Изобретение относится к сварке давлением с подогревом, в частности к диффузионной сварке, и может быть использовано при изготовлении тонкостенных конструкций, например теплообменников, в криогецной технике и холодильной промышленности.
изобретения является снижение металлоемкости и повьппение надежности Теплообменника.
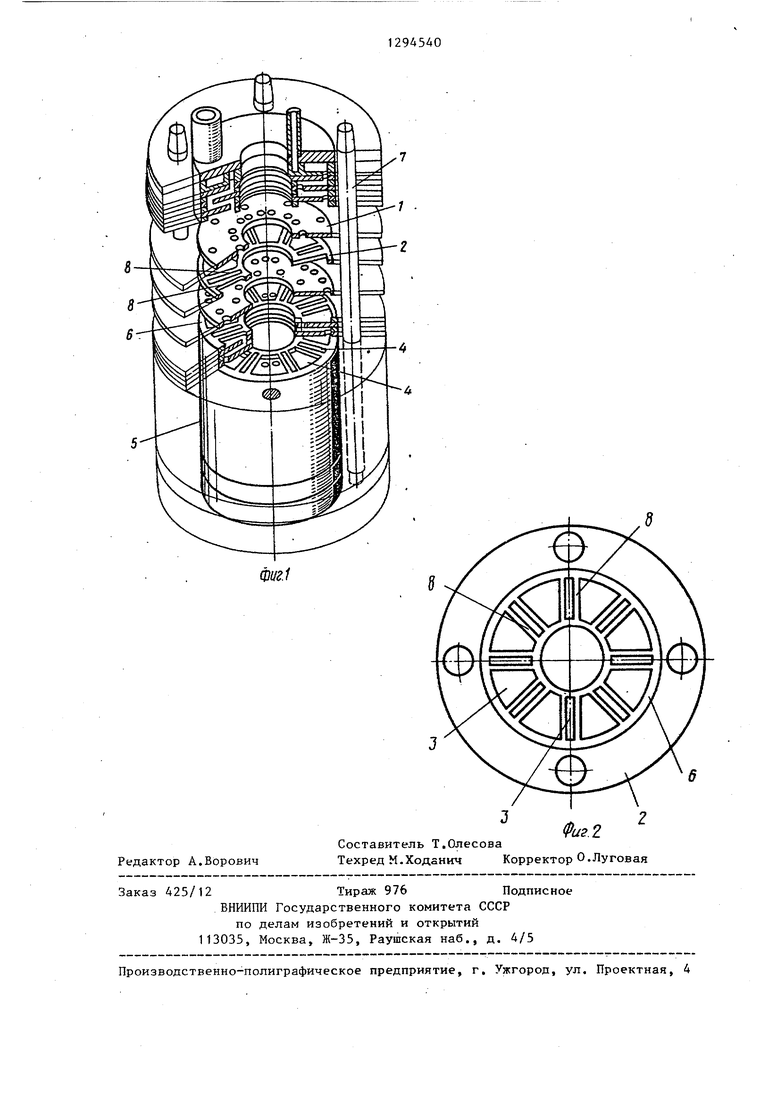
На фиг,1 показана схема осуществления способа; на фиг.2 - отдельная проставка.
Перфорированные пластины 1 и про- ставки 2 (фиг.1 и 2) с окнами 3, образующими каналы теплообменника 4, наружная стенка 5 которого образуетс наружными стенками 6 окон йроставок 2 и пластин 1, собирают на технологических стержнях 7.
Предварительно наружные стенки проставок выполняют шириной, превышающей ширину внутренних стенок 8 по меньшей мере в 2 раза. Собранный пакет нагревают сдавливают и соединяют пластины между собой. После сварки и охлаждения ширину наружных стенок 6 доводят до ширины внутренних стенок 8 механической обработкой.
Благодаря выполнению наружных стенок заготовок пластин и проставок шириной, превьш1ающей ширину внутренних стенок окон по меньшей мере в 2 раза и доводке их ширины после сварки до толщины внутренних стенок окон, сни- жается металлоемкость и надежность теплообменника за счет тонкостениост конструкции и сохранения ее формы в процессе сварки. При ширине на|руж
ных стенок менее чем в 2 раза превышающих ширину внутренних стенок, возникающие внутренние напряжения могут привести к смещению свариваем пс пластин, приводящему к снижению надежности теплообменников.
П. р-и м е р. Изготавливают кольцевой матричный теплообменник диаметром 32 мм, высотой 60 мм, с шириной наружных стенок каналов 1,5 мм. Предварительно наружные стенки пластин и проставок выполняют шириной 9,5 мм. На этих участках выполняют отверстия для технологических стержней. Собранные на стержнях пластины нагревают до , сдавливают усилием Р Г кг/мм и осуществляют их диффу25 мин в васварки и
охлаждения пакет обрабатывают до необходимого размера.
зионную сварку в течение кууме 10 мм рт. ст. После
Формула изобретения
Способ изготовления пластинчатых теплообменников диффузионной сваркой чередующихся перфорированных пластин и проставок с окнами, образующими каналы теплообменника, наружная стенка которого образуется наружными стенками окон, отличающийся тем, что,с целью снижения металлоемкости и повьш1ения надежности теплообменни- |ка, наружные стенки пластин и проставок выполняют шириной, превьшающей ширину внутренних стенок проставок по меньшей мере в 2 раза,а после сварки их ширину доводят до ширины внутренних.
Ф1/г.1
Редактор А.Ворович
fe2
Составитель Т.Олесова
Техред М.Ходанич Корректор О.Луговая
Заказ 425/12Тираж 976Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛООБМЕННИК | 1990 |
|
RU2028572C1 |
| Пластинчатый теплообменник | 1990 |
|
SU1768913A1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 1996 |
|
RU2100733C1 |
| Пластинчатый теплообменник и способ изготовления пластинчатого теплообменника | 2018 |
|
RU2686134C1 |
| Пластинчатый теплообменник и способ изготовления пластинчатого теплообменника | 2017 |
|
RU2659677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2001 |
|
RU2192340C1 |
| ЩЕЛЕВОЙ ТЕПЛООБМЕННИК | 2011 |
|
RU2472089C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526357C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526355C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526646C1 |
Изобретение относится к сварке давлением с подогревом, в частности к диффузионной сварке, и может быть использовано при изготовлении тонкостенных конструкций, например теплообменников в криогенной технике и холодильной промышленности. Целью изобретения является снижение металлоемкости и повьш1ение надежности теплообменника. Наружные стенки перфорированных пластин, образующих теплообменник, вьтолняют шириной, превышающей ширину внутренних стенок. Пластины собирают в пакет, нагревают их и сдавливают. После сварки пакет охлаждают и обрабатывают до необходимого размера. 2 ил. I (Л ГС О1 4
| Пластинчатый теплообменник | 1980 |
|
SU941845A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ диффузионной сварки разнородных материалов | 1981 |
|
SU965675A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
