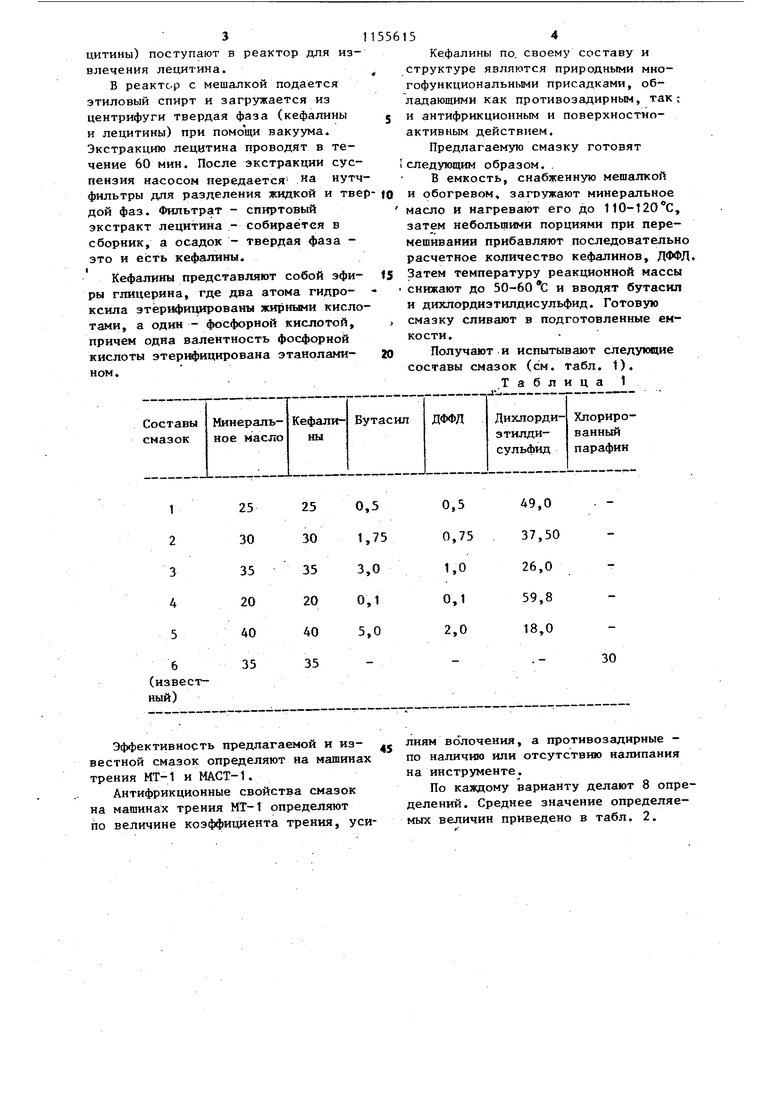
Изобретение относится к технологическим смазкам и может быть использовано при холодной прокатке труб из нержавеющих сталей на станах, снабженных централизованной системой подачи смазки в очаг деформации. Применяемые смазки для указанных условий должны обладать способностью к перекачиванию по трубопроводам в циркуляционных системах подачи смазки в очаг деформации, обеспечить прокатку труб без подсмазочных покрытий при высокой интенсивности деформации и высокое качество поверхности (0,3-0,075 мкм). Известны смазки для холодной деформации металлов на основе хлорированного парафина 13. Однако известная смазка не обеспе чивает требуемого качества обрабатываемой поверхности. .Наиболее близкой по составу и до тигаемому результату к данной являе ся смазка для холодной деформации металлов, содержащая, %: минерально масло 30-35, хлорированный парафин 30-35 и кефалины остальное 2. Недостатком этой смазки являются низкие антифрикционные и противозадирные свойства, что не позволяет осуществить процесс прокатки труб в жестких режимах - с линейным смещением металла за один двойной ход кле ти не менее 45 мм. При прокатке труб в этих.условиях наблюдается налипание на инструмент, что приводит к образованию дефектов на трубах царапин и вмятин, кроме того, указан ная смазка не обеспечивает получение высококачественной поверхности с шероховатостью поверхности труб менее 0,3 мкм. Цель изобретения - повышение противозадирных и антифрикционных свойств смазки для обеспечения высокой интенсивности деформации и повышения качества поверхности готовых изделий, Для достижения поставленной цели смазка для холодной деформации метал лов, содержащая минеральное масло и кефалины, дополнительно содержит гидрофобизированный бутанолом аэросил, дифенилпарафенилендиамин (ДФФД) и дихлордиэтилдисульфид при следующе соотношении компонентов, мас.