Изобретение относится к сварочному оборудованию, в особенности к устройствам для сварки неповоротных стыков труб в стесненных условиях, и найдет широкое применение в химической и энергетической отраслях промьшшенности, где пшроко применяется автоматическая сварка труб.
Цель изобретения - повышение производительности и качества сварки за счет сокращения времени на регулировку горелки поперек стыка в процессе сварки.
На фиг. 1 представлено предлагае мое устройство, общий вид} на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит корпус 1, планшайбу 2, на которой смонтирован механизм 3 настройки электрода на стык, вьтолненный в виде винта 4 с рукояткой 5 и гайкой 6. Горелка 7 установлена на рычаге 8, закреплен;ном на оси 9, смонтированной на план шайбе 2. Ось 9 связана через вилку 10 и штырь 11 с механизмом 12 слежения за длиной дуги. I
На планшайбе 2 с возможностью no ворота на оси 13 установлен поворотный упор 14. Ответный упор 15 жестко закреплен на корпусе 1. На планшайбе 2 вьтолнена направляющая 16, в которой размещена гайка 6, поджатая пружиной 17 в сторону планшайбы 2. В направляницей 16 выполнена сквозная прорезь 18, а в гайке 6 - ответный паз 19, в котором размещен поворотный упор 14.
В оси 9 выполнено отверстие 20, в котором смонтирован свободный от нарезки конец 21 винта 4. Конец 21
имеет кольцевую канавку 22, в которой установлены два штифта 23, соединяющие винт 4 с осью 9.
Устройство работает следующим образом.
Устанавливают устройство на трубу. Вращением рукоятки 5 перемещают винт 4 вместе с осью 9, рычагом 8 и устанавливают горелку 7 в первоначальное положение поперек стыка, затем производят сварку. В конце первого прохода поворотный упор 14, расположенный на планшайбе 2, взаимодействует с упором 15 на корпусе 1. Поворотный упор 14 поворачивается на оси 13, выходит из прорези 18 и паза 19 и освобождает пружину 17. Последняя перемещает гайку 6, винт 4, ось 9 вместе рычагом 8 и горелкой 7 поперек стыка на заданную величину (ход пружины 17).
Вместе с осью 9 перемещается вилка 10 по штырю 11. Механизм 12 слежения поворачивает штьфь 11 вокруг оси привода. Штырь 11 перемещает вилку 10, а вместе с ней вращает ось 9, которая поворачивается относительно винта 4, а горелка 7 перемещается вверх - вниз по дуге окружности, радиус которой равен длине, рычага 8.
Процесс сварки повторяется. Выполняется следующий проход.
Таким образом, при сварке перемещение горелки 7 осуществляют в процессе сварки без перерыва его, что повышает производительность процесса и качество сварного соединения. АCE7ue.2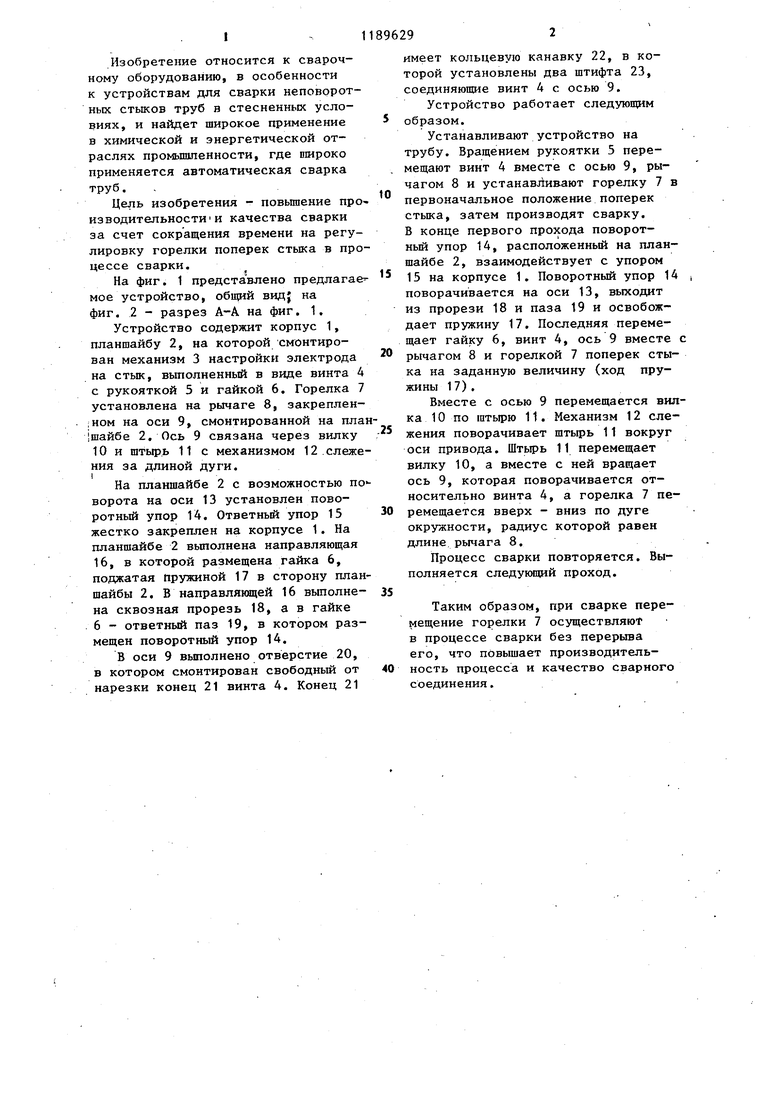
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для дуговой сварки | 1973 |
|
SU561646A1 |
| Устройство для дуговой сварки | 1986 |
|
SU1357167A2 |
| Устройство для дуговой сварки | 1983 |
|
SU1116618A1 |
| Устройство для сварки неповоротных стыков труб | 1970 |
|
SU437344A2 |
| Устройство для сварки неповоротных стыков трубопроводов | 1987 |
|
SU1508472A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1275852A1 |

УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ, содержащее корпус, планшайбу, на которой смонтирован механизм настройки электрода на стык, выполненный в виде винта с рукояткой и гайкой, и горелку, установленную на рычаге. закрепленном на оси, смонтированной на планшайбе и связанной с механизмом смещения за длиной дуги, отличающееся тем, что, с целью повьшения производительности процесса, оно снабжено двумя кинематически связанными между собой упорами, один из которых смонтирован на планшайбе с возможностью поворота, другой жестко закреплен на корпусе, а планшайба снабжена направ. ляющей, в которой размещена подпружиненная к планшайбе гайка механизма настройки, при этом в направляющей выполнена сквозная прорезь, S в гайке - ответный паз, в котором (Л размещен поворотный упор, а ось размещена на винте с возможностью вращения относительно него. Х 00 со О5 to со
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 0 |
|
SU300283A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| 0 |
|
SU295353A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки неповоротных стыков труб | 1975 |
|
SU530770A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
