129456
ности в работе загрузочного устройства путем обеспечения вторичной ориентации мелких деталей типа заклепок и подачи их в зону обработки.Для этого детали 4 из вибробункера 1 подаются по дорожкам 3 чаши 2 к втулкам 9 барабана 5. Во время остановки барабана 5 стержни 13 входят во втулки 9, а каналы 14 через коллектор 15 соединяются с вакуумной системой. Под
1
Изобретение относится к автоматизации технологических процессов, в частности процесса подачи мелких деталей типа заклепок,и может быть использовано в радио, злектротехничес- кой и часовой промьпвленности.
Цель изобретения - повышение надежности работы устройства путем обеспечения вторичной ориентации мелких деталей типа заклепок и подачи их а зону обработки.
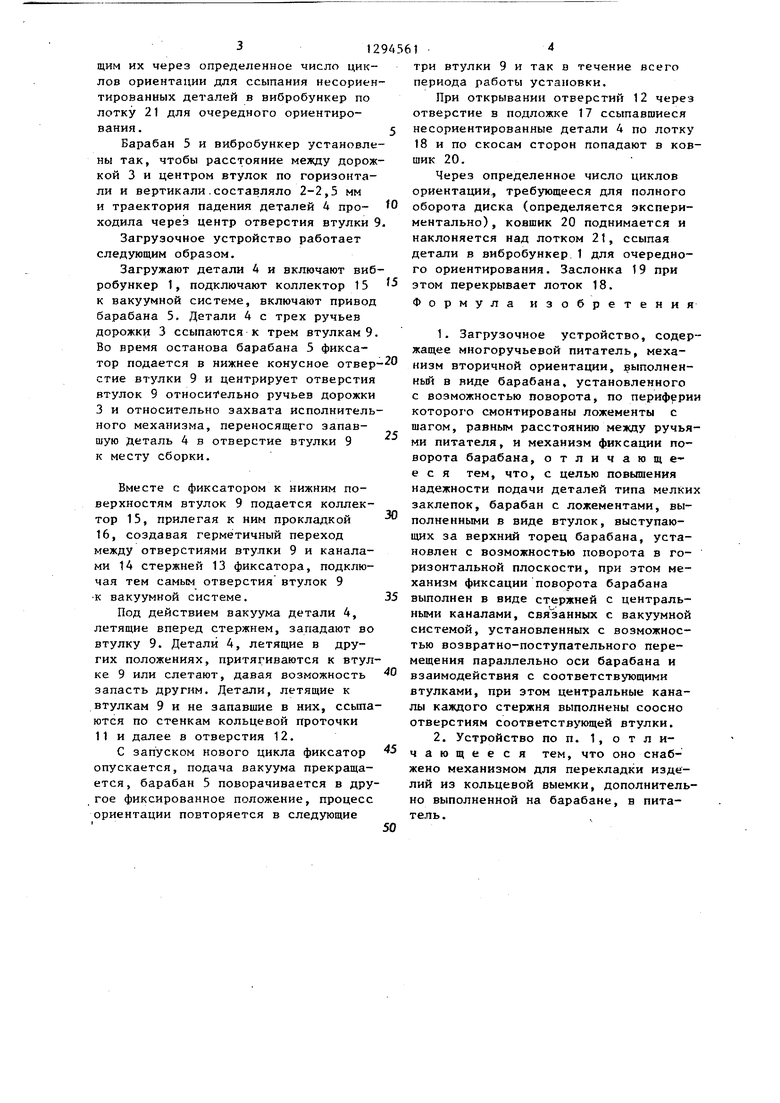
На фиг. 1 изображено загрузочное устройство, общий вид в продольном разрезе{ на фиг. 2 - вид А на фиг.1.
Загрузочное устройство содержит многоручьевой питатель, выполненный в виде вибробункера 1, чаша 2 которого имеет трехручьевые дорож1си 3, в чашу 2 загружаются детали 4, диаметр выемки ручьев дорожек 3 в 1,5 раза больше диаметра головки детали 4, а длина детали 4 соизмерима с диаметром, а также механизм вторичной ориентации. Механизм вторичной ориентации выполнен в виде барабана 5, закрепленного на вертикальном валу 6, установленном в корпусе 7, и связанного с индивидуальным приводом поворота посредством шестерни 8, закрепленной на валу 6. После поворота на определенный угол барабан 3 фиксируется фиксаторсж, на котором смонтирован коллектор.
На нижней торцевой поверхности барабана 5 по окружности запрессова- ны втулки 9, выступающие над верхней торцевой поверхностью с шагом, рав- нь&4 расстоянию между ручьями дорожки 3, и ймеияцие снизу заход в форме конуса, сопрягающегося периодически с фиксатором.
