1
Изобретение относится к электрической контактной стыковой сварке сопротивлением, например, проволоки из черных и цветных металлов.
Известно, что при переналадке режимов стыковой сварки сопротивлением ъ случае изменения диаметра (толщины) свариваемых деталей необходимо изменять как исходное расстояние между зажимами /уст, так и величину осадки под током /т. Причем, при увеличении диаметра d (толщины) свариваемых деталей увеличивается как /уст, так и If.
В известных мащинах для электрической контактной стыковой сварки сопротивлением регулировка /уст и /т при изменении диаметра проводится раздельно, что приводит к уменьщению производительности за счет увеличения вспомогательного времени и снижению стабильности установки режимов.
Цель изобретения - повысить качество сварки и сократить вспомогательное время за счет автоматического поддержания постоянVT
ным отношения
Ir
Для этого механизм перемещения путевого выключателя, ограничивающего величину осадки свариваемых деталей под током, выполнен в виде подвижно установленного на оси, закрепленной в корпусе машины, кронщтейна, взаимодействующего посредством регулируемого винта с также подвижно установленным на той же оси подпружиненным рычагом, взаимодействующим своим свободным концом с регулируемым упором для установки исходного расстояния между зажимами.
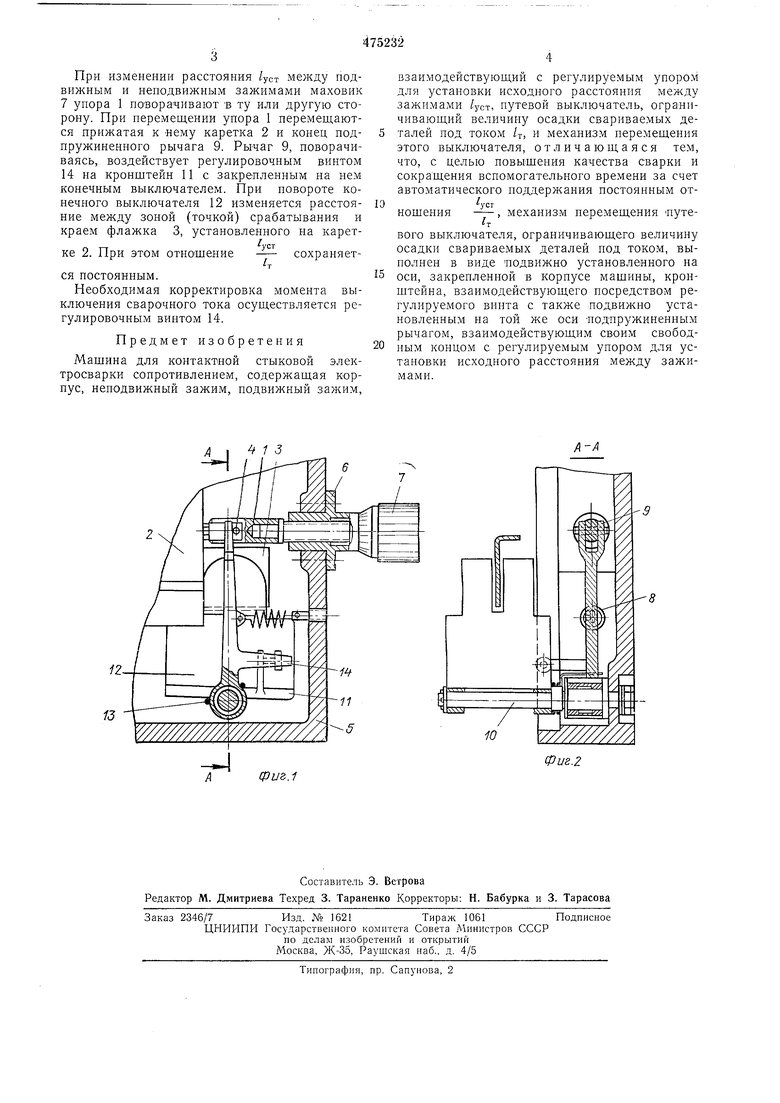
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - сечение по А-А
на фиг. 1.
В исходном положении перед сваркой к упору 1 пружиной (на чертенке не показана) прижимается подвижная каретка 2 с закрепленным на ней зажимным устройством и флажком 3. Упор I со щтифтом 4 завинчен в закрепленную на корпусе 5 мащины резьбовую втулку 6. Положение упора 1, а одновременно с ним и каретки 2, относительно резьбовой втулки 6 изменяется за счет вращения закрепленного на упоре маховика 7. К щтифту 4 упора 1 пружиной 8 прижимается рычаг 9, установленный подвижно на оси 10, закрепленной в отверстии корпуса 5. На оси 10 также подвижно установлен кронштейн 11 с закрепленным на нем путевыд бесконтактным выключателем 12. Кронштейн II кинематически связан с рычагом 9 при помощи пружины 13 и завинченного в выступ рычага 9 регулировочного винта 14.
