зажимом на прямолинейных направляющих качения, механизм разведения зажимов, пружину осадки, устройство установки и контроля линейных параметров режима. Последне е выполнено в виде прозрачной шкалы-плафона, установленной на корпусе с возможностью юстировки по нулю отсчета, и двух стрелок, установленных на общей оси поворота.
1
Изобретение относится к оборудованию для контактной стыковой сварки и может быть использовано при сварке стальных лент, ленточных ножей, проволоки и т.п. в стационарных и полевых условиях.
Целью изобретения является улучшение качества и стабильности сварки путем повышения точности установки и воспроизведения параметров режима: припуска на осадку и припуска на осадку без тока (или мойента. выключения сварочного тока по пути перемещения подвижного зажима).
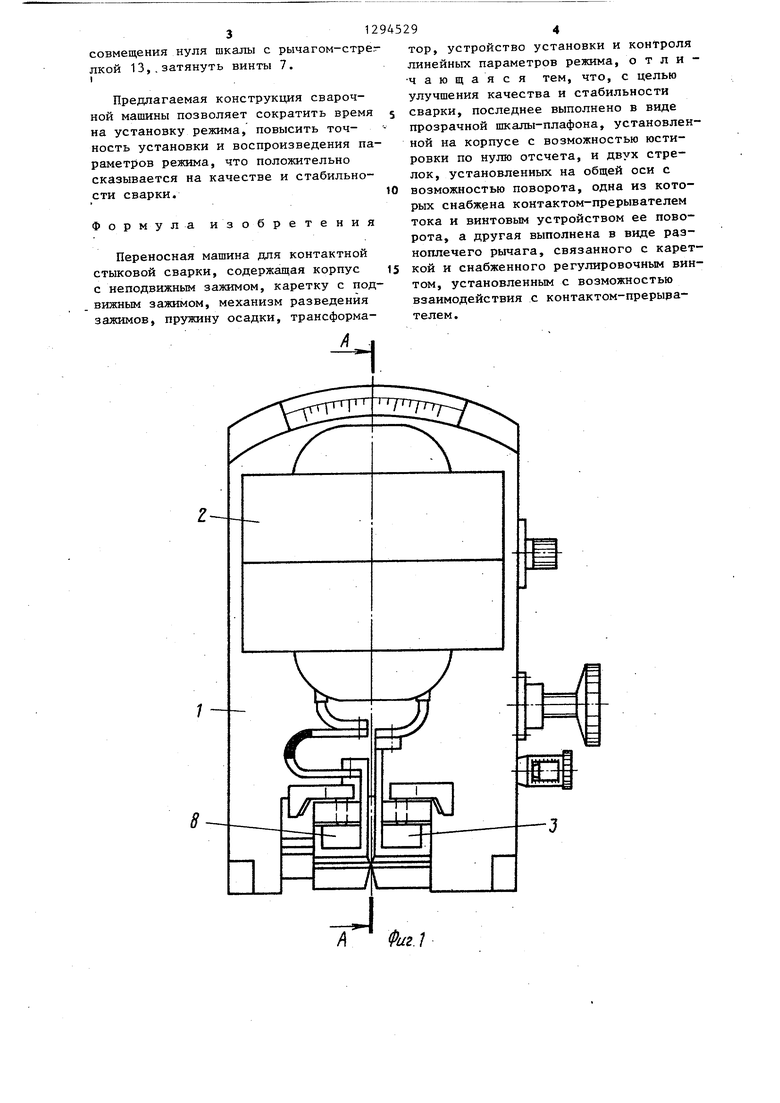
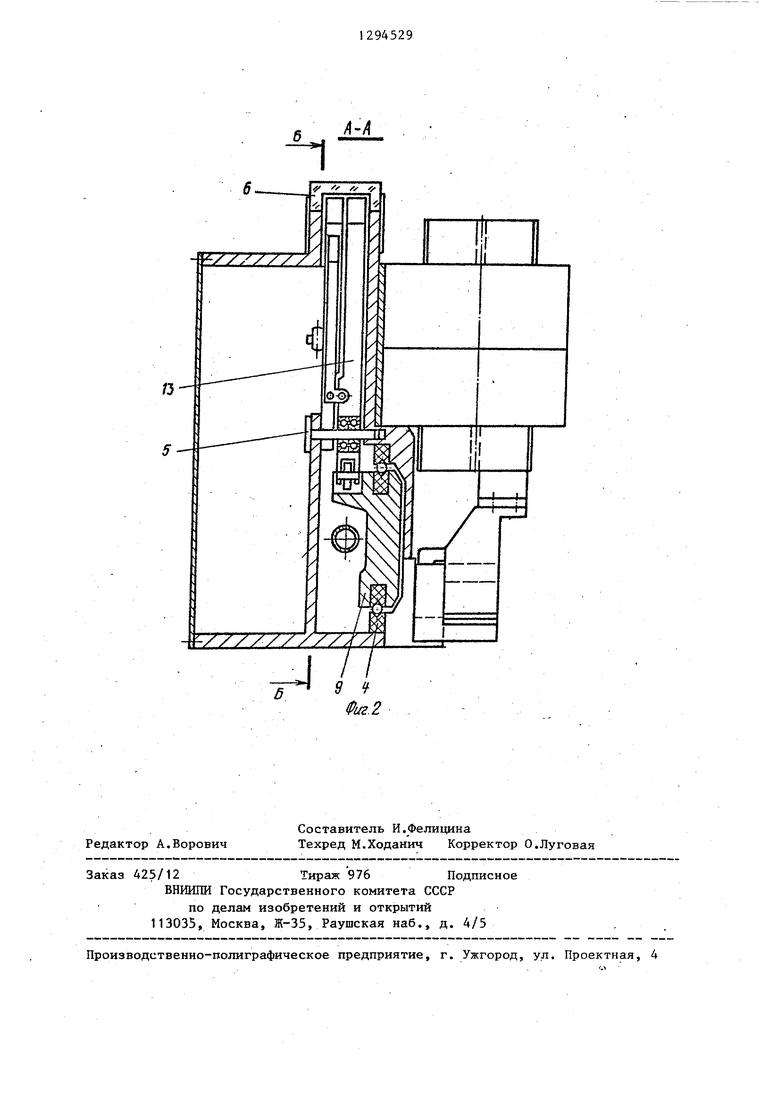
На фиг.1 представлена машина, вид со стороны оператора, кожух снят; на фиг.2 - разрез А-А на фиг.1| на фиг. 3- разрез Б-Б на фиг.2. .
На литом алюминиевом корпусе 1 закреплены трансформатор 2, неподвижный зажим 3, элементы направляющих 4, ось 5, дугообразная прозрачная шкала- плафон 6. Последняя прижимается винтами 7 к корпусу по цилиндрической поверхности Г. Подвижный заясим 8 закреплен на каретке 9, которая может перемещаться по прямолинейным направляющим качения под действием пружины 10 или винта 11. Посредством паза и ролика 12 каретка кинематически связана с разноплечим рычагом-стрелкой 13, который установлен на оси 5 и несет на себе винт 14, воздействующий на контакт-прерыватель 15, закреплен- ньй на стрелке 16, также установленной на оси 5 и приводимой винтом 17. По двум поверхностям прозрачного плафона 6 выполнена разметка по окр5гжно- сти, воспроизводящая в увеличенном масштабе расстояние между зажимами 3 и 8.
