Изобретение относится к сварочному оборудованию, в частности к установкам для автоматической сварки в среде защитного газа поворотных стыков цилиндрических изделий в цеховых условиях.
Известно устройство для сварки коллекторных пластин с выводами обмоток электрических машин, содержащее плиту с вращающимся центром, траверсу, закрепленную на стойке сварочной головки, командные датчики, токоподвод, ролики, поддерживающие якорь в вертикальной плоскости, и систему управления /см. авторское свидетельство СССР N 733906, кл. B 23 K 9/6, 1980).
Однако известное устройство имеет узкоспециализированное назначение, конструктивно сложно и неудобно в эксплуатации.
Наиболее близким аналогом является сварочная установка для аргонодуговой сварки поворотных стыков труб в цеховых условиях, содержащая основание, вращатель, стойку со сварочной головкой и механизмом перемещения ее, трубку для подвода к сварочной головке защитного газа и систему управления /см. Каталог "Сварочное оборудование", изд. ЦНИИатоминформ, Москва, 1985, с. 31, черт. CA-428M/.
Недостатками известного устройства являются ограниченные технологические возможности, незначительный диапазон диаметров свариваемых изделий и толщин их стенок.
Целью изобретения является достижение нового технического результата, заключающегося в расширении технологических возможностей, универсальности установки и в повышении качества сварного шва при проведении сварочных работ как в непрерывном, так и в шагоимпульсном режимах.
Новый технический результат достигается тем, что установка для автоматической аргонодуговой сварки поворотных стыков изделий, содержащая основание, стойку со сварочной головкой и механизмом ее перемещения, трубку для подвода газа к сварочной головке, вращатель и систему управления, согласно изобретению снабжена бесконтактным датчиком управления вращением вращателя, опорной гайкой, дополнительной жесткой трубкой, жесткими съемными трубками и дополнительным соплом, при этом вращатель выполнен в виде поворотного стола с приводом, выполненным в виде кинематически связанного с поворотным столом электродвигателя со встроенным тахогенератором, дополнительная жесткая трубка установлена вертикально по центру стола с возможностью перемещения по вертикали и связана со съемными трубками, которые соединены с вертикальной дополнительной трубкой и между собой посредством байонетных соединений, при этом на верхней съемной трубке консольно закреплена плоская пружина с возможностью перемещения в горизонтальном направлении и с возможностью поворота в вертикальной плоскости, на конце плоской пружины закреплено дополнительное сопло, соединенное гибким шлангом с верхней съемной трубкой, стойка выполнена с наружной резьбой, на которой размещена опорная гайка, взаимодействующая с кареткой механизма перемещения сварочной головки. Бесконтактный датчик управления вращением поворотного стола выполнен индуктивным, его управляющий элемент выполнен в виде диска с прорезями и установлен на валу электродвигателя.
Существенными отличительными признаками заявляемого технического решения являются выполнение вращателя в виде поворотного стола, выполнение привода в виде кинематически связанного со столом электродвигателя со встроенным тахогенератором, установка по центру поворотного стола дополнительной жесткой трубки, наличие жестких схемных трубок, связь съемных трубок с дополнительной жесткой трубкой и между собой посредством байонетных соединений, консольное закрепление на верхней съемной трубке плоской пружины, возможность горизонтального перемещения и поворота плоской пружины в вертикальной плоскости, закрепление на плоской пружине дополнительного сопла, соединение сопла гибким шлангом с верхней съемной трубкой, выполнение стойки с наружной резьбой, размещение на стойке опорной гайки, выполнение бесконтактного датчика индуктивным, выполнение управляющего элемента в виде диска с прорезями, закрепление диска на валу электродвигателя.
