Изобретение относится к области сварки, а именно к устройствам регулирования сварочного тока источника питания при многоэлектродной сварке.
Целью изобретения является повыше- ние качества сварного шва путем устранения эффекта примерзания электродов .
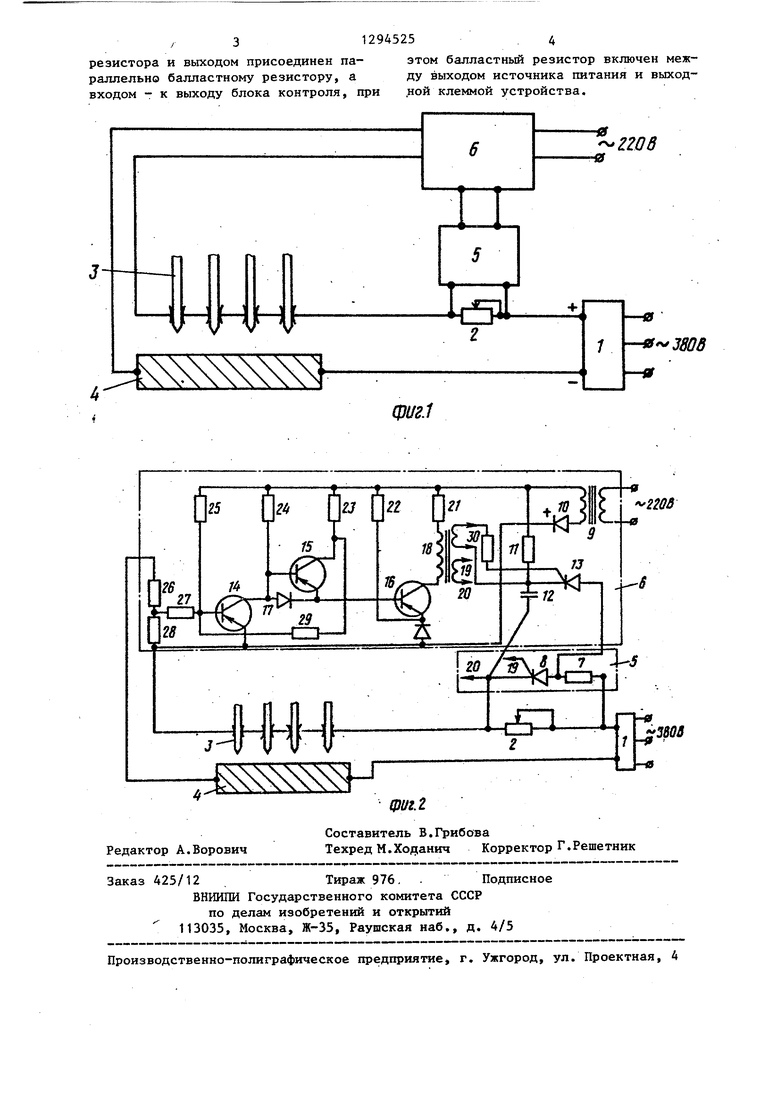
На фиг.1 показана блок-схема устройству для регулирования сварочного тока источника питания для многоэлек- тродной сварки; на фиг.2 - электрическая схема блока контроля и блока коммутации.
Устройство для регулирования сва- рочного тока содержит (фиг.1) источник 1 -питания, балластный резистор 2, выходные клеммы устройства, к которым присоединены электроды 3 и изделие 4, блок 5 коммутации и блок 6 конт- роля. Блок 5 коммутации (фиг.2) содержит из дополнительного резистора 7 и тиристора 8, соединенных между собой последовательно и включенных параллельно резистору 2. В блоке 6 контроля (фиг.2) использованы транзисторные реле. Блок 6 состоит из трансформатора 9, гштаемого от шкафа управления сварочной установки (не показаны, кроме входа 220 В), диода 10 для однополупериодного выпрямления тока, резистора 11 и конденсатора 12, осуществляющего закрытие тиристора 8 через тиристор 13. Транзисторное реле сострит из триггеров 14,15 и 16, соединенных через диод 17. Управляющий импульс и импульсного трансформатора. 18 от выводов 19 и 20 его вторичной обмотки поступает на тиристор 8 блока
5коммутации. Резисторы 21-30 в схеме блока 6 контроля служат для задания режимов работы тиристоров 13 и 8
и транзисторного реле 14,15 и 16.
Устройство работает следующим образом.
Вначале подается питание на блок
6через трансформатор 9. Затем включается одновременно сварочный источник 1 питания и механизм подачи (не показан) электродов 3. При замьжании электродов 3 на изделие 4 снижается напряжение в сварочной цепи. При уменьшении его до величины 10 % от номинального через резисторы 26,27
и 28, далее через реле 14, диод 17 и реле 16 подается импульс на трансформатор 18. Импульс от вторичной обмотки трансформатора через выводы 19 и 20 поступает на эти же выводы тиристора 8 блока 5 коммутации, открывая тиристор 8. Подключается резистор 7 параллельно балластному резистору 2 по цепи: резистор 7 - анод-катод тиристора 8. Суммарное сопротивление в сварочной цепи уменьшается. Поэтому напряжение в сварочной цепи повышается до номина:льного. Концы электродов 3 перегорают, и зажигается дуга между электродами 3 и изделием 4. Одновременно с этим происходит зарядка конденсатора 12 по цепи: через плюсовой зажим выпрямителя на диоде 10 - электроды 3 на конденсатор 12, далее резистор 11 на минус источника. В момент установления процесса горения дуги и превышения номинального напряжения в сварочной цепи, - на 10% срабатывает транзисторное реле 15 и от- ,ключает транзисторные реле 14 и 16, обеспечивается импульсный трансформатор t8, разряжается конденсатор
12на тиристор 8 по цепи анод-катод тиристоров 8 - анод-катод тиристора
13на минус конденсатора 12, закрывая тиристор 8 и отключая резистор 7 от резистора 2. Сопротивление сварочной цепи увеличивается и напряжение устанавливается номинальным, процесс сварки идет без примерзания электродов При уменьшении напряжения в процесс сварки до значения 10 % от номинального цикл работы устройства повторяется.