%: Минеральное масло 25-35 Кефалины25-35 Дифенилпарафенилендиамин0,5-1,0 Гидр офо бизированный бутанолом аэросил (бутасил)0,5-3,0 ДихлордиэтилдисульфидОстальноеФизико-химические показатели смазки: Цвет темно-коричневый, Вязкость, сСт, при Кислотное число, мг КОН/г не выше 12. Температура вспышки в открытом тигле, С 140. Для приготовления смазки используют следующие вещества: минеральное масло И -20А (ГОСТ 20799-75), гидрофобизированный бутанолом аэросил (ТУ 6-18-159-79), дифенилпарафенилендиамин (ТУ 6-14-206-77), дихлордиэтйлсульфид (ТУ 38,4.01.23-76). Кефалины представляют собой твердый осадок, которьй получают при переработке фосфатидного концентрата растительных масел в процессе получения лецитина 3. Фосфатидный концентрат (фосфатиды) состоят из кефалинов (окло 45%), лецитинов (около 10%) и фосфолипидов, остатков растительных масел (около 45%). Процесс переработки фосфатидного концентрата для извлечения из него лецитина состоит из нескольких стадий. Обработка фосфатидного .концентрата ацетоном для выделения ацетонорастворимых компонентов (остатков растительных масел и фосфолипидов). В экстрактор непрерывного действия при включенной мешалке одновременно подают фосфатиды и ацетон. Обе фазы в соотношении 1:5 дозируются в верхнюю часть экстрактора и движутся прямотоком по колонне, где происходит экстракция веществ, растворимых в ацетоне. Из экстрактора смесь подается на фильтрующук центрифугу, откуда твердая фаза (кефалины + ле3цитины) поступают в реактор для из влечения лецитина. В реактор с мешалкой подается этиловый спирт и загрзгжается из центрифуги твердая фаза (кефалины и лецитины) при помощи вакуума. Экстракций лецитина проводят в течение 60 мин. После экстракции сус пензия насосом передается на нут фильтры для разделения жидкой и гв дои фаз. Фильтрат - спиртовый экстракт лецитина - собирается в сборник, а осадок - твердая фаза это и есть кефалины. Кефалины представляют собой эфи ры глицерина, где два атома гидроксила этёрнфицированы жирньми кисл тами, а один - фосфорной кислотой, причем одна валентность фосфорной кислоты этерифицирована этаноламином. 