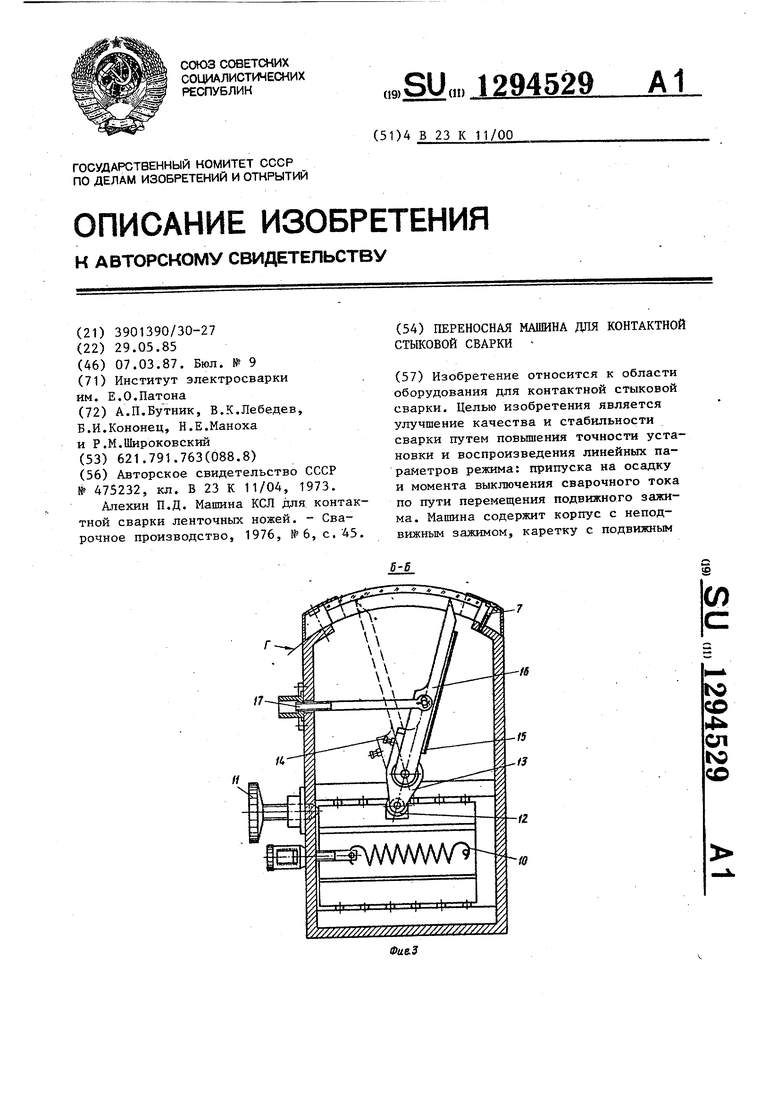
Одна стрелка снабжена контактом-прерывателем тока 15 и винтовым устройством ее поворота 17, а другая связана посредством разноплечего рычага с кареткой и снабжена регулировочным винтом 14, взаимодействуюЕцим с контактом-прерывателем 15. Конструкция позволяет сократить время на установку режима работы. 3 ил.
На чертежах изображено исходное положение механизмов: расстояние между зажимами равно нулю (их губки соприкасаются кромками), стрелки 13 и
16 - на нулевой отметке прозрачной шкалы. В этом положении винт 14 устанавливается и стопорится относительно контакта-прерывателя 15 так, что цепь сварочного тока разрывается. Винтом 11 подвижньй зажим отводится на требуемое по режиму расстояние, отсчет ведется рычагом-стрелкой 13 по шкале- плафону. Масштаб увеличения шкалы ра вен соотношению плеч рычага-стрелки 13. :
Второй линейный параметр режима - припуск на осадку без тока (или момент выключения сварочного тока по пути движения подвижного зажима) устанавливается винтом 17, отсчет ведется стрелкой 16 по шкале-плафону.
Свариваемые заготовки устанавливаются в зажимные губки в упор по торцам и с примерно равными вылетами,
5 винтом 11 освобождается подвижный зажим, кнопкой Сварка включается сва- рочньш ток, происходит сварка по способу сопротивления. В момент, когда рычаг-стрелка 13, перемещаясь вместе
д с подвижным зажимом, достигнет деления на шкале, отмеченного стрелкой 16, происходит выключение сварочного тока.
35
В процессе эксплуатации машины при износе губок, а также при их замене необходимо контролировать установку нуля шкалы и производить регулировку. Для этого следует свести губки до Q соприкосновения кромок, отпустить винты 7, передвинуть шкалу-плафон (по окружности) в нужную сторону до
совмещения нуля шкалы с рычагом-стрег- лкой 13,.затянуть винты 7.
Предлагаемая конструкция сварочной машины позволяет сократить время на установку режима, повысить точность установки и воспроизведения параметров режима, что положительно сказывается на качестве и стабильности сварки.
