10
f5
25
Изобретение относится к обработке еталлов давлением, в частности к трубному производству, и может быть применено при изготовлении фасонных труб с чередующимися вогнутыми и выпуклыми участками поверхности их профиля волочением.
Целью изобретения является предотвращение выталкивания оправок из очага деформации.
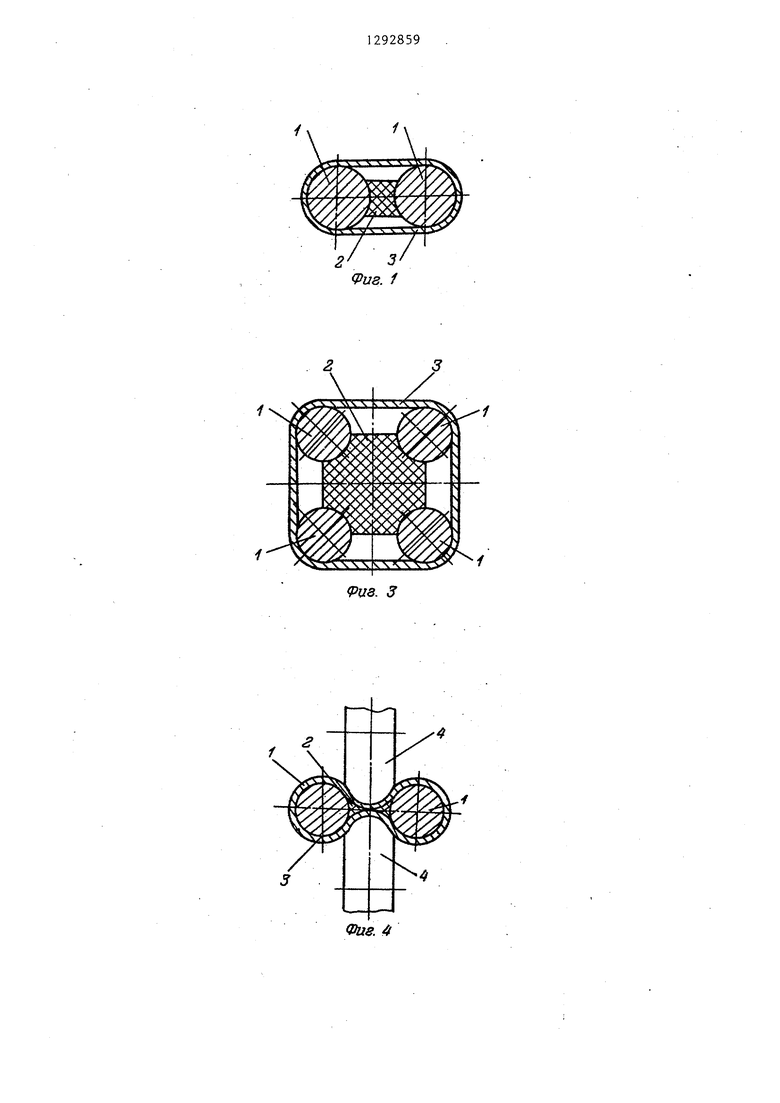
На фиг,1-3 изображены предварительно сформованные промежуточные фасонные трубы многоугольного профиля и инструмента до волочения, поперечное сечение; на фиг.4 - 6 - окончательно сформованные фасонные трубы и инструмент, поперечное сечение.
Инструмент содержит оправки 1, поперечное сечение которых соответству- 0 ет форме выпуклых участков готовой трубы. Оправки 1 закреплены своими нерабочими поверхностями путем привара или склеивания на центральном стержне 2, выполненном из упруго- эластичного материала, например из специальной маслостойкой и протекторной резины.
Предлагаемый инструмент работает следующим образом..
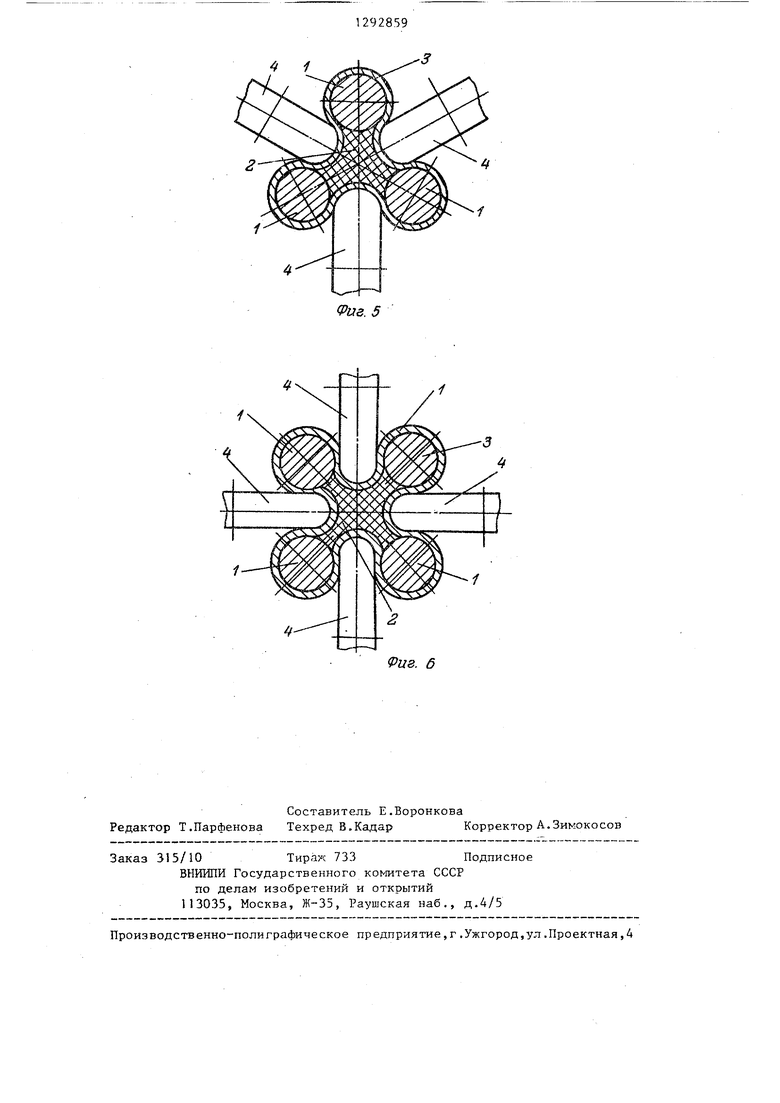
Инструмент (оправки 1 с упруго- эластичным сердечником 2) задается в предварительно сформированную многоугольную трубу 3 (фиг.1 - 3), затем совместно с трубой 3 протягивается через очаг деформации, образованный роликами А (фиг.4-6). При этом одновременно с формоизменением трубы 3 соответственно в двухканаль- нуто, трехканальнуК) или крестообразную происходят и изменения в инструменте. Прижатые упругоэластичным сер- дачником 2 в углы профиля многоугольной 3 круглые оправки 1 начина™ ют некоторое перемещение в поперечном 45 сечении инструмента к его центру, сжимая упругоэластичный сердечник 2 и наращивая за счет его упругих свойств подпор оправок 1 к периферии профиля непосредственно в выпуклые участки трубы 3, Одновременно с этим ролики 4, формируя вогнутые участки профиля трубы 3, в этих местах сжимают упругоэластичный сердечник 2 к центру, вынуждая его с еще большим усилием создавать подпор оправок 1 в
30
35
40
50
55
0
5
5
0
45
0
35
40
50
55
радиальном направлении к периферии профиля трубы 3 в ее выпуклые участки. Таким образом, создаваемый упругоэластичным сердечником 2 подпор оправок 1 надежно обеспечивает удержание последних в выпуклых участках профиля трубы 3 на протяжении всего процесса формоизменения предварительно сформированной многоугольной трубы 3 в трубу окончательного профиля. Кроме того, наличие упругоэластично- го сердечника 2 в центре трубы 3 во время ее формоизменения в очаге деформации позволяет более точно формировать вогнутые участки профиля труг;: бы 3 за счет их подпора изнутри непосредственно своими соприкасающимися поверхностями.
Предлагаемый внутренний инструмент может применяться как в роли подвижной длинной, так и в роли неподвижной короткой оправки.
Деформирование трубы 3 на предлагаемом внутреннем инструменте можно осуществлять не только роликами 2, но также и другим наружным инструментом, например калибром, вьтолненным по форме и размерам окончательного наружного профиля трубы 3 (монолитными или роликовыми волокнами, штампами и др.) .