действием вакуума детали 4 западают во втулки 9. Детали, не запавшие ко втулки 9, ссыпаются в кольцевую проточку 11, откуда периодически при открывании отверстий и подложки 17 по лотку попадают в ковшик 20. Последний поднимается и наклоняется над лотком 21, ссыпая детали в вибробункер 1 для очередного ориентирования. 1 з.п. ф-лы, 2 ил.
Между осевой окружностью расположения втулок 9 и ступицей 10 барабана 5 имеется кольцевая проточка 11 с отверстиями 12, периодически открывающимися. Диаметр отверстий 12 равен ширине кольцевой проточки 11, шаг расположения их равен числу фиксированных положений барабана 5, центр их находится на диаметре барабана 5, проходящем через каждую третью втулку 9.
Фиккатор выполнен в виде стержней 13, количество которых равно количеству ручьев многоручьевого питателя.
Фиксатор установлен на верхнем фланце корпуса 7 под барабаном 5, стержни 13 которого смонтированы со- осно с отверстием втулки 9, верхняя выступающая часть стержней 13 имеет форму конуса, сопрягающегося во время центрирования с нижним конусным отверстием соответствующей втулки 9.
На каждом стержне фиксатора выполнены центральные каналы 14, выходы которых соединены с коллектором 15, подключенным к вакуумной системе. На верхней поверхности коллектора 15 установлена герметичная прокладка 16 Загрузочное устройство снабжено механизмом возврата в вибробункер несориентированных деталей, включающим подложку 17, прилегающую к барабану 5, имеющую одно отверстие, соос- ное с отверстием 12 и расположенное над лотком 18. К лотку 18 прилегает автоматическая заслонка 19 и ковшик 20, имеющие скос верхней части прилегающих сторон, равный уклону лотка 18.
Ковшик 20 и заслонка 19 снабжены индивидуальным приводом, поднимающим их через определенное число циклов ориентации для ссыпания несориентированных деталей в вибробункер по лотку 21 для очередного ориентирования .
Барабан 5 и вибробункер установлены так, чтобы расстояние между дорожкой 3 и центром втулок по горизонтали и вертикали.составляло 2-2,5 мм и траектория падения деталей Д про- ходила через центр отверстия втулки 9
Загрузочное устройство работает следующим образом.
Загружают детали 4 и включают вибробункер 1, подключают коллектор 15 к вакуумной системе, включают привод барабана 5, Детали 4 с трех ручьев дорожки 3 ссыпаются к трем втулкам 9. Во время останова барабана 5 фиксатор подается в нижнее конусное отвер стие втулки 9 и центрирует отверстия втулок 9 относительно ручьев дорожки 3 и относительно захвата исполнительного механизма, переносящего запавшую деталь 4 в отверстие втулки 9 к месту сборки.
Вместе с фиксатором к нижним поверхностям втулок 9 подается коллектор 15, прилегая к ним прокладкой 16, создавая герметичный переход между отверстиями втулки 9 и каналами 14 стержней 13 фиксатора, подключая тем самым отверстия втулок 9 к вакуумной системе.
Под действием вакуума детали 4, летящие вперед стержнем, западают во втулку 9. Детали 4, летящие в других положениях, притягиваются к втулке 9 или слетают, давая возможность запасть другим. Детали, летящие к втулкам 9 и не запавшие в них, ссьша ются по стенкам кольцевой проточки 11 и далее в отверстия 12.
С запуском нового цикла фиксатор опускается, подача вакуума прекращается, барабан 5 поворачивается в другое фиксированное положение, процесс ориентации повторяется в следующие
5
О.
20
25
- 35
-5 три втулки 9 и так в течение всего периода работы установки.
При открывании отверстий 12 через отверстие в подложке 17 ссыпавшиеся несориентированные детали 4 по лотку 18 и по скосам сторон попадают в ковшик 20.
Через определенное число циклов ориентации, требующееся для полного оборота диска (определяется экспериментально) , ковшик 20 поднимается и наклоняется над лотком 21, ссыпая детали в вибробункер 1 для очередного ориентирования. Заслонка 19 при этом перекрывает лоток 18. Формула изобретения
1.Загрузочное устройство, содержащее многоручьевой питатель, механизм вторичной ориентации, выполнен- HbDi в виде барабана, установленного
с возможностью поворота, по периферии которого смонтированы ложементы с шагом, равным расстоянию между ручьями питателя, и механизм фиксации поворота барабана, отличающееся тем, что, с целью повышения надежности подачи деталей типа мелких заклепок, барабан с ложементами, выполненными в виде втулок, выступающих за верхний торец барабана, установлен с возможностью поворота в горизонтальной плоскости, при этом механизм фиксации поворота барабана выполнен в виде стержней с центральными каналами, связанных с вакуумной системой, установленных с возможностью возвратно-поступательного перемещения параллельно оси барабана и взаимодействия с соответствующими втулками, при этом центральные каналы каждого стержня выполнены соосно отверстиям соответствующей втулки.