Указанные отличительные признаки обеспечивают достижение нового технического результата. Реализация этих признаков в совокупности с известными признаками позволяет создать более универсальную установку для автоматической аргонодуговой сварки поворотных стыков труб, обечаек, бочек и т.п. изделий. При этом предлагаемая установка имеет более широкие технологические возможности. Она обеспечивает возможность проведения сварных работ как в непрерывном режиме, так и в шагоимпульсном режиме, позволяет расширить диапазон свариваемых изделий по диаметру и толщине стенок, обеспечивает высокое качество сварных швов за счет стабилизации скорости и сварки и подачи защитного газа в зону сварки с внутренней стороны изделия. Возможность проведения сварки в непрерывном или шагоимпульсном режимах обеспечивается наличием в системе управления индуктивного датчика, который управляет заданными режимами сварки путем включения или отключения сварочного тока при наборе определенного числа импульсов со счетного диска с прорезями, установленного на валу электродвигателя. При шагоимпульсном режиме отключение тока происходит после набора числа импульсов, соответствующего заданному шагу сварного шва, а при непрерывном режиме сварочный ток отключается после набора числа импульсов, обеспечивающего полный оборот поворотного стола, причем при необходимости сварка может прекращаться при замыкании сварного шва с некоторым перекрытием его. Наличие дополнительной жесткой трубки, установленной по центру стола, съемных трубок и дополнительного сопла, закрепленного на консольной плоской пружине, обеспечивает возможность подачи защитного газа в зону сварки с внутренней стороны различных изделий, что в значительной степени способствует повышению качества шва при малом расходе газа. Размещение на резьбовой поверхности стойки опорной гайки, взаимодействующей с кареткой механизма перемещения сварочной головки, создает возможность быстрого опускания или поднятия горелки относительно поверхности поворотного стола при необходимости сварки изделий различных длин. При этом возможность перемещения центральной трубки по вертикали и наличие съемных трубок позволяет установить дополнительное сопло на высоте, соответствующей новому расположению сварного шва. На предлагаемой установке можно производить сварку как с использованием присадочной проволоки, так и без нее /при сварке малых толщин/.
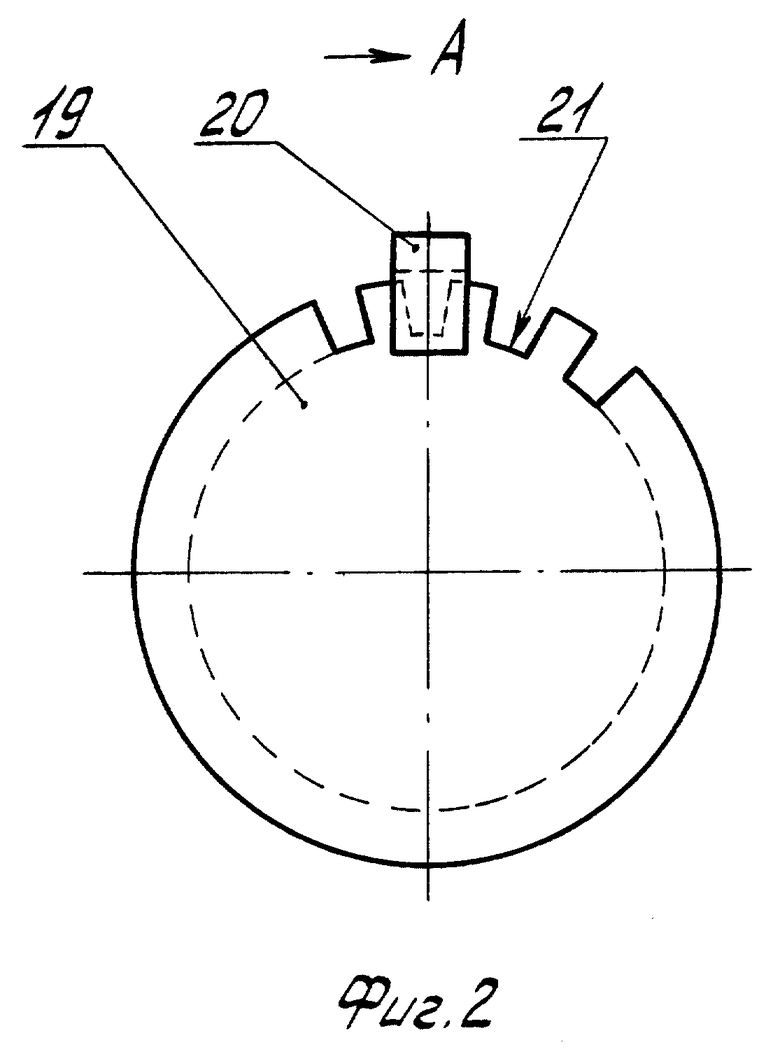
Сущность изобретения поясняется чертежом, где на фиг. 1 изображена предлагаемая установка; на фиг. 2 - вид А на фиг. 1.
