство для сведения и сжатия кроамок представляет собой гибкий рабочий элемент. Последний закреплен своими концами на корпусе клети в зоне расположения свариваемых кромок и охватывает трубу при помош,и двух прижилюв, связанных со штоками гидроприводов, установленных на корпусе клети. Свободная петля гибкого рабочего элемента расположена на ролике, жестко соединенном с цилиндрами гидроприводов.
Выполненный таким образом агрегат сваривает трубы различных типоразмеров без предварительной сборки па прихватках и переналадки.
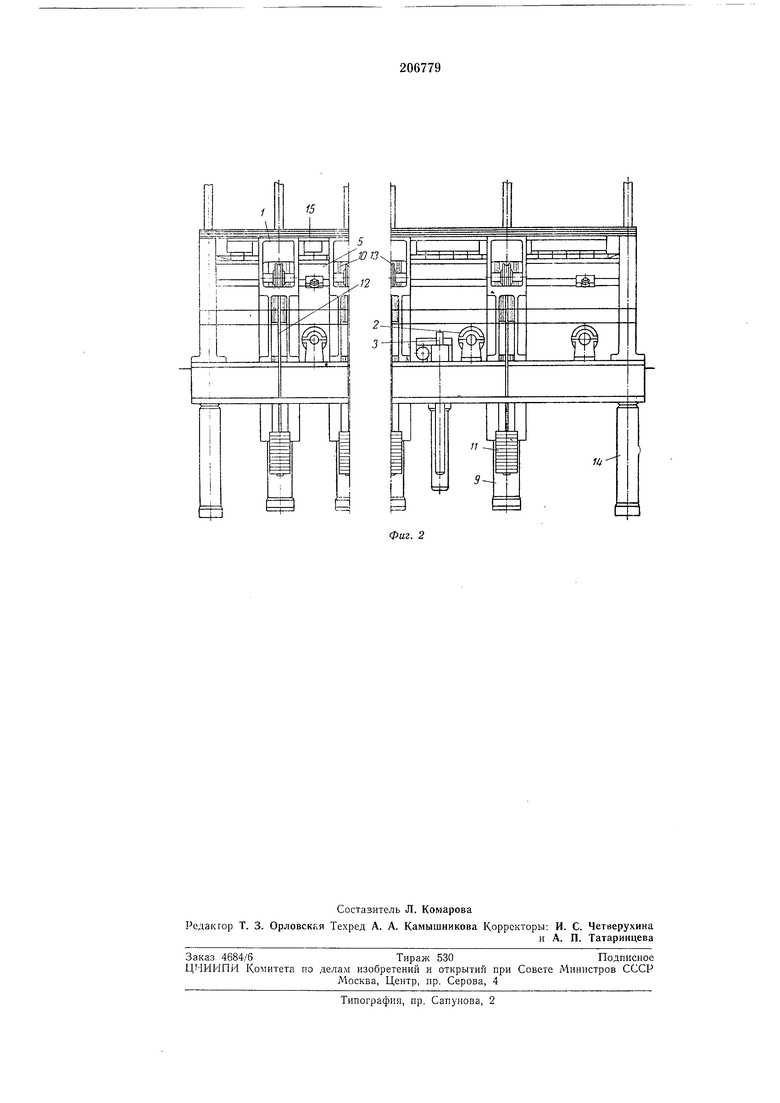
На фиг. 1 и 2 представлен агрегат для сварки труб. Агрегат состоит из нескольких (в зависимости от длины трубы) последовательно установленных клетей 1, жестко соединенных между собой. Между клетями располагаются ролики 2 рольгаига и подъемно-поворотные ролики 3, подаюгцие заготовку 4 в стан и устанавливающие ее в требуемое для сварки положение. Каждая клеть снабл :ена
механизмом сжатия заготовки с индивидуальным нриводом.
Внутри заготовки размещена щтанга 5, несущая медную подкладку, на которую опираются кромки в процессе сварки.
Работу агрегата можно нроследить но работе одной из клетей. В исходном положении (перед подачей заготовки) прижим 6, связанный со штоком 7, онущен до упора 8, а рабочие гидроцнлиндры 9 подняты до упора 8. Цепь 10 растягивается в стороны нод действием грузов 11, подвешенных к тросу 12 через блок 13. Штанга 5, опирающаяся концами на щтоки гидроцилиндров 14, онущена.
Заготовка по рольгангу входит в агрегат (ноложен1ге заготовки показано нунктиром). При этом нередняя опора щтанги онускается, щтанга ложится своими роликами на внутреннюю поверхность заготовки 4.
Когда заготовка полностью войдет в агрегат, щтанга гидроцилиндрами подъема 14 нодни1мается несколько вверх, освобождая заготовку. Одновременно ноднимаются подъемноповоротные ролики 3, отрывают заготовку от рольганга и новорачивают ее в требуемое для сваркн положение. Затем штанга 5, поднимаясь выше, подхватывает заготовку и доводит ее до опорных брусьев 15 стана.