2.Устройство по п. 1, о т л и- чающееся тем, что оно снабжено механизмом для перекладки изделий из кольцевой выемки, дополнительно выполненной на барабане, в питатель .
Редактор В.Данко
Заказ 427/1-3
Тираж 787-Подписное.
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная., 4
фиг. 2
Составитель И.Щивьев
Техред Л.Сердюкояа Корректор И.Муска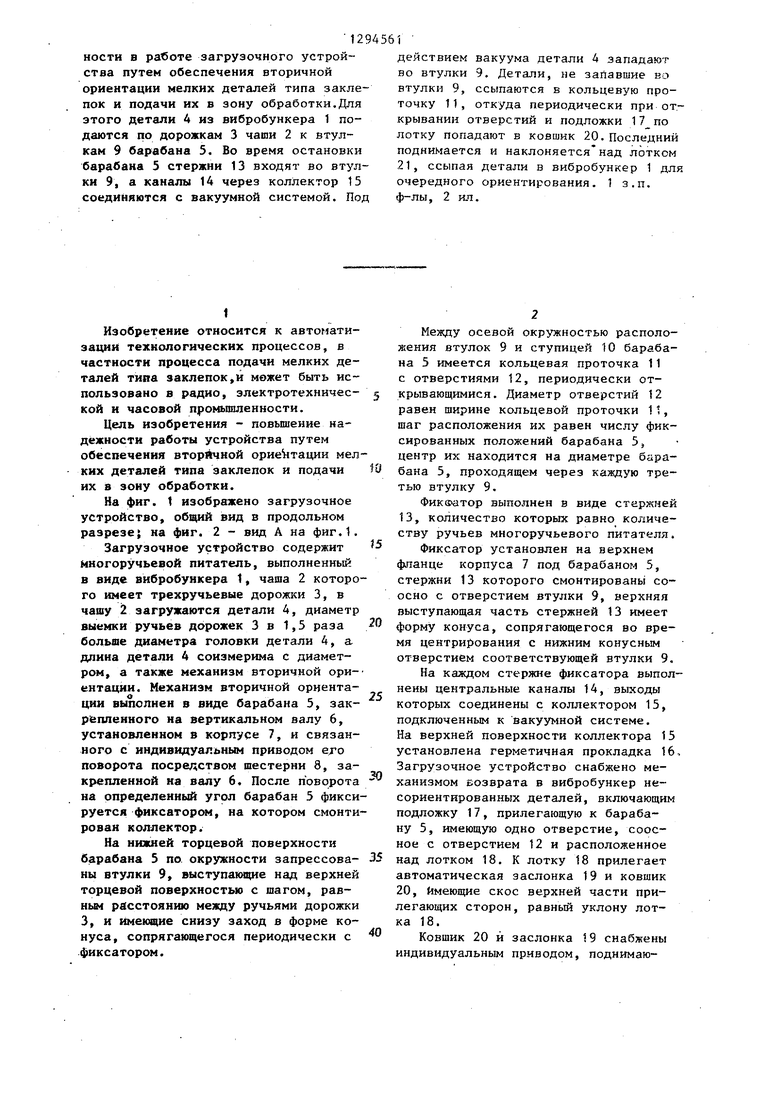
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации деталей | 1985 |
|
SU1247232A1 |
| Устройство для термообработки деталей типа стержней | 1981 |
|
SU985073A1 |
| Устройство для ориентированной укладки штучных изделий | 1983 |
|
SU1135691A1 |
| Устройство для счета предметов | 1983 |
|
SU1164756A1 |
| Загрузочное устройство | 1988 |
|
SU1583257A1 |
| Устройство для сборки комплекта деталей | 1987 |
|
SU1504054A1 |
| Устройство для ориентации и забивки контактов в гнезда колодки разъема | 1990 |
|
SU1823052A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Устройство для загрузки в штыревую кассету деталей | 1983 |
|
SU1156897A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
Изобретение относится к автоматизации технологических процессов, в частности к процессам подачи деталей типа заклепок и может быть использовано в. радио, электротехнической и .часовой промышленности. Целью изобретения является повышение надеж(Л ц)1/г.1
| Устройство для загрузки и выгрузки | 1983 |
|
SU1139612A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
