Известны переносные пневматические предназначенные для зачистки электродов у контактных сварочных машин головки, длина шпинделя которых больше диаметра.
Отличительной особенностью предлагаемой головки является закрепление абразивных дисков на резиновых подушках с двух сторон вращаюш,егося контейнера, смонтированного на внутреннем кольце шарикоподшипника. Такое выполнение предлагаемой головки обеспечивает ее компактность, что позволяет свободно разместить головку между свариваемой панелью и отведенным для чистки электродом.
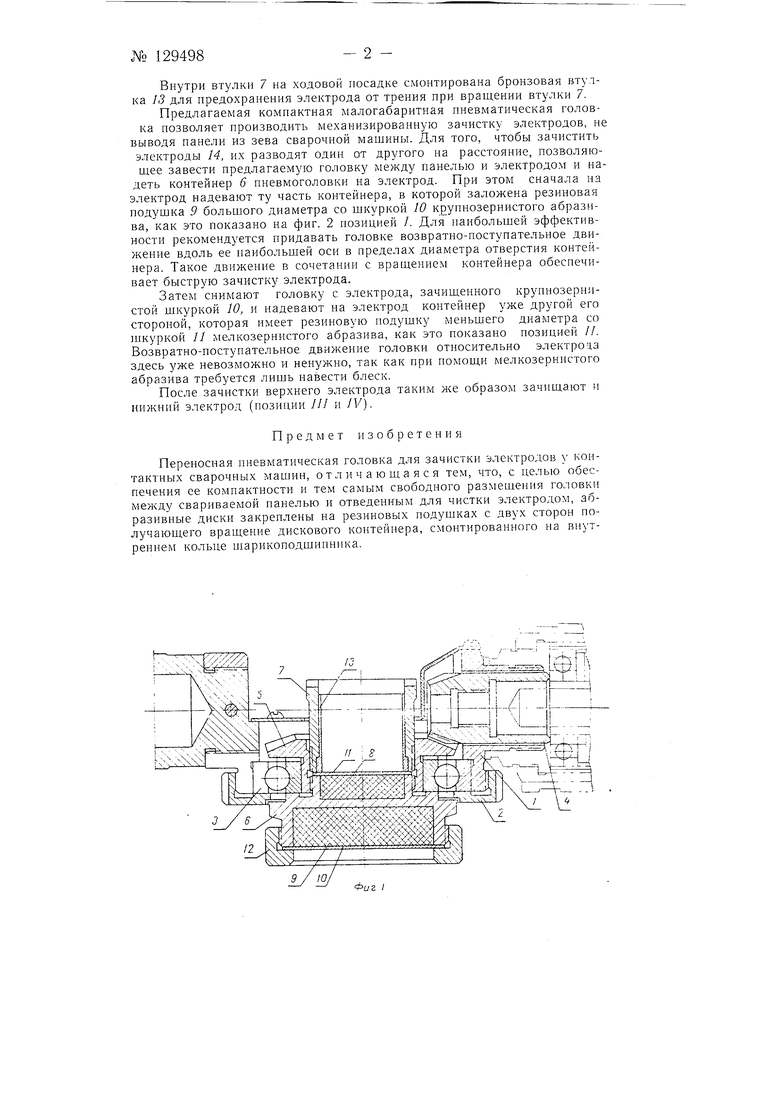
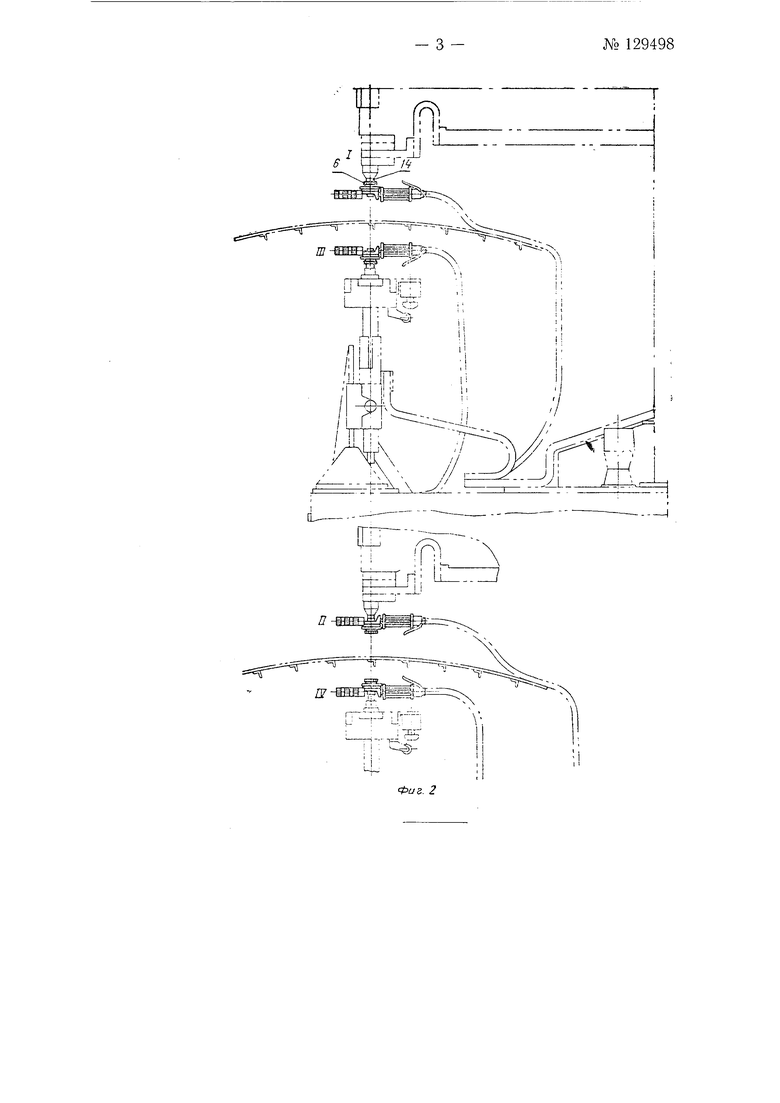
На фиг. 1 показана предлагаемая головка в продольном разрезе; на фиг. 2 - схема расположения головки относительно электродов в процессе их зачистки.
Головка предназначена для зачистки электродов у точечных, контактных электросварочных машин.
Привод головки осушествляется от пневмодвигателя угловой дрели.
Вместо удаленной угловой шпиндельной части дрели на том же посадочном резьбовом отверстии смонтирован корпус 1, в котором за наружное кольцо при помошн 2 удерживается однорядный радиальный шарикоподшипник 3.
