Изобретение относится к обработке металлов давлением, в частности к оснастке для листовой штамповки.
Целью изобретения является повышение качества изготавливаемых изделий за счет обеспечения соосности отверстий в полках.
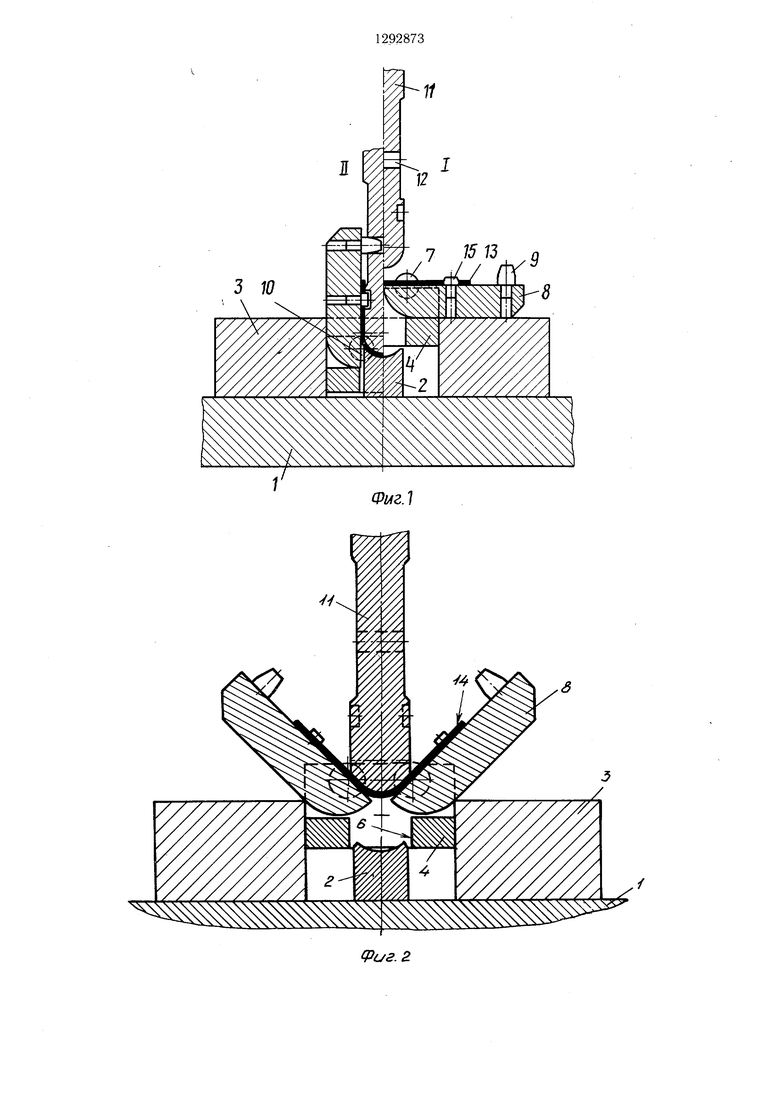
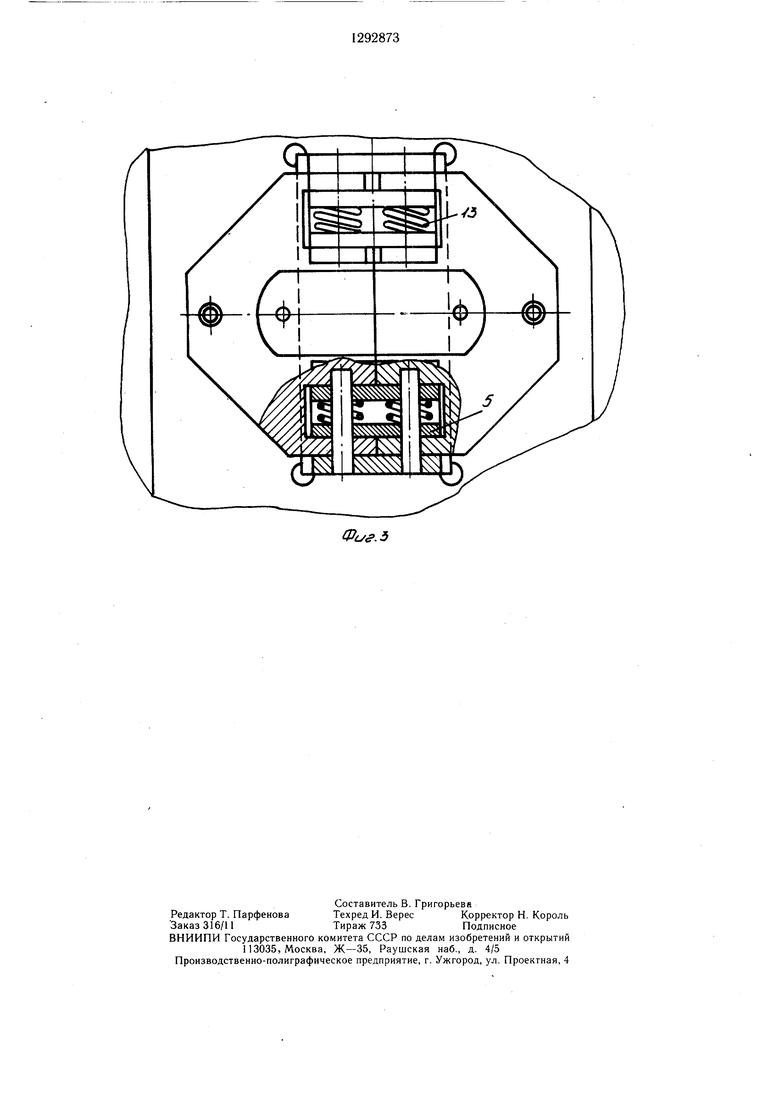
На фиг. 1 показан гибочный штамп, поперечный разрез; (I - в верхнем положении штампа; II - в нижнем положении штампа) на фиг. 2 - то же, в промежуточном поло- жении гибки; на фиг. 3 - нижняя часть штампа, вид в плане.