Таким образом, предлагаемый инструмент позволяет стабилизировать процесс волочения фасонных труб с чередующимися вогнутыми и выпуклыми участками профиля за счет обеспечения надежной установки оправок в выпуклых участках профиля трубы во время ее формоизменения и предотвращения их выталкивания из очага деформации .
Формула изобретения
Инструмент ,цпя волочения фасонных труб с чередующимися вогнутыми и выпуклыми участками профиля, содержащий оправки для формирования вьтук- лых участков готовой трубы, отличающийся тем, что, с целью предотвращения выталкивания оправок из очага деформации, инструмент снабжен сердечником из упругоэластичного материала, на котором закреплены оправки.
2 3
(PU8. 1
3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасонных труб с чередующимися вогнутыми и выпуклыми участками профиля | 1984 |
|
SU1237283A1 |
| Способ изготовления фасонных труб | 1978 |
|
SU768517A1 |
| Инструмент для волочения звездообразных и крестообразных труб | 1985 |
|
SU1268236A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Оправка для волочения труб | 1986 |
|
SU1424903A1 |
| Инструмент для волочения труб | 1979 |
|
SU829242A1 |
| Инструмент для волочения тонкостенных фасонных труб | 1982 |
|
SU1045977A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОДА КОНТАКТНОГО ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2012 |
|
RU2492010C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
Изобретение относится к обработке металлов давлением, в частности к трубному производству, и может быть использовано при волочении фасонных труб с чередующимися вогнутыми и выпуклыми участками поверхности их профиля. Цель изобретения предотвращение выталкивания оправок из очаге деформации. Инструмент состоит из оправок 1, закрепленных на сердечнике из упругоэластичного материала. В процессе выполнения круглые оправки 1,помещенные в углах профиля многоугольной трубы 3, начинают перемещение в радиальном направлении к центру. Упругоэластичньй сердечник 2 сжимается. За счет его упругих свойств происходит подпор оправок к периферии профиля трубки 3. Одновременно ролики 4 воздействуют на вогнутые участки профиля трубки 3. В этих местах сжимают упругоэластичный сердечник 2 к центру, что увеличивает подпор оправок 1 в радиальном направлении. Возникающий подпор сердечником 2 оправок 1 обеспечивает их удержание в выпуклых участках профиля трубы 3 на протяжении всего процесса волочения. 6 ил. с S сл to со го 00 СП со Рг/5. 
2
9U8. 3
Фие.
1
(Риг. 5
| Шурупов А.Н.,Фрейберг М.А | |||
| Производство труб экономичных профилей | |||
| М.: Металлургиздат, 1963, с.124 | |||
| Способ изготовления фасонных труб с чередующимися вогнутыми и выпуклыми участками профиля | 1984 |
|
SU1237283A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
