Изобретение относится к обработке металлов давлением, в частности к трубному, производству. Целью изобретения является повышение качества труб. На чертеже представлен инструмент в зоне вЪлочения на примере шестилучевой звездообразной трубы, поперечное сечение. Инструмент состоит из монолитного корпуса 1 волоки со сквозным круглым отверстием, имеющим в одном из поперечных сечений закрепленные с возмож ностью вращения шесть роликов 2 с опорными цапфами (осями вращения). Ролики 2 расположены в поперечном се чении отверстия корпуса 1 на равных угловых расстояниях друг от друга, составляющих 60°. Оси вращения всех роликов 2 расположены в плоскости указанного поперечног.о сечения волоки. В отверстии волоки расположена оправка, состоящая также из м;онолитного корпуса 3, в котором в одном из поперечных сечений по наружной поверхности закреплены с возможностью вращения шесть роликов 4 с опорными цапфами. Ролики 4, также как и ролики 2, расположены в поперечном сечеНИИ корпуса оправки на равных угловы расстояниях друг от друга, составляю шлх 60. Оси вращения всех роликов 4 расположены в плоскости указанного г поперечного сечения оправки. Выступы оправки, выполненные в ви де свободновращающихся роликов 4, расположены во впадинах (между роликами 2 волоки) волочильного канала волоки, а, в свою очередь, выступы волочильного канала волоки, выполнен ные в виде свободновращающихся роликов 2 5 расположены во впадинах (между роликами 4 оправки) оправки. Инструмент работает сшедующим образом. Во внутреннюю полость трубы-заготовки вводится оправка, а затем совместно задается в волоку с таким рас четом, чтобы ролики 4 оправки оказались в пространствах между роликами 2 волоки. Труба-заготовка 5 во время передвижения в волоке в процессе волочения захватывает за собой оправку и устанавливает в неподвижное рабочее положение,Продвигаясь между роликами 2 волоки и роликами 4 оправкиртруба-заготовка 5 претерпевает формоизменение в звездообразную,При этомролики 2 волоки формируют на трубе-заготовке 5 наружные продольные впадины по форме своей рабочей поверхности,а одновременно сними ролики 4 оправки, воздействуя изнутри трубы-заготовки 5, формируют продольные выступы по форме своей рабочей поверхности внутри трубы. Между роликами 2 волоки и роликами 4 оправки .находятся участки трубызаготовки 5 в процессе формоизменения, не контактирующие с роликами 2 и 4 (участки внеконтактной деформации) . Б них формоизменение производится за счет поперечного натяжения поперечного сечения трубы-заготовки 5 между роликами 2 и 4. Обжатие стенки трубы-заготовки 5 при формоизменении не.производится, так как ролики 2 волоки и ролики 4 оправки во время работы инструмента располагаются, чередуясь друг L другом в простран- .. ствах, образованных в поперечном .сечении впадинами между ними, создавая на трубе-заготовке 5 вышеупомянутые участки внеконтактной деформации. В связи с тем, что формоизменение трубы-заготовки 5 производится телами вращения (роликами 2 и 4), а не скольжения, покрытие и смазка трубы может не применяться. Инструмент обеспечивает обработку звездообразных и крестообразных труб, что определяется количеством роликов волоки и оправки (крестообразные трубы - по четыре ролика, звездообразные по шесть роликов). Изобретение позволяет повысить качество трубы за счет исключения налипания мет;1лла на инструмент, а также снизить усилие волочения из-за уменьшения площади контакта трубы с ий- . струментом. Формула изобретения Инструмент для волочения звездообразных и крестообразных труб, содержащий волоку, рабочий канал которой в поперечном сечении образован чередованием по внутренней поверхности выступами и впадинами, оправку с чередующимися по наружной ее поверхности выступами и впадинами, расположенную внутри волоки так, что выступы оправки расположены во впадинах волоки, а выступы ВО.ПОКИ - во впадинах оправки, отличающийся тем, что, с ц&пью повьщ1ения качества труб.