154 Кефалины по. своему составу и структуре являются природными многофункциональными присадками, обладающими как противозадирным, так: и антифрикционным и поверхностноактивным действием. Предлагаемую смазку готовят следующим образом. . В емкость, снабженную мешалкой и обогревом, загружают минеральное масло и нагревают его до IIO-IZO C, затем небольшими порциями при перемешивании прибавляют последовательно расчетное количество кефалинов, ДФФД. Затем температуру реакционной массы снижают до 50-60 с и вводят бутасил и дшслорднэтилдисульфид. Готовую смазку сливают в подготовленные емкости. Получают и испытывают следующие составы смазок (см. табл. 1). Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной деформации металлов | 1982 |
|
SU1087550A1 |
| Смазка для холодного волочения металлов | 1982 |
|
SU1097651A1 |
| Смазка для холодной обработки металлов давлением | 1984 |
|
SU1171515A1 |
| Способ получения технологической смазки для холодной обработки металлов давлением | 1988 |
|
SU1505967A1 |
| Смазка для холодной и теплой обработки металлов давлением | 1986 |
|
SU1421763A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1979 |
|
SU857244A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| Смазка для холодной прокатки труб | 1981 |
|
SU1018966A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910749A1 |
| Смазка для холодной обработки металлов давлением | 1983 |
|
SU1154317A1 |
СМАЗКА ДЛЯХОЛОДНОЙ ДЕФОРМАЦИЙ МЕТАЛЛОВ, содержащая минеральное масло и кефалины, отличающаяся тем, что, с целью повышения антифрикционных и противозадирных свойств, смазка дополнительно содержит гнцрофобизированный бутанолом аэросил, дифенилпарафенилендиамин и дихлордиэтилдисульфид при следующем соотношении компонентов, мас.%: Минеральное масло 25-35 Кефалины25-35 i Гидрофобизированный бутанолом аэросил 0,5-3,0 (Л Дифенилпарафенилендиамин0,5-1,0 ДихлордиэтилдиОстальное сульфид сд ел 05 СП
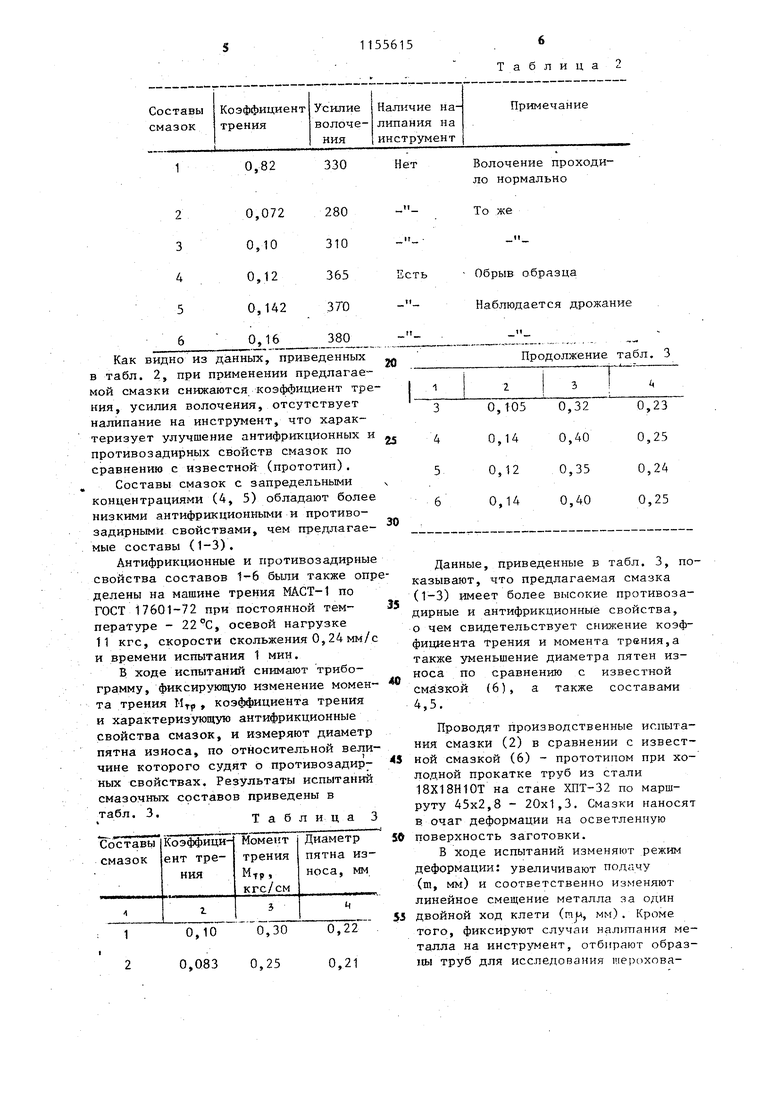
Эффективность предлагаемой и известной смазок определяют на машинах трения МТ-1 и МАСТ-1. Антифрикционные свойства смазок на машинах трения МТ-1 определяют по величине коэффициента трения, усилиям волочения, а противозадирные по наличию или отсутствию налипания на инструменте. По каждому варианту делают 8 определений. Среднее значение определяемых величин приведено в табл. 2.
