Изобретение относится к литейному производству, в частности к жидкой штамповке металлов и сплавов.
Цель изобретения - повышение качества отливок.
На фиг. 1 показана пресс-форма, общий вид; на фиг. 2 - Узел 1 на фиг. 1.
Пресс-форма состоит из подвижной матрицы 1, верхней и нижней плит 2 и 3 и плиты 4 съема. На нижней плите 3 закреплены пуансон 5, направляющие колонки 6 с пружинами 7 и уп ры 8 с регулировочными гайками 9.
В верхней плите 2 установлены формообразующие пуансоны 10, а в плите 4 съема - цилиндры 11 с поршнями 12, поджимаемые пружинами 13. Полости цилиндров 11 соединены с рабочими полостями 14 матрицы вентиляционными каналами 5 5.
Пресс-форма работает следующим образом.
После заливки порции металла в металлоприемник в подвижной матрице 1 включают пресс на смыкание пресс- формы. Вначале верхняя плита 2, а а затем и плита 4 съема опускаются, перекрывают подвижную матрицу 1 и образуют замкнутые полости пресс-фомы.
При дальнейшем движении вниз верней части пресс-формы происходит сжтие пружин 7, опускание подвижной матрицы 1 и вытеснение расплава пуансоном 5 в рабочие полости 13. Ос ществляется формообразование отливок .
Одновременно плита 4 съема перемещается относительно поршней 12, удерживаемьп; упорами 8. Под поршнями образуются разреженные пространства, в которые через вентиляционные каналы 35 устремляются воздух и газы из закрытых рабочих полостей пресс-формы.
Высота упоров 8 может регулиро- ваться глубиной завинчивания, резьбовой части и фиксироваться гайкой 9 так, чтобы остановка поршней и нача- ло принудительной вентиляции закрытых полостей предшествовали началу заполнения их расплавом.
При включении пресса на раскры- тие пресс-формы пружины 7 разжимаются. Подвижная матрица 1 приходит в исходное состояние. При перемещении вверх плиты 2 происходит снятие отливок с пуансонов 10 при помощи плиты 4 съема. Поршни 12 под действием пружин 13 возвращаются в крайнее нижнее положение.
Принудительная вентиляция рабочих полостей пресс-формы -способствует более быстрому и полному заполнению их расплавом, уменьшает возможность образования спаев, газоусадочных раковин и пор в отливках.
Формула изобретения
1. Многогнездная пресс-форма для жидкой штамповки, содержащая верхнюю плиту с пуансонами, плиту съема, подпружиненную матрицу с рабочими полостями и вентиляционными каналами и нижнюю плиту с нижним пуансо- ном, отличающаяся тем, что, с целью повьш1ения качества отливок, она снабжена цилиндрами ва- куумирования, размещенными в плите съема и связанными вентиляцион- ными каналами с рабочими полостями, и упорами, закрепленными в нижней плите и взаимо.
действующими с вакуумирования.
поршнями цилиндров
2. Пресс-форма по п. 1, о т л и 45 чающаяся тем, что упоры выполнены регулируемыми по высоте.
Фиг. 2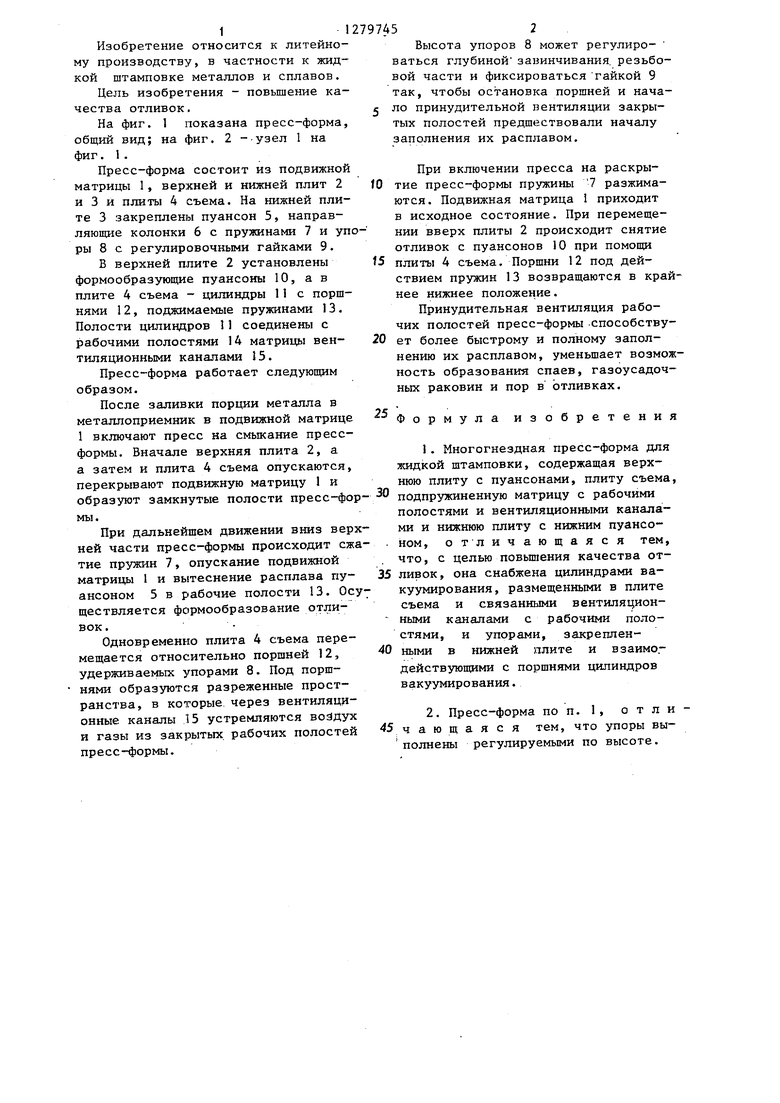
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма | 1979 |
|
SU854577A1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ ПРЕСС-ФОРМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2114716C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Пресс-форма для литья с кристаллизацией под давлением | 1986 |
|
SU1371767A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2048256C1 |
| Штамп для штамповки из жидкого металла | 1980 |
|
SU973231A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2188742C1 |
| СПОСОБ ШТАМПОВКИ ЖИДКОГО МЕТАЛЛА | 1991 |
|
RU2026145C1 |
| Пресс-форма для штамповки из жидкого металла | 1978 |
|
SU789232A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2014 |
|
RU2556921C1 |
Изобретение относится к жидкой штамповке металлов. Целью изобрете.кия является повышение качества отливок, что обеспечивается принудительной вентиляцией рабочих полостей 15 пресс-формы. В плите съема 4 пресс-формы размещены цилиндры ваку- умирования J1, связанные вентиляционными каналами 14 с полостями 15 При смыкании пресс-формы верхняя плита 2 и плита съема 4 перекрывают матрицу 1. При дальнейшем.движении матрица 1 опускается и пуансон 5 вытесняет расплав в рабочие полости 15. Одновременно упоры 8 удерживают поршни 12 цилиндров вакуумиро- вания 11. Под поршнями образуются разреженные пространства, в которые устремляется воздух из полостей формы. Принудительная вентиляция устраняет образование спаев, газоусадочных раковин и пор отливках. 1 з.п. ф-лы, 2 ил. I (Л /I Ю 00 | О1 Фиг. i
| Батьшев А.И | |||
| Штамповка жидкого металла | |||
| М.: Машиностроение, 1979, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Многоместная пресс-форма для жидкой штамповки | 1983 |
|
SU1122414A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