На валу пневмодвигателя и на внутреннем кольце шарикоподшипника смонтирована коническая пара, состоящая из ведущей шестерни 4 и ведомого конического колеса 5. В отверстии конического колеса о имеются две резьбовые нарезки, на одной из которых посажен контейнер (J, а на другой - втулка 7.
В контейнер 6 вставлены с обеих сторон резиновые подушки 8 и 9, на которые укладываются по одной абразивной шкурке, имеющей форму диска. На нодушку 9 большого диаметра укладывается шкурка 10 с более KpynHbiN зерном, а на подушку 8 малого диаметра - мелкозернистая шкурка 11. Шкурки 10 и // от проворота удерживаются втулкой 7 и гайкой 12.
Внутри втулки 7 на ходовой посадке смонтирована бронзовая втулка 13 для предохранения электрода от трения при вращении втулки 7.
Предлагаемая компактная малогабаритная пневматическая головка позволяет производить механизированную зачистку электродов, ие выводя панели из зева сварочной машины. Для того, чтобы зачистить электроды 14, их разводят один от другого на расстояние, позволяющее завести предлагаемую головку между панелью и электродом и надеть контейнер 6 пневмоголовки на электрод. При этом сначала на электрод надевают ту часть контейнера, в которой заложена резиновая подущка 9 больщого диаметра со щкуркой 10 )упнозернистого абразива, как это показано на фиг. 2 позицией /. Для