Установка содержит основание 1, на котором установлена стойка 2 с опорной гайкой 3, которая взаимодействует с кареткой 4, на которой размещена горизонтально расположенная рейка 5, взаимодействующая с шестерней 6, приводимой во вращение маховиком /на чертеже не показан/. На конце рейки 5 посредством оси 7 шарнирно закреплена сварочная головка 8 с горелкой 9, которая соединена с газоподводящей трубкой 10. Шарнирное закрепление сварочной головки 8 позволяет производить приварку фланцев, днищ и т.п. деталей. Сварочная головка 8 кроме горелки 9 включает в себя систему АРНД /автоматические регулирование напряжения дуги/, привод подачи присадочной проволоки и механизм колебаний горелки 9 /на чертеже не показаны/. На основании 1 установлен также поворотный стол 11, имеющий на поверхности радиальные пазы 12, в которых размещены ловители 13 для фиксации на столе 11 свариваемого изделия 14. Поворотный стол 11 приводится во вращение электродвигателем со встроенным тахогенератором 15 через редуктор 16 и зубчатую передачу 17. На валу 18 электродвигателя 15 закреплен управляющий элемент 19 бесконтактного датчика 20, установленного на основании 1. Управляющий элемент 19 выполнен в виде диска с радиальными прорезями 21. По центру поворотного стола 11 размещена вертикально расположенная дополнительная жесткая трубка 22, которая закреплена посредством зажима 23 на основании 1. Трубка 22 посредством байонетного соединения 24 связана с одной из съемных трубок 25, которые, в свою очередь, связаны между собой посредством соединений 24. На верхней трубке 25 закреплена заглушка 26, на которой посредством оси 27 шарнирно и консольно закреплена плоская пружина 28 с возможностью перемещения по пазу /на чертеже не показан/ в заглушке 26 в горизонтальной плоскости. На свободном конце плоской пружины 28 закреплено дополнительное сопло 29, которое соединено гибким шлангом 30 с верхней съемной трубкой 25. К поворотному столу 11 сварочный ток от источника тока 31 подается по токоподводу 32, через щетки 33, а к электроду головки 8 - по токоподводу 34. Установка снабжена автономным отдающим устройством 35, на котором устанавливается катушка 36 с присадочной проволокой 37.
Установка для автоматической аргонодуговой сварки поворотных стыков изделий работает следующим образом.