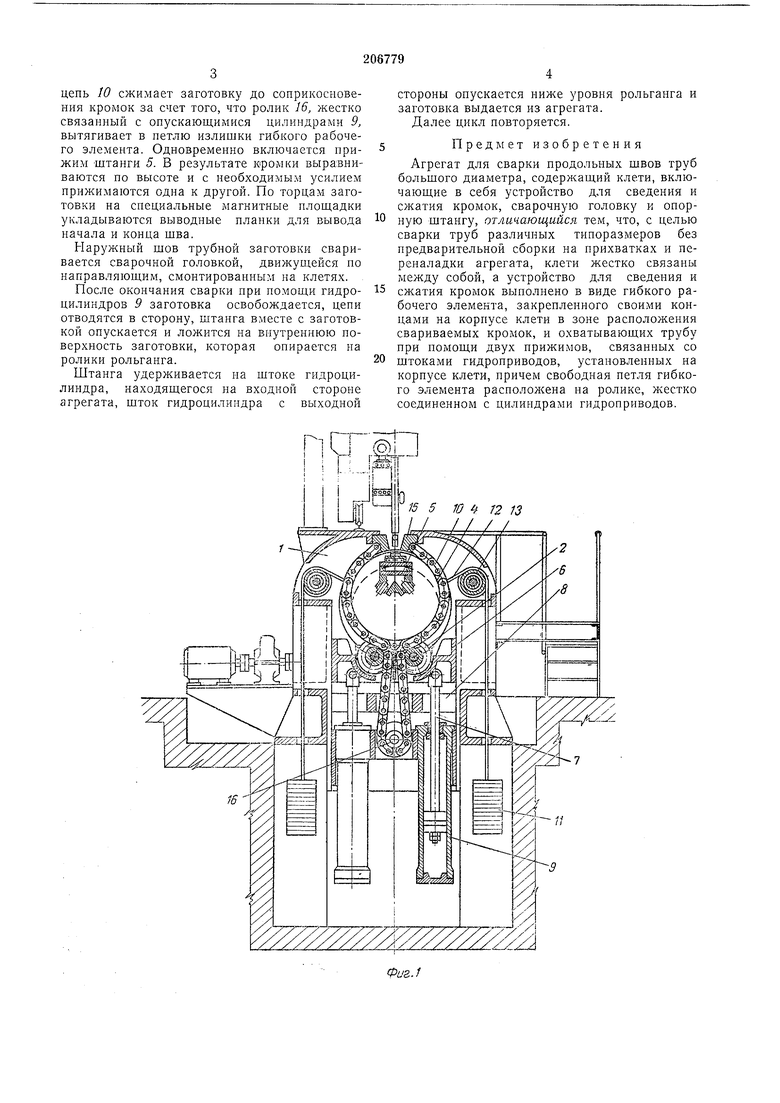
цепь 10 сжимает заготовку до соприкосновения кромок за счет того, что ролик 16, жестко связанный с опускающимися цилиндрами 9, вытягивает в петлю излишки гибкого рабочего элемента. Одновременно включается прижим штанги 5. В результате кромки выравниваются по высоте и с необходимым усилием прижимаются одна к другой. По торцам заготовки на специальные магнитные площадки укладываются выводные планки для вывода начала и конца шва.
Наружный шов трубной заготовки сваривается сварочной Г0ь oвкoй, движущейся по направляющим, смонтированным на клетях.
После окончания сварки при помощи гидроцилиндров 9 заготовка освобождается, цепи отводятся в сторону, штанга вместе с заготовкой опускается и ложится на внутреннюю поверхность заготовки, которая опирается на ролики рольганга.
Штанга удерживается на щтоке гидроцилиндра, находящегося на входной стороне агрегата, шток гидроцилиндра с выходной ,- 1ч I N„4
стороны опускается ниже уровня рольганга и заготовка выдается из агрегата. Далее цикл повторяется.
Предмет изобретения
Агрегат для сварки продольных швов труб большого диаметра, содержащий клети, включающие в себя устройство для сведения и сжатия кромок, сварочную головку и опорную штангу, отличающийся тем, что, с целью сварки труб различных типоразмеров без предварительной сборки на прихватках и переналадки агрегата, клети жестко связаны между собой, а устройство для сведения и сжатия кромок выполнено в виде гибкого рабочего элемента, закрепленного своими концами на корпусе клети в зоне расположения свариваемых кромок, и охватывающих трубу при помощи двух прижимов, связанных со штоками гидроприводов, установленных на корпусе клети, причем свободная петля гибкого элемента расположена на ролике, жестко соединенном с цилиндрами гидроприводов. |-- pi vi:-Ti,---i
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПЛАВНИКОВЫХ ТРУБ ТОКАМИ ВБ1СОКОЙ ЧАСТОТЫ | 1969 |
|
SU251115A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСОБО ТОНКОСТЕННЫХ ПРЯМОШОВНЫХ ТРУБ | 1970 |
|
SU270155A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ТРУБ | 1972 |
|
SU426773A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| С. П. Сидоренко| ^ TiKt'li''!':'':'''^- ^ | 1970 |
|
SU263549A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Установка для производства прямошовных труб большого диаметра конечной длины | 1981 |
|
SU994071A1 |