3 12682364
выступы волоки и оправки вьтолнены дикулярно прямой, проходящей через в виде тел вращения, оси вращения ко- центр поперечного сечения инструменторых расположены в плоскости попе- та и соответственно середины выстуречного сечения инструмента, перпен- пов волоки и оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасонных труб с чередующимися вогнутыми и выпуклыми участками профиля | 1984 |
|
SU1237283A1 |
| Инструмент для волочения тонкостенных фасонных труб | 1982 |
|
SU1045977A1 |
| Способ изготовления фасонных труб | 1978 |
|
SU768517A1 |
| Инструмент для волочения фасонных труб с чередующимися вогнутыми и выпуклыми участками профиля | 1985 |
|
SU1292859A1 |
| Способ изготовления спиральных рифлей на внешней поверхности цилиндрической оболочки | 2024 |
|
RU2835717C1 |
| Инструмент для профилирования труб с продольными гофрами | 1990 |
|
SU1731340A1 |
| Способ колибровки прецизионных полых многогранных профилей | 1976 |
|
SU595030A1 |
| Способ изготовления продольных рифлей на внешней поверхности цилиндрической оболочки | 2024 |
|
RU2839226C1 |
| Инструмент для волочения труб | 1985 |
|
SU1306614A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УДЛИНЕННЫХ КУМУЛЯТИВНЫХ ЗАРЯДОВ | 2015 |
|
RU2620695C2 |
Изобретение относится к обработке металлов давлением,и может быть использовано в качестве инструмента при волочении звездообразных и крестообразньге труб. Цель изобретения повышение качества труб. Инструмент содержит корпус 1 со сквозным отверстием. В одном из поперечных сечений корпуса закреплены с возможностью вращения шесть роликов 2, расположенных на равных расстояниях друг от друга. В отверстии инструмента расположена оправка, состоящая из корпуса 3, на котором установлены с возможностью вращения щесть роликов 4. Ролики 4 расположены в промежутках между роликами 2. Ролики 2 формируют на трубе-заготовке 5 наружные впадины по форме своей рабочей поверхности, и одновременно с ними ролики 4 оправки формируют продольные выступы по форме своей рабочей поверхности. На участках трубы-заготовки 5, не конi тактирующих с роликами 2 и 4, формоСЛ изменение осуществляется за счет поперечного натяжения сечения трубы-заготовки 5 между роликами 2 и 4. 1 ил. 1C Од 00 ю 00 Од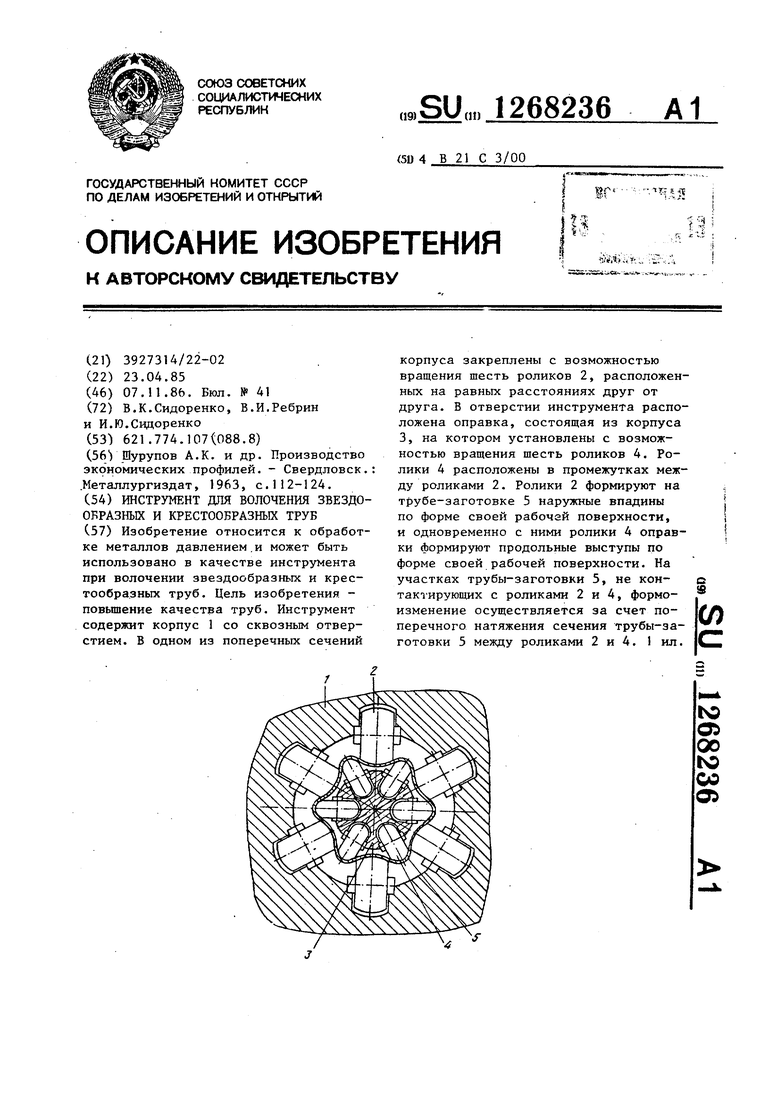
| Шурупов А.К | |||
| и др | |||
| Производство экономических профилей | |||
| - Свердловск.: .Металлургиздат, 1963, с.112-124. |