Подготовленные для сварки и предварительно прихваченные изделия 14 вертикально устанавливаются на поворотный стол 11, где фиксируются в требуемом положении ловителями 13, которые размещены в пазах 12 стола 11. При установке изделия 14 возможно касание его с соплом 29, в результате чего конец плоской пружины 28 отклоняется от горизонтального положения /вниз или вверх, если касание происходит при съеме изделия 14 со стола 11/. После того как касание упомянутых элементов устраняется, плоская пружина 28 выпрямляется, возвращая сопло 29 в первоначальное положение. Путем ручного вращения маховика, связанного с шестерней 6, осуществляется перемещение рейки 5 по направляющим каретки 4 и соответственно сварочной головки 8 относительно изделия 14, установка головки 8 на оптимальном расстоянии от изделия 14. С помощью задатчиков на источнике тока 31 устанавливаются соответствующие требуемой технологии режимы сварки. Нажатием кнопки "Пуск" включается автоматический цикл сварки, при этом после продувки газа включаются привод АРНД, источник тока 31 и электродвигатель 15 привода вращения поворотного стола 11. При соответствующих режимах сварки включаются также привод подачи присадочной проволоки 37 и привод поперечных колебаний дуги. Вращение от электродвигателя 15 через редуктор 16 и зубчатую передачу 17 передается на поворотный ствол 11 и установленную на нем свариваемую деталь 14. При этом датчик 20 посылает в систему управления импульсы после прохождения через него каждой прорези 21 вращающегося диска 19. В момент, когда количество импульсов достигает величины, соответствующей одному обороту стола 11, сварка прекратится /отключатся источник тока 31 и электродвигатель 15/. Вращением шестерни 6 рейка 5 со сварочной головкой 8 отводится от сваренных изделий 14, которые снимаются затем со стола 11. Поскольку один импульс датчика 20 соответствует повороту стола 11 на незначительный угол, становится возможной сварка в шагоимпульсном режиме с любой величиной шага сварочного шва, а также сварка c перекрытием /один оборот стола 11 плюс или минус нужный угол поворота его/.
На предлагаемой установке возможна сварка изделий различных длин. В этом случае регулируется расстояние от поверхности поворотного стола 11 до сварочной головки 8 путем вращения опорной гайки 3, при этом происходит перемещение /вверх или вниз/ каретки 4 со сварочной головкой 8 по наружной резьбовой поверхности стойки 2. Для обеспечения расположения сопла 29 с внутренней стороны изделия точно напротив горелки сварочной головки 8 на трубке 22 удаляются /или добавляются/ одна или несколько съемных трубок 25 путем разъединения их байонетных соединений 24. Более точное выставление сопла 29 осуществляется смещением трубки 22 по вертикали при ослаблении зажима 23.
Предлагаемая установка для автоматической аргонодуговой сварки поворотных стыков конструктивно проста, удобна в эксплуатации, позволяет производить сварку изделий с широким диапазоном габаритных размеров как по длине, так и по диаметру, с различными толщинами стенок как в непрерывном, так и в шагоимпульсном режимах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1995 |
|
RU2078659C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| Устройство для сварки | 1985 |
|
SU1279782A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
| Установка для сборки и сварки трубопроводов | 1974 |
|
SU511173A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
Изобретение относится к сварочному оборудованию, в частности к установкам для автоматической аргонодуговой сварки поворотных стыков в цеховых условиях. На основании установлены стойка со сварочной головкой и механизмом ее перемещения и трубкой для подачи защитного газа к сварочной головке, вращатель и система управления. Установка также имеет бесконтактный датчик, опорную гайку, жесткую и съемные трубки и сопло. Вращатель выполнен в виде поворотного стола. Привод стола выполнен в виде электродвигателя с встроенным тахогенератором. Жесткая трубка установлена вертикально по центру стола и связана со съемными трубками. На верхней съемной трубке закреплена консольная плоская пружина с закрепленным на ней дополнительным соплом. Стойка выполнена с наружной резьбой и на ней размещена опорная гайка. Такая конструкция установки позволяет расширить технологические возможности и повысить качество сварки. 1 з.п.ф-лы, 2 ил.
| Сварочное оборудование | |||
| Каталог - М.: ЦНИИатом информ, 1985, с.31, черт.СА-428М | |||
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| Автомат для сварки кольцевых швов | 1975 |
|
SU613873A1 |
| Устройство для сварки поворотных кольцевых стыков | 1981 |
|
SU994185A1 |
| US 4356372 A1, 26.10.82. | |||
