1294469
металл кристаллизуется ускоренно, ство для нагрева и система охлаждения поэтому при приложении давления уст- создают температурный режим, обеспе- раняется подтекание металла в зазор чивающий заданное распределение твер- между матрицей и пуансоном. Устрой- дости по сечению отливки. 2 ил.
1
Изобретение относится к литейному производству, в частности к получению методом жидкой штамповки поршней двигателей.
Целью изобретения является повышение качества отливок.
На фиг.1 представлена пресс-форма в исходном положении, общий вид; на фиг.2 - то же, в момент прессования.
Пресс-форма содержит нижнюю неподвижную плиту 1, подпружиненную матрицу 2 с формообразующей вставкой 3, плиту 4 съема с рабочей вставкой 5, верхнюю плиту 6 с закрепленным на ней пуансоном 7. Матрица связана с плитой 1 пружинными элементами 8 и имеет возможность перемещения относительно нижнего пуансона 9, который включает в себя cиcreмь 10 охлаждения боковой рабочей поверхности и устройство 11 для нагрева (ТЭНами, теплоносителем и т.п.) центральной зоны пуансона.
Пресс-форма работает следующим образом.
В рабочую часть матрицы заливается расплав, после чего включается прессование и верхняя плита 6 вместе с пуансоном 7 и плитой 4 съема опускается вниз 5 смыкаясь с матрицей 2. После сжатия пружин 8 плиты 4 и 6 и матрица 2 опускаются совместно, производя формообразование отливки за счет вытеснения расплава пуансоном 7 Регулирование температурного поля нижнего пуансона устраняет подтекание расплава в зазор между матрицей и пуансоном вследствие ускоренной кристаллизации его в зазоре и уменьшает количество неспаев при перемещении расплава.
После окончания формообразования производится выдержка для протекания процесса кристаллизации под действием давления, раскрытие пресс-формы и
съем отливки с верхнего пуансона. В i отливке в момент кристаллизации создается температурное поле, обеспечивающее за счет охлаждения наружной
части нижнего пуансона получение мелкой структуры сплава в нижней боковой поверхности отливки поршня и за счет нагрева центральной зоны пуансона - структуру с крупньгми кристаллами в донной части отливки поршня, такой характер микроструктуры оказывает влияние на распределение твердости по сечению отливки при комнатной и повышенных температурах. Боковая поверхность отливки поршня имеет высокую твердость при температурах до 200 С, донная часть - большую жаропрочность при -температурах более 200 С, что удовлетворяет условиям
эксплуатации поршня, боковая поверхность поршня должна сохранять в процессе эксплуатации высокую твердость, чтобы предотвратить износ канавок подпоршневые кольца, а центральная зона донной части поршня должна иметь высокую жаропрочность для предотвращения прогорания поршня.
Таким образом, изобретение позволяет повысить качество отливок за счет обеспечения заданной структуры по сечению отливки.
Формула изобре. тения
Пресс-форма для штамповки из жидкого металла тонкостенных отливок, -преимущественно поршней двигателей, содержащая нижнюю и верхнюю плиты, подпружиненную матрицу, плиту съема,
верхний и нижний пуансоны, о т л и- ,чающаяся тем, что, с целью повьшения качестве отливок, она снабжена системой охлаждения боковой рабочей поверхности и устройством для
нагрева центральной зоны пуансона.
//
Редактор В. Иванова
Составитель А. Кузнецова
Техред м.Ходанич Корректор И. Эрдейи
420/9
Тираж 741 .Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
Фиг.2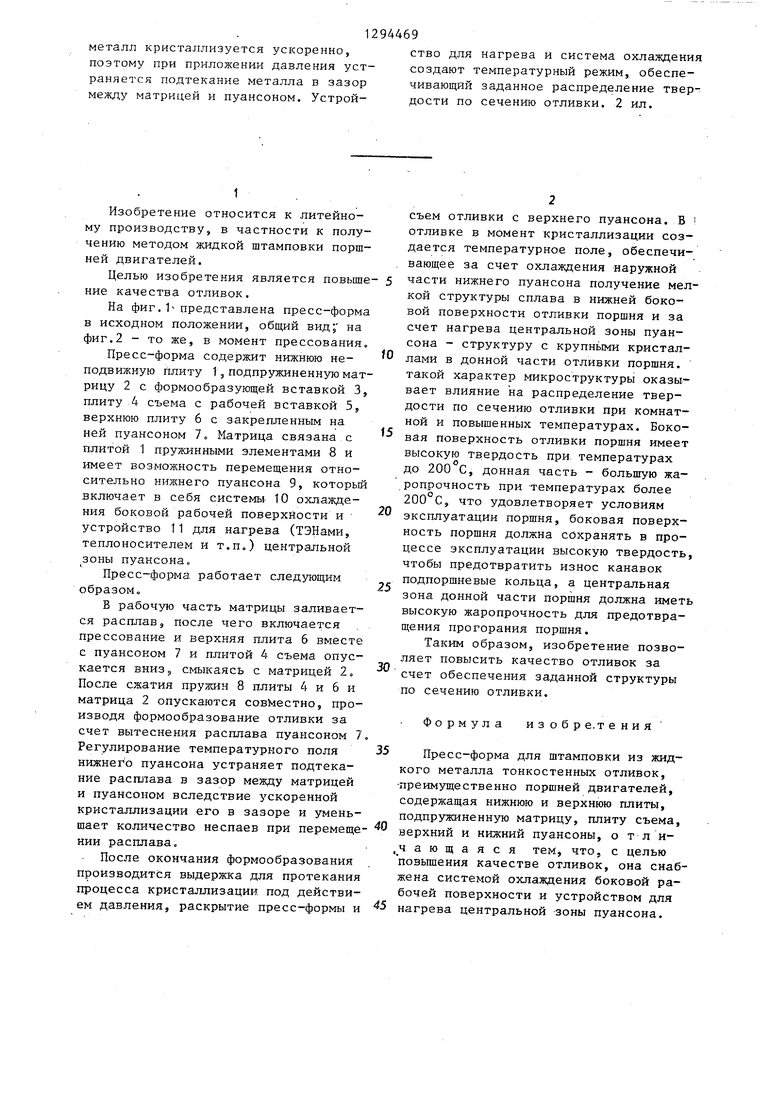
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма | 1979 |
|
SU854577A1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| ПРЕСС-ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1998 |
|
RU2136441C1 |
| Многогнездная пресс-форма для жидкой штамповки | 1985 |
|
SU1279745A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2043854C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Пресс-форма для штамповки жидкого металла | 1985 |
|
SU1338970A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2048256C1 |
| СПОСОБ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2176174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
Изобретение относится к литейному производству, в частности к по лучению методом жидкой штамповки поршней двигателей. Целью изобретения является повышение качества отливок. Поршни изготавливают в пресс- форме, содержащей матрицу 2, верхний 7 и нижний 9 пуансоны, в последнем выполнены устройство 11 для нагр.ева центральной зоны пуансона и система 10 охлаждения боковой рабочей поверхности. При заливке металла в матрицу 2 у боковых стенок пуансона 9 (Л :о 4 :о 90.1
| Баплаев А.И | |||
| Штамповка жидкого металла | |||
| М., Машиностроение, 1979, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Там же, с 80, рис | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
