Изобретение относится к оборудованию для ультразвуковой сварки.
Целью из обретения является упрощение конструкции, инструмента, повышение производительности и стабильности процесса сварки.
На чертеже изображен ультразвуковой нcтpyмeнт, общий вид.
Инструмент для ультразвуковой свар- а (0,25:0,6), установлено экспеки содержит стержень 1 резонансной 10 длины и установленный концентрично стержню диаметром d полый цилиндрический элемент 2, выполненный в виде кольца с толщиной стенки высотой t, имеющий акустический контакт со 5 стержнем 1 и изготовленный из материала с акустическими свойствами, отличными от акустических свойств стержня 1 и коэффициента термического расширения меньшим, чем у материала 20 стержня 1.
Обеспечение акустического контакта при изготовлении устройства обеспечивается сборкой кольца 2 со стержнем 1 по посадке с гарантированным натягом. При этом благодаря конической поверхности, по которой происходит сопряжериментально. При д 0,25-у- резко
уменьшается количество тепла, вьщеля- ющегося в контакте кольца, со стержнем из-за уменьшения контактного давления. При ACT 056-7,- также резко
уменьшается количество выделяющегося в контакте стержня с кольцом тепла, что обусловлено уменьшением площади контакта. Кроме того, нагрев в этом случае локализуется у оси инструмента, становится неравномерным, что 25 ухудшает условия формирования сварного соединения и снижает производительность процесса сварки.
Соотношение I (0,6.0,9)d также установлено экспериментально. При Г 0,6d резко уменьшается количество вьщеляющегося тепла из-за недостаточной площади контакта стержня с кольцом. При f 0,9d увеличивается сложность изготовления инструмента без увеличения производительности процесса сварки.
ние, упрощается достижение гарантированного натяга и увеличиваются контактные напряжения по спрягаемым поверхностям.
Устройство работает следующим образом.
При введении ультразвуковых колебаний через стержень 1 в свариваемые материалы происходит нагрев зоны сварки, обусловленный действием нормальных напряжений и напряжений сдвига, которые приводят к внутренним пластическим деформациям металла, внутреннему и внешнему трению. Кроме того, при возбуждении ультразвуковых колебаний в инструменте происходит значительное тепловьщеление в месте
Соотношение I (0,6.0,9)d также установлено экспериментально. При Г 0,6d резко уменьшается количество вьщеляющегося тепла из-за недостаточной площади контакта стержня с кольцом. При f 0,9d увеличивается сложность изготовления инструмента без увеличения производительности процесса сварки.
В пределах изменения толщины стенки ACT и длины кольца t угол между образующей конической поверхностью и осью инструмента изменяется в пре30
35
40
делах от 6 до 15 , что обеспечивает значение минимальной толщины стенки кольца 4Й 1-2 мм.
Инструмент для ультразвуковой
контакта кольца 2 со стержнем 1, обу- сварки имеет более простую конструкцию. Кроме того, его использование позволит повысить стабильность и про изводительность процесса сварки.
словленное конической формой сопрягаемых поверхностей, а также тем, что коэффициент термического расширения материала кольца 2 меньше коэффициента термического расширения материала SO стержня 1. Вследствие более высокого коэффициента термического расширения при нагревании инструмента стержень 1 расширяется больше, чем охватывающее его кольцо 2. Поэтому в процессе 55 ческим контактом концентрично стерж- работы инструмента увеличивается дав- ню полый цилиндрический элемент, из- ление по сопрягаемым поверхностям, что способствует увеличению сил трения и увеличению количества тепла,
Формула изобретения
Инструмент для ультразвуковой сварки, содержащий стержень резонансной длины и установленный с акустиготовленный из материала с акустическими свойствами, отличными от акустических свойств стержня, о т jr и вьзделяющегося в месте контакта кольца 2 со стержнем 1, а значит и тепловыделения на рабочем торце инструмента. Более быстрый нагрев рабочего торца инструмента ускоряет нагрев свариваемых металлов в зоне сварки. Соотношение, согласно которому
риментально. При д 0,25-у- резко
уменьшается количество тепла, вьщеля- ющегося в контакте кольца, со стержнем из-за уменьшения контактного давления. При ACT 056-7,- также резко
уменьшается количество выделяющегося в контакте стержня с кольцом тепла, что обусловлено уменьшением площади контакта. Кроме того, нагрев в этом случае локализуется у оси инструмента, становится неравномерным, что ухудшает условия формирования сварного соединения и снижает производительность процесса сварки.
Соотношение I (0,6.0,9)d также установлено экспериментально. При Г 0,6d резко уменьшается количество вьщеляющегося тепла из-за недостаточной площади контакта стержня с кольцом. При f 0,9d увеличивается сложность изготовления инструмента без увеличения производительности процесса сварки.
В пределах изменения толщины стенки ACT и длины кольца t угол между образующей конической поверхностью и осью инструмента изменяется в пре
делах от 6 до 15 , что обеспечивает значение минимальной толщины стенки кольца 4Й 1-2 мм.
Инструмент для ультразвуковой
цию. Кроме того, его использование позволит повысить стабильность и производительность процесса сварки.