Гибочный штамп для изготовления V-об- разных изделий с отверстиями в полках содержит нижнюю неподвижную плиту 1, на которой жестко закреплены калибруюш,ий элемент 2 и колодки 3, между которыми размешены один под другим указанный калибрующий элемент 2 и подвижная державка 4. Последняя выполнена с выступами 5 и с окном 6 и связана посредством шарнирных петель 7 с полуматрицами 8. На полуматрицах 8 размещены ловители 9 и сами они установлены с возможностью взаимодействия в плоскости симметрии штампа консольными участками 10, равными половине расстояния между осями шарнирных петель 7.
Штамп содержит также пуансон 11, в котором выполнены отверстия 12 для фиксации полуматриц 8 относительно пуансона 11 с помощью ловителей 9. Кольцевые пружины 13, установленные в шарнирных петлях 7, обеспечивают фиксацию полуматриц 8 в горизонтальном положении. Для фиксации листовой заготовки 14 на прлу- матрицах 8 установлены фиксаторы 15.
Гибочный штамп для изготовления V-об- разных изделий с отверстиями в полках работает следующим образом.
Листовая заготовка 14 укладывается на развернутые полуматрицы 8, фиксируется, например, фиксаторами 15. При рабочем ходе ползуна пресса пуансон 11 опус- кается на листовую заготовку 14 и, перемещая, гнет ее.
Полуматрицы 8, поворачиваясь вокруг осей шарнирных петель 6 под действием пуансона 11 и колодок 3, занимают верти- кальное положение. При этом консольные
участки 10 обкатывают листовую заготовку 14 по радиусу пуансона 11, а ловители 9 заходят в отверстия 12, -фиксируя полуматрицы 8 относительно пуансона П. При дальнейшем ходе ползуна пресса пуансон 11 вместе с полуматрицами 8, скользящими по боковым поверхностям колодок 3, опускается до взаимодействия с калибрующим элементом 2. Происходит калибровка (чеканка) по радиусу изделия. При обратном ходе пресса пуансон 11, а вместе с ним под действием ловителей 9 и полуматрицы 8 поднимаются, и пружины кручения 13, установленные на осях шарнирных петель 7, возвращают полуматрицы 8 в горизонтальное положение. Готовую деталь снимают со штампа.
Выполнение калибровки в конце хода предлагаемого штампа позволяет снизить пружинение детали. Исключение подъема полок в первоначальный момент гибки, нарушение фиксации в совокупности с калибровкой приводит к обеспечению соосности отверстий и повышению качества изгибаемых изделий.
Формула изобретения
Гибочный штамп для изготовления V-об- разных изделий с отверстиями в полках, содержащий пуансон и установленные на неподвижной плите на колодках полуматрицы с фиксаторами, связанные с подвижной державкой посредством шарнирных петель и пружин, размещенных вне зоны гибки, отличающийся тем, что, с целью повышения качества изготавливаемых изделий за счет обеспечения соосности отверстий в полках, он снабжен калибрующим элементом, установленным на неподвижной плите между колодками, в подвижной державке выполнено отверстие, соответствующее поперечному сечению калибрующего элемента, а полуматрицы установлены с возможностью взаимодействия боковыми сторонами одна с другой в плоскости симметрии штампа, а подвижная державка установлена между колодками и выполнена с выступами для размещения шарнирных петель и пружин.
Фмг.
s
fPu2.2
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки деталей типа скоб | 1986 |
|
SU1346298A1 |
| Гибочный штамп для изготовления п-образных изделий | 1985 |
|
SU1279707A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Гибочный штамп для изготовления П-образных деталей с отверстиями в полках | 1980 |
|
SU1009566A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для изготовления изделий типа угольник с отверстием на одной полке | 1987 |
|
SU1518057A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| Штамп для гибки заготовок с отверстия-Ми HA ОТгибАЕМыХ пОлКАХ | 1979 |
|
SU829261A1 |
| Штамп для угловой гибки | 1980 |
|
SU978977A1 |
| Гибочный штамп | 1985 |
|
SU1260065A1 |
Изобретение относится к штампам для изготовления V-образных изделий с отверстиями в полках и позволяет получать изделия повышенного качества за счет обеспечения соосности отверстий. Штамп содержит шарнирную матрицу, состояшую из двух полуматриц и подвижной державки. Полуматрицы выполнены с фиксаторами заготовки и взаимодействуют боковыми сторонами одна с другой в плоскости симметрии штампа. Подвижная колодка установлена между колодками и выполнена с выступами для размещения шарнирных петель и пружин и с отверстием для размещения калибрующего элемента. В конце гибки пуансон обжимает радиусной участок заго- тозки на калибрующем элементе. При этом заготовка удерживается фиксаторами на матрице. Это обеспечивает соосность отверстий на изделии. 3 ил. е (Л to со ю 00 со
| Штамп для гибки деталей типа скоб | 1981 |
|
SU1026892A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Смирнов-Аляев Г | |||
| А | |||
| и Вайнтрауб Д | |||
| А | |||
| Холодная штамповка в приборостроении | |||
| М.-Л., Машгиз, 1963, с | |||
| Перепускной клапан для паровозов | 1922 |
|
SU327A1 |
| Способ подготовки глины для глинобитных, саманных и т.п. построек из необожженной глины | 1924 |
|
SU1806A1 |