330
0,82
0,072280
0,10310
365
0,12
370 0,142
0,16 380 Как видно из данных, приведенных в табл. 2, при применении предлагаемой смазки снижаются коэффициент тре ния, усилия волочения, отсутствует налипание на инструмент, что характеризует улучшение антифрикционных к противозадирных свойств смазок по сравнению с известной (прототип). Составы смазок с запредельными концентрациями (4, 5) обладают более низкими антифрикционными и противозадирными свойствами, чем предлагаемые составы (1-3), Антифрикционные и противозадирные свойства составов 1-6 бьши также опр делены на машине трения МАСТ-1 по ГОСТ 17601-72 при постоянной температуре - 22°С, осевой нагрузке 11 кгс, скорости скольжения 0,24 мм/с и времени испытания 1 мин. В ходе испытаний снимают трибограмму, фиксирующую изменение момента трения коэффициента трения и характеризующую антифрикционные свойства смазок, и измеряют диаметр пятна износа, по относительной величине которого судят о противозадирных свойствах. Результаты испытаний смазочных составов приведены в табл. 3. Таблица 3
Таблица 2
Нет Волочение проходило нормально
То же
Есть Обрыв образца
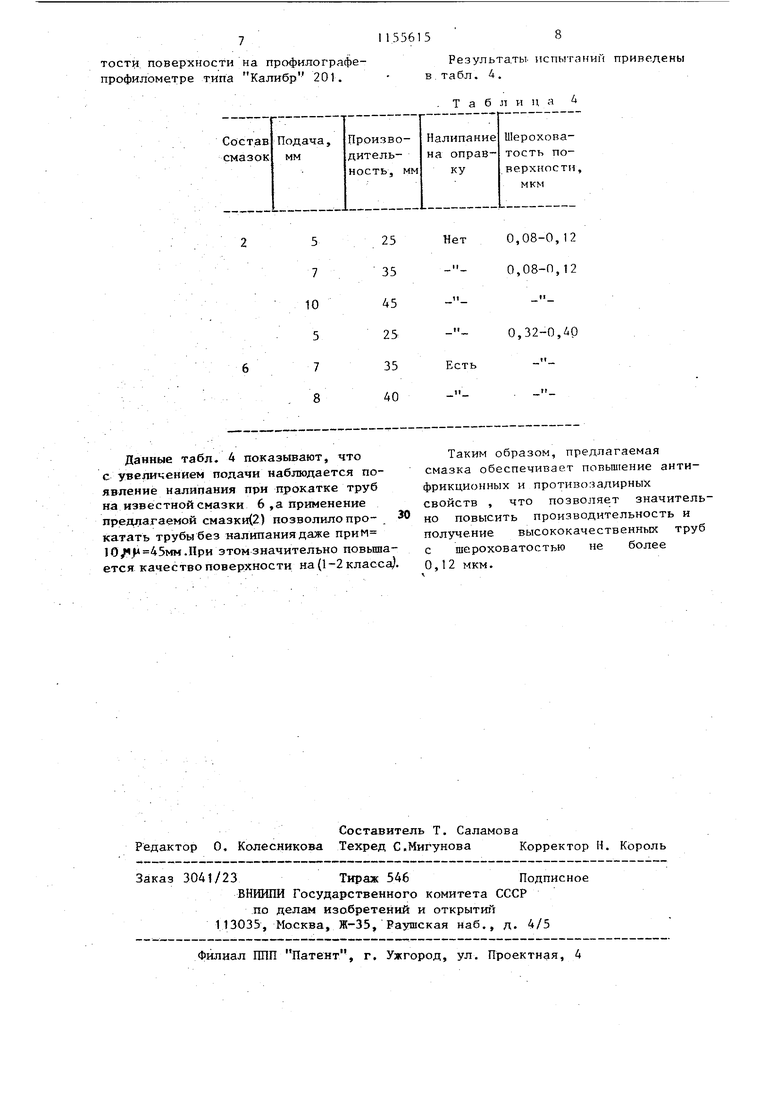
Наблюдается дрожание Продолжение табл. 3 Данные, приведенные в табл. 3, показывают, что предлагаемая смазка (1-3) имеет более высокие противозадирные и антифрикционные свойства, о чем свидетельствует снижение коэффициента Трения и момента трения,а также уменьшение диаметра пятен износа по сравнению с известной смазкой (6), а также составами 4,5. Проводят производственные испытания смазки (2) в сравнении с известной смазкой (6) - прототипом при холодной прокатке труб из стали 18Х18И10Т на стане ХПТ-32 по маршруту 45x2,8 - 20x1,3, Смазки наносят В очаг деформации на осветленную поверхность заготовки. В ходе испытаний изменяют режим деформации: увеличивают подачу (ш, мм) и соответственно изменяют линейное смещение металла за один двойной ход клети (mjA, мм) . Кроме того, фиксируют случаи налипания металла на инструмент, отбирают образны труб для исследования шероховатости поверхности на профилографепрофилометре типа Калибр 201. Данные табл. 4 показывают, что с увеличением подачи наблюдается появление налипания при прокатке труб на известной смазки 6 ,а применение предлагаемой смазки(2) позволило прокатать трубы без налипания даже приМ .При этом значительно повыша ется качество поверхности на {1-2 класс
Результаты, испытаний приведены в.табл. А.
. Таблица Таким образом, предлагаемая смазка обеспечивает повьшгение антифрикционных и противозадирных свойств , что позволяет значительно повысить производительность и получение высококачественных труб с шероховатостью не более 0,12 мкм.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для моделирования термической обработки с дрессировкой | 1980 |
|
SU922163A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Химия жиров | |||
| М., Пищевая промышленность, 1966, с | |||
| Способ получения бензонафтола | 1920 |
|
SU363A1 |