ческим контактом концентрично стерж- ню полый цилиндрический элемент, из-
ческим контактом концентрично стерж- ню полый цилиндрический элемент, из-
Формула изобретения
Инструмент для ультразвуковой сварки, содержащий стержень резонансной длины и установленный с акустическим контактом концентрично стерж- ню полый цилиндрический элемент, из-
готовленный из материала с акустическими свойствами, отличными от акустических свойств стержня, о т jr и чающийся
3
тем, что, с. цепью
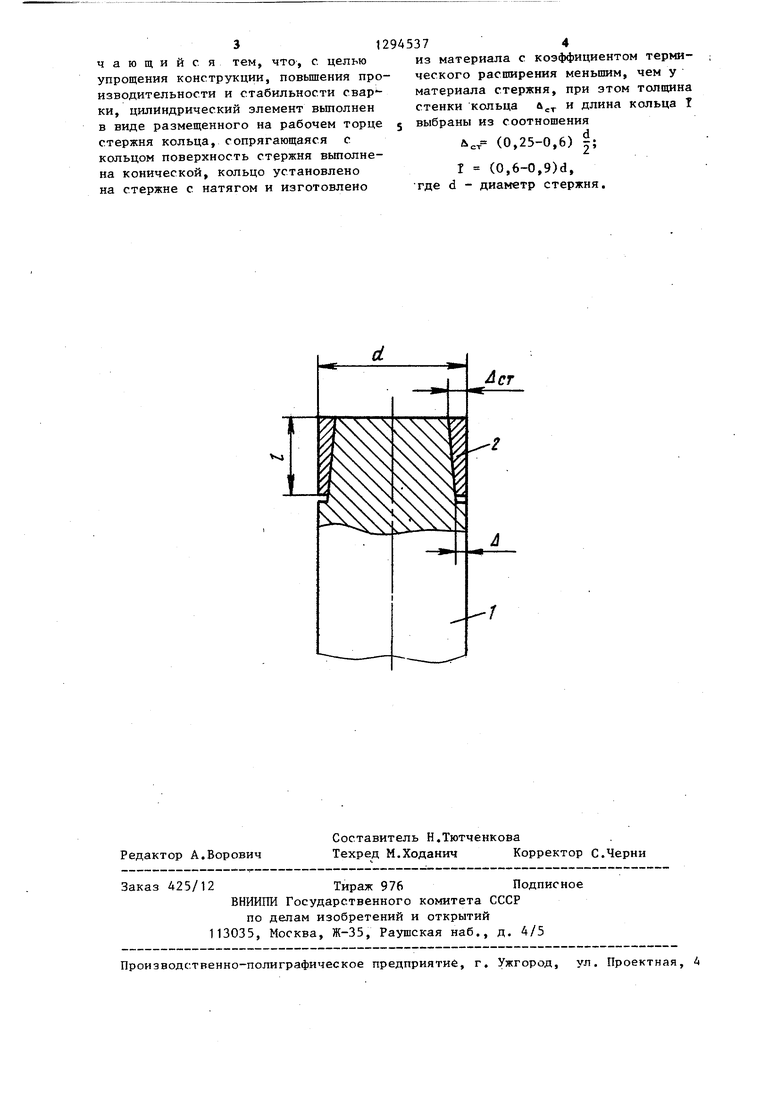
упрощения конструкции, повьщ1ения производительности и стабильности сварки, цилиндрический элемент вьтолнен в виде размещенного на рабочем торце стержня кольца, сопрягающаяся с кольцом поверхность стержня вьтолне- на конической, кольцо установлено на стержне с натягом и изготовлено
1294537
из материала с коэффициентом термического расширения меньшим, чем у материала стержня, при этом толщина стенки кольца длина кольца I выбраны из соотношения
&„ (0,25-0,6) |;
I (0,6-0,9)d, где d - диаметр стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1982 |
|
SU1031695A1 |
| Инструмент для ультразвуковой сварки | 1975 |
|
SU536918A1 |
| Инструмент для ультразвуковой обработки | 1977 |
|
SU623622A1 |
| ЗАГЛУШКА В СБОРЕ С КРЕПЛЕНИЕМ ГОЛОВКИ | 2009 |
|
RU2578245C2 |
| Способ диффузионной сварки телескопических соединений | 1991 |
|
SU1808582A1 |
| Горелка для сварки в среде защитных газов | 1990 |
|
SU1745474A1 |
| ЗАГЛУШКА В СБОРЕ С КРЕПЛЕНИЕМ ГОЛОВКИ | 2009 |
|
RU2481520C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КАРТРИДЖЕЙ ДЛЯ ОЧИСТКИ ВОДЫ | 2003 |
|
RU2241599C1 |
| Инструмент для ультразвуковой сварки | 1976 |
|
SU590110A1 |
| Способ обработки отверстий деталей пластическим деформированием | 1986 |
|
SU1425061A1 |
Изобретение относится к оборудованию ДЛЯ ультразвуковой сварки и позволяет повысить производительность и стабильность сварки. Инструмент содержит стержень с кольцом на. рабочей поверхности. Кольцо установлено с натягом на стержне и вьшолнено из материала с коэффициентом термического расширения меньшим, чем у материала стержня. Вследствие более высокого коэффициента термического расширения при нагревании инструмента стержень расширяется больше, чем кольцо. Это способствует увеличению сил трения и увеличению количества тепла, вьще- ляющегося на торце инструмента, что ускоряет нагрев в зоне сварки. 1 ил. Ш (Л ГС ю 4 сд оо 
Редактор А.Борович
Составитель Н.Тютченкова
Техред М.Ходанич Корректор С.Черни
Заказ 425/12Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Инструмент для ультразвуковой сварки | 1975 |
|
SU536918A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