По сравнению с известным устройством повышается качество сварного шва за счет устранения эффекта примерзания электродов.
I
За счет уменьшения количества элементов, их соединений и отсутствия дополнительного источника питания по- вьш1ается надежность работы устройства
Формула изобретения
Устройство для регулирования сварочного тока источника питания, содержащее источник питания и блок контроля, причем вход блока контроля и выход источника питания подключены к выходным клеммам устройства, отличающееся тем, что, с целью повышения качества сварного шва, в него введены блок коммутации и бал- ластнь1й резистор, причем блок коммутации выполнен из последовательно соединенных тиристора и дополнительного
, 312945254
резистора и выходом присоединен па- этом балластньй резистор включен меж- раллельно балластному резистору, а ду выходом источника питания и выход- входом - к выходу блока контроля, при ной клеммой устройства.
4
€Г
- зт
Ф//г/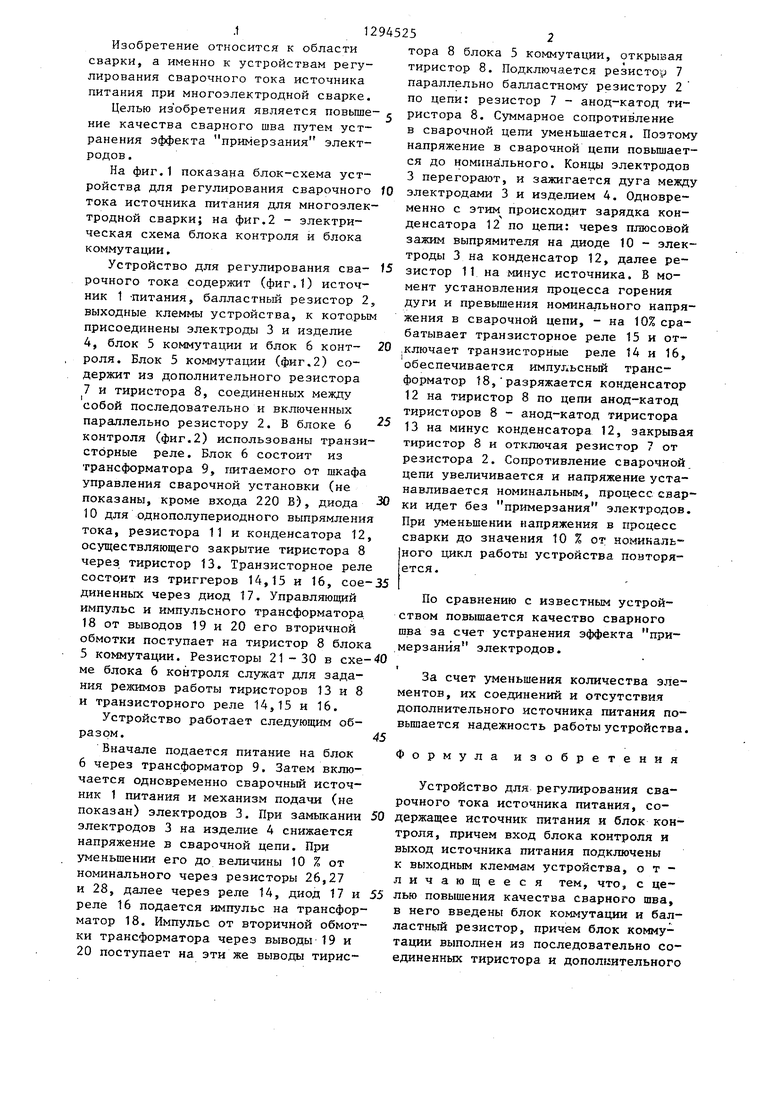
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ КОНТАКТНОЙ СВАРКИ | 2008 |
|
RU2389590C2 |
| Источник питания для контактной микросварки током повышенной частоты с автоподстройкой режима | 1978 |
|
SU774854A1 |
| ОГРАНИЧИТЕЛЬ НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2004 |
|
RU2276634C1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1986 |
|
SU1449271A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для импульсной дуговой сварки | 1983 |
|
SU1113221A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Многопостовая система питания | 1989 |
|
SU1692782A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
Изобретение относится к области сварки, а именно к устройствам регу лирования сварочного тока источника питания при многоэлектродной сварке. Изобретение позволяет повысить качество сварочного шва путем устранения эффекта примерзания электродов. Сущность изобретения заключается в том, что в момент касания одним из плавящихся электродов изделия повышают напряжение в сварочной цепи. Это достигается путем шунтирования балластного резистора цепью из последовательно соединенных тиристора и дополнительного резистора. В момент касания электродом изделия снижается напряжение в сварочной цепи, и блок контроля вьщает команду на открытие тиристора. Суммарное напряжение в сварочной цепи уменьшается, а напряжение возрастает. Конец электрода перегорает, и вновь зажигается дуга. 2 ил. § (Л с 1чЭ со СП ГС ел
Редактор А.Ворович
ф1/г.2
Составитель В.Грибова
Техред М.Ходаннч Корректор Г.Решетник
22QS
уЗВОЛ
Заказ 425/12Тираж 976, . Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для ограничения напряжения холостого хода сварочных источников питания | 1978 |
|
SU747647A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
