1
Изобретение относится к технологическим смазкам для холодной обработки металлов давлением и может быть использовано при оправочном и безправочном волочении в частности особотонкостенных труб из нержавеющих сталей.
Цель изобретения - повышение полирующих и противозадирных свойств смазки.
Введение каучука жидкого бутади- еинитрильного карбоксилатного повышает адгезионные и полирующие свойства смазки. Введение перхлорэти-- лена позволяет регулировать вязкост смазки и повышает ее противозадир- ные свойства. Эпоксидная смола повышает экранирующие и адгезионные свойства. Введение йода кристаллического повышает бактерицидные и противозадирные свойства смазки. Парафин хлорироваиньй повышает антифрикционные свойства.
Для приготовления смазки использованы следующие вещества: парафин хлорированный ТУ 6-01-511-76,иод кристаллический ГОСТ 4159-64, эпоксидная смола ЭД-40 ГОСТ 10587-72, каучук жидкий бутадиеннитрильный карбоксилатный ТУ 38-ЗГ-364-64 и перхлорэтилен МРТУ 609-6590-70.
Физико-химические свойства предлагаемой смазки следующие
Вязкость Ссг
при 50°С500
100°С53
рН6-7
Температура кипения .с 311
Температура вспьшки в
открытом тигле, С 187
Содержание, %
механических примесей , отсутствует
водыотсутствует
Предлагаемую смазку приготавли- вают следующим образом.
В емкость с эпоксидной смолой, нагретой до 60 С,вводят иод кристаллический и тщательно перемещива- ют. Затем эту смесь вливают в емкость, в которой находится смесь хлорированного парафина и при 50- 60 С тщательно перемешивают (10- 15 мин) до получения однородной массы. Смазка готова к употреблению.
932072
Смазку наносят на деформируемое изделие по трубопроводу перед очагом деформации.
Приготовлены и опробованы сле- 5 дующие составы смазок.
Результаты приведены в табл. 1.
Для сравнения предлагаемая и известная смазки опробованы в лабораторных условиях при волочении пласfO
тин-полос из нержавеющей стали
12Х18Н10Т размером 9x2x600 мм.
Смазку наносят на полосу перед деформацией обливом.
Степень деформа,ции при волочении в обоих случаях 21%.
По каждому из вариантов смазки проведено по 10 испытаний. Эффективность смазок проверяют по величине класса чистоты (полирующие свойст- ва), при этом используют профилометр- профилограф.
Вязкость смазок определяют на вискозиметре ВПЖ-2. Противозадирные свойства определяют по состоянию поверхности продеформированной полосы (отсутствие задиров), коэффициент трения (противозадирные свойства) и усилия волочения (Р) определяют на машине трения«МТ-1.
Результаты усредненных испытаний
приведены в табл. 2.
Для сравнения предлагаемая и известная смазки опробованы при безоправочном и оправочном волочении капиллярных труб из стали 12Х18Н10Т.
Волочение проводят по следующим маршрутам, мм: 6,2x0,55 - 3,8x0,1
6,2x0,55 - 3,1x0,1
3,8x0,1 - 2,64x0,05
2,6x0,05 - 2,1x0,05
2,1x0,05 - 1,7x0,05 1,7x0,05 - 1,5x0,05
На каждой смазке протянуто по 300 м труб.
При волочении труб на известной смазке наблюдалось дрожание,на-. липание металла на инструмент.При волочении труб на предлагаемой смазке процесс волочения был стабилен, без дрожания и задиров.
