Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей типа стаканов с. переменной в окружном направлении толщиной стенки.
Целью изобретения является повышение производительности, стойкости инструмента и снижение энергоемкости процесса.
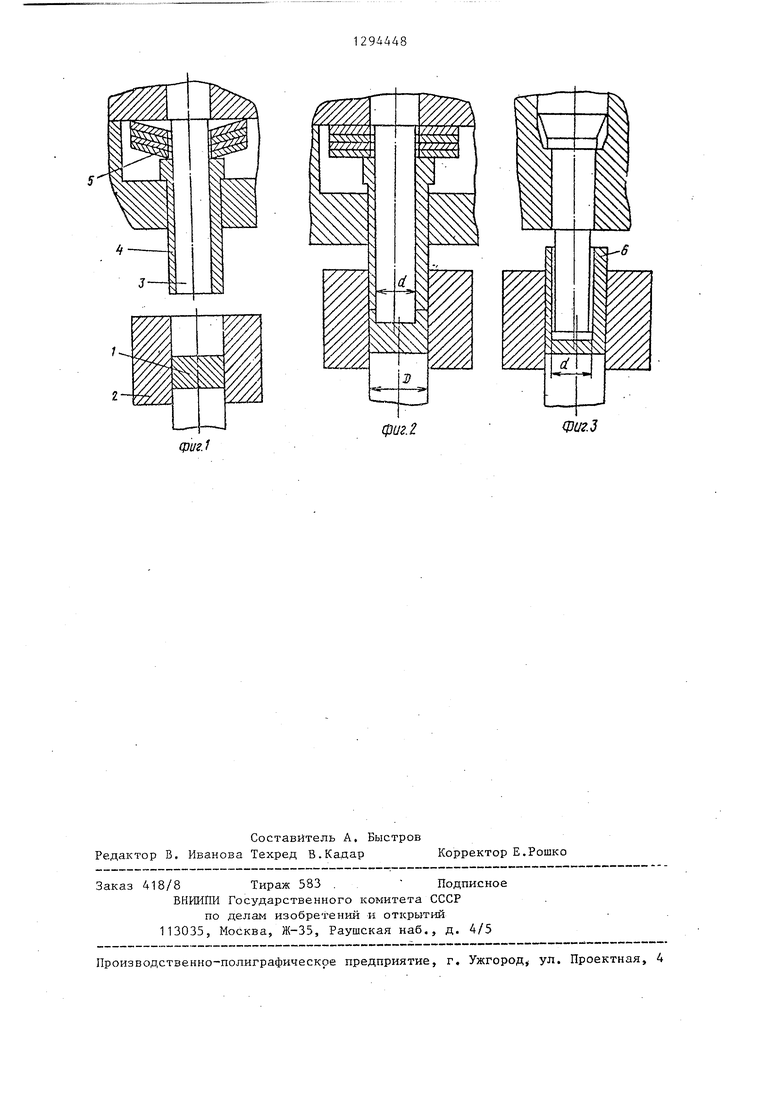
На фиг. 1 представлено исходное положение инструмента на первом переходе; на фиг. 2 - окончание выдавливания на первом переходе; на фиг.З выдавливание требуемого изделия на втором переходе.
Способ осуществляется следующим образом.
Заготовка 1 помещается в матрице 2 (фиг. 1). Вьщавливание начинается пуансоном без калибрующего пояска 3 с приложением усилия противодавления к торцу стенки посредством прижимной втулки 4 и пружинного буфера 5. Как только высота стенки станет равной (2...3) (D-d)/2, где D - диаметр матрицы, ad- диаметр пуансона, выдавливание прекращают (фиг. 2), так как установлено, что образование неравномерности торца стенки по высоте ,происходит лишь на начальной стадии до достижения указанной высоты, а затем осевая скорость течения металла по всему периметру стенки выравнивается под влиянием жесткости выдавленной части стенки и приложения усилия противодавления для выравнивания не требуется. Поэтому, далее выдавливание проводится пуансоном 6 с калибрующим пояском, без приложения усилия противодавления, до выдавливания полости требуемой глубины (фиг. 3), что позволяет значительно снизить усилие выдавливания и припуски на механическую обработку, так как при этом нет необходимости делать пуансон конусным для обеспечения его извлекаемости. Все это способствует повышению производительности труда и стойкости инструмента, а также снижению энергоемкости.
Пример. Изготавливают деталь типа стакан из стали 20Х с переменной толщиной стенки с параметрами: высотой 62 мм, наружным диаметром мм, внутренним диаметром 41 мм и глубиной полости 55 мм. Деформирование осуществляют за два периода,
на первом, используя пуансон без калибрующего пояска, а на втором - пуансон с калибрующим пояском. При использовании пуансона с калибрующим пояском при снижении усилия создаются возможности перейти на холодное выдавливание при достижении высокой точности конфигурации отверстия детали.
Формула изобретения
Способ получения деталей типа стаканов с переменной толщиной стенки, включающий размещение заготовки в матрице, обратное выдавливание в неравномерный зазор между пуансоном и матрицей с приложением усилия противодавления к торцу вьщавливае- мой стенки, о т л и ч а ю щ и й- с я тем, что, с целью повышения производительности труда, стойкости инструмента и снижения энергоемкости процесса, выдавливание осуществляют за два перехода последовательно двумя пуансонами равного рабочего диаметра, причем на первом переходе используют пуансон без калибрующего пояска, а вьщавливание ведут с приложением усилия противодавления до
формирования стенок детали высотой Н, равной
. Н (2...3).(D-d)/2, где D - диаметр матрицы; d - диаметр пуансона,
а на втором переходе используют пуансон с калибрующим пояском, а выдавливание ведут при величине усилия противодавления, равной нулю.
(риг.1
фиг.2
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выдавливания полых изделий | 1978 |
|
SU774745A1 |
| Пуансон для обратного выдавливания изделий типа стаканов | 1980 |
|
SU897381A1 |
| Способ изготовления изделий типа тонкостенных конических стаканов | 1976 |
|
SU651884A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ШТАМПОВАННЫХ ЗАГОТОВОК ТИПА СТАКАНОВ И ЧАШ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННОГО СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2514531C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Узел штампа для выдавливания | 1985 |
|
SU1348049A1 |
| Узел штампа для выдавливания | 1985 |
|
SU1348050A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092268C1 |
| Способ изготовления заготовок для последующего выдавливания их в штампе и обработки резанием | 1985 |
|
SU1291263A1 |
Изобретение относитсяок области обработки металлов давлением, а именно к изготовлению выдавливанием деталей типа стаканов с переменной в окружном направлении толщиной стенки. Цель изобретения - повышение производительности труда и стойкости И11ст- румента, а также снижение энергоемкости. Выдавливание осуществляют за два перехода. На первом используют пуансон без калибрующего пояска и прикладывают к торцу образуемой стенки усилие противодавления, исключающее высотную неравномерность стенки. При достижении высоты стенки (2...3) (D-d)/2, где D - диаметр матрицы, d - диаметр пуансона, переходят к второму переходу, при этом выдавливание проводится пуансоном с калибрующим пояском, без приложения усилия противодавления. Это позволяет значительно снизить усилие выдавливания и уменьшить припуски на механическую обработку. 3 ил. (О (Л с ю 4 00
| Способ выдавливания полых изделий | 1978 |
|
SU774745A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