Машина работает следующим образом.
При изменении расстояния /уст между подвижным и неподвижным зажимами маховик 7 упора 1 поворачивают в ту или другую сторону. При перемещении упора 1 перемещаются прижатая к «ему каретка 2 и конец подпружиненного рычага 9. Рычаг 9, поворачиваясь, воздействует регулировочным винтом 14 на кронщтейн 11 с закрепленным на нем конечным выключателем. При повороте конечного выключателя 12 изменяется расстояние между зоной (точкой) срабатывания и краем флажка 3, установленного па каретке 2. При этом отношение - сохраняетт
ся ностоянным.
Необходимая корректировка момента выключения сварочного тока осуществляется регулировочным винтом 14.
Предмет изобретения
Мащина для контактной стыковой электросварки сопротивлением, содержащая корнус, неподвижный зажим, подвижный зажим.
взаимодействующий с регулируемым упором для установки исходного расстояния между зажимами /уст, путевой выключатель, ограничивающий величину осадки свариваемых деталей под током /т, и механизм перемещения этого выключателя, отличающаяся тем, что, с целью повышения качества сварки и сокращения вспомогательного времени за счет автоматического поддержания постоянным отнощения -, механизм перемещения путеITвого выключателя, ограничивающего величину осадки свариваемых деталей под током, выполнен в виде ПОДВИЖНО установленного на оси, закрепленной в корпусе машины, кронщтейна, взаимодействующего посредством регулируемого винта с также подвижно установленным па той же оси тюдпружиненным рычагом, взаимодействующим своим свободным концом с регулируемым упором для установки исходного расстояния между зажимами.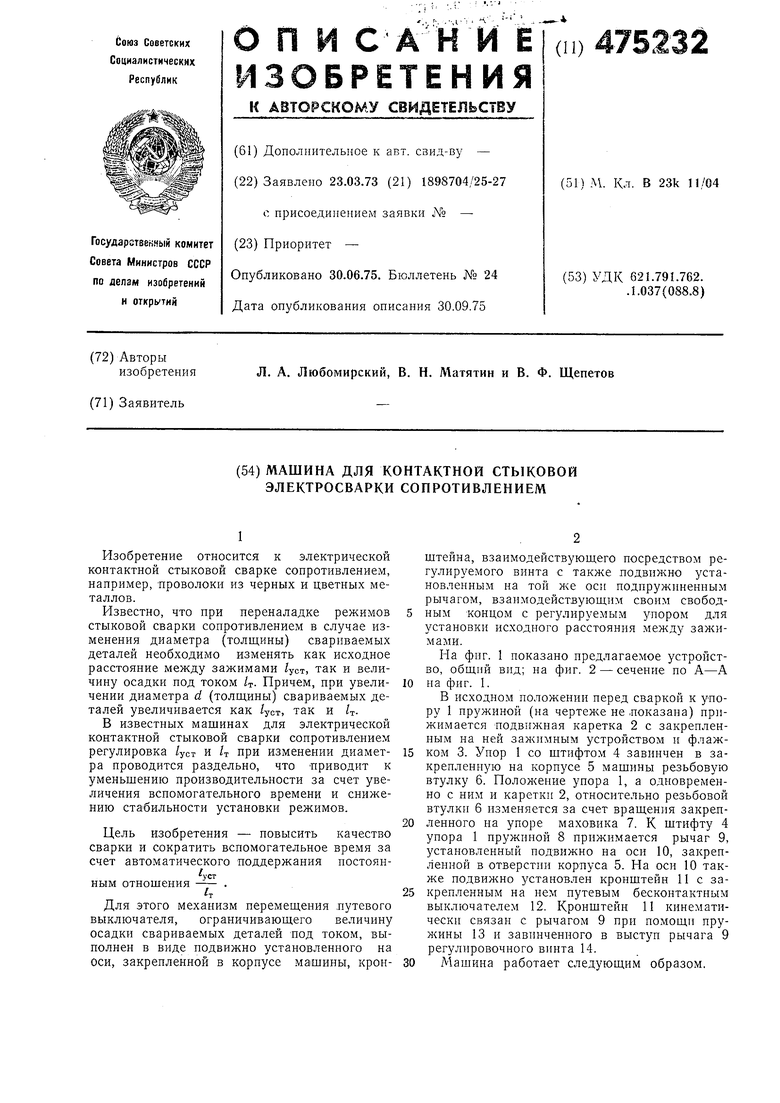
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки сопротивлением | 1984 |
|
SU1222459A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| Машина для контактной стыковой сварки оплавлением с импульсным подогревом | 1978 |
|
SU739821A1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1990 |
|
SU1770103A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Механизм оплавления и осадки стыкосварочной машины | 1990 |
|
SU1745461A1 |
| Устройство для контактной стыковой сварки | 1989 |
|
SU1655705A1 |
| Кондуктор машины для контактной стыковой сварки | 1986 |
|
SU1425011A1 |
фиг.1