Формула изобретения
Смазка для холодной деформации металлов, содержащая эпоксидную смолу, иод кристаллический и парафин
31293207
хлорированный, отличающаяся тем, что, с целью повышения полирующих и противозадирных свойств, смазка дополнительно содержит каучук жидкий бутадиеннитрильный кар- 5 боксилатный и перхлорэтилен при следующем соотношении компонентов, мас.%:
Эпоксидная смола 12-50 Каучук -ЖИДКИЙ бутадиеннитрильный карбок- силатный8-12
Иод кристаллический 0,2-0,5 Перхлорэтилен 0,2-5,0 Парафин хлорированныйОстальное
Таблица 1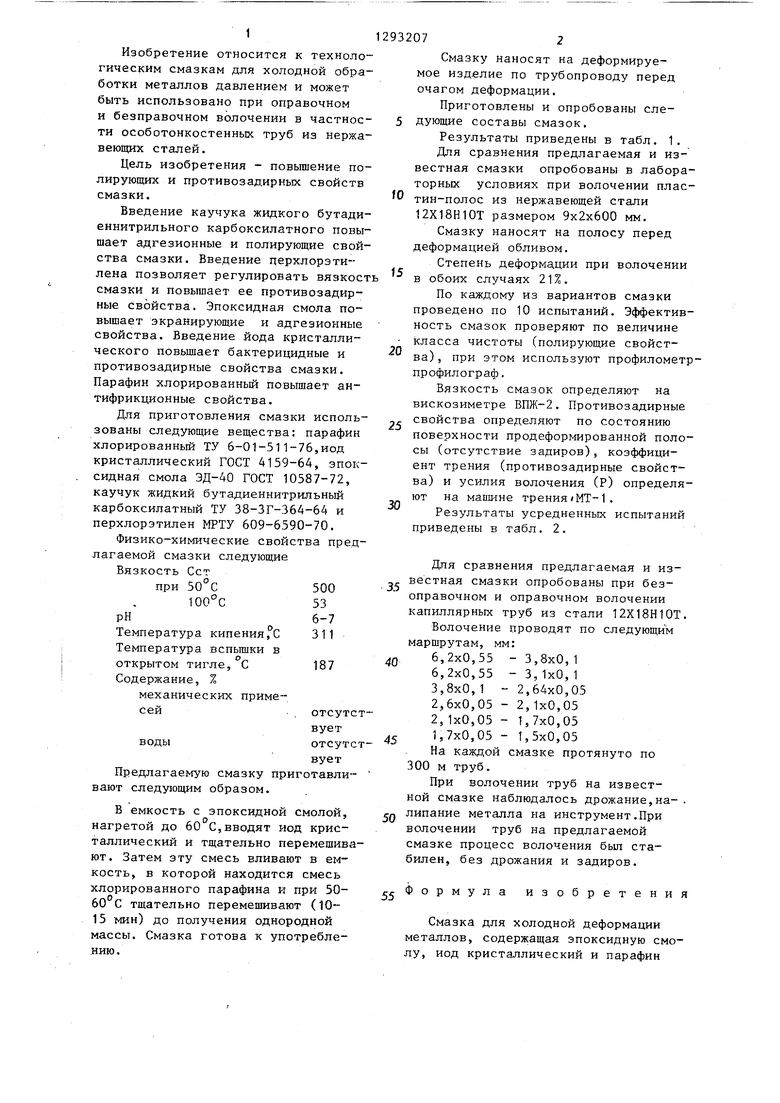
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1983 |
|
SU1154317A1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ВОЛОЧЕНИЯ ТРУБ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1991 |
|
RU2030236C1 |
| Смазка для холодной деформации металлов | 1983 |
|
SU1129229A1 |
| Смазка для холодного волоченияТРуб | 1979 |
|
SU844627A1 |
| Смазка для холодного волочения металлов | 1987 |
|
SU1447844A1 |
| Смазка для холодного волочения металлов | 1982 |
|
SU1097651A1 |
| Смазка для волочения металлов | 1977 |
|
SU667587A1 |
| Смазка для холодной и теплой обработки металлов давлением | 1986 |
|
SU1421763A1 |
| Смазка для холодной деформации металлов | 1984 |
|
SU1155615A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU771149A1 |
Изобретение относится к технологическим смазкам для холодной деформации металлов, в частности при оправочном и безоправочном волочении, в основном особотонкостенных труб,из нержавеющих сталей. Целью изобретения является повышение полирующих и противозадирных свойств смазки. Смазка на основе парафина хлорированного содержит, мас.%: эпоксидную смолу 12-50J каучук жидкий бутадиеннитрильный карбоксилат- ный 8-12; иод кристаллический 0,2-0,5 и перхлорэтилен 0,2-5,0. Смазка имеет низкую в язкость, что позволяет подавать ее в очаг деформации по трубопроводу без подогрева, обеспечивает низкую шероховатость поверхности до 0,12-0,16 мкм и высокие противозадирные свойства. 2 табл. о (Л
| Смазка для волочения труб | 1976 |
|
SU607839A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ производства коньяка | 1977 |
|
SU635129A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Авторское свидетельство СССР 1115468, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