Формула изобретения
Переносная машина для контактной стыковой сварки, содержащая корпус с неподвижным зажимом, каретку с подвижным зажимом, механизм разведения зажимов, пружину осадки, трансформа
45294
тор, устройство установки и контроля линейных параметров режима, о т л и - чающаяся тем, что, с целью улучшения качества и стабильности сварки, последнее выполнено в виде прозрачной шкалы-плафона, установленной на корпусе с возможностью юстировки по нулю отсчета, и двух стрелок, установленных на общей оси с возможностью поворота, одна из которых снабжена контактом-прерывателем тока и винтовым устройством ее поворота, а другая выполнена в виде раз- ноплечего рычага, связанного с карет- кой и снабженного регулировочным винтом, установленным с возможностью взаимодействия с контактом-прерыра- телем.
2-Ч
f Фиг. 1
/3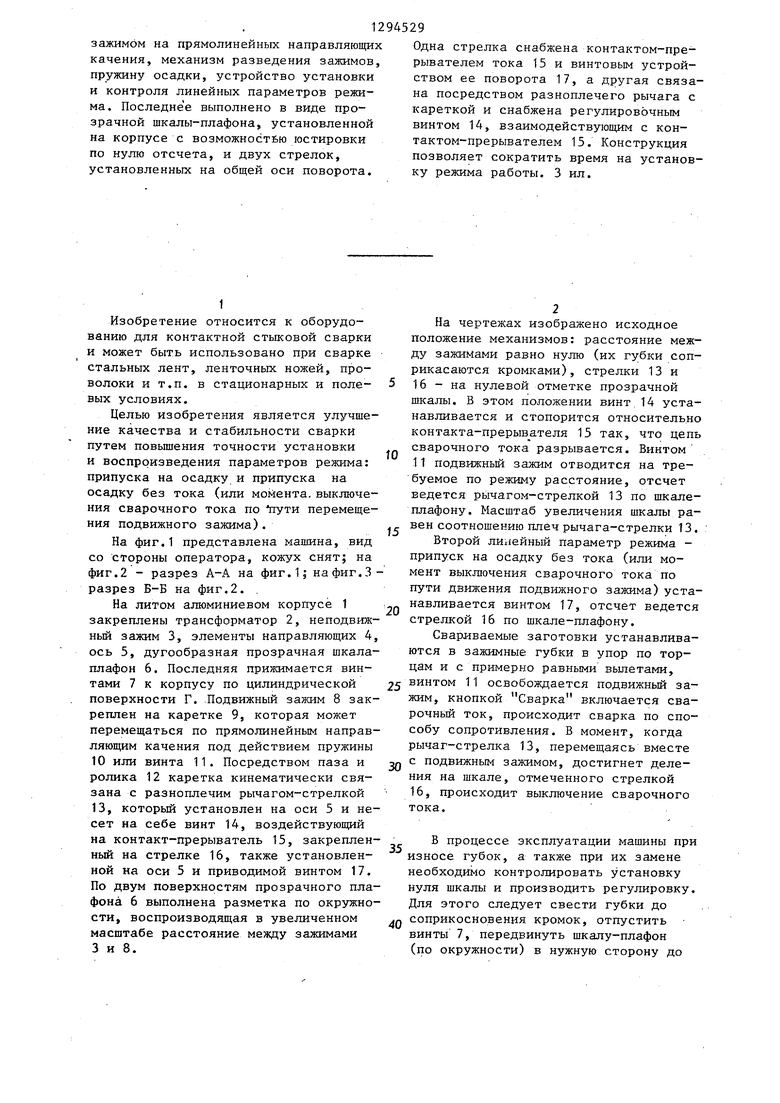
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки проволоки | 1985 |
|
SU1318362A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Машина для контактной стыковой сварки оплавлением с импульсным подогревом | 1978 |
|
SU739821A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Машина для контактной стыковой электросварки сопротивлением | 1973 |
|
SU475232A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| Ручной инструмент для контактной стыковой сварки проволоки | 1989 |
|
SU1712099A1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
Редактор А.Ворович
Составитель И.Фелицина
Техред М.Ходанич Корректор О.Луговая
Заказ 425/12Тираж 976 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Машина для контактной стыковой электросварки сопротивлением | 1973 |
|
SU475232A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Алехин П.Д | |||
| Машина КСЛ для контактной сварки ленточных ножей | |||
| - Сварочное производство, 1976, №6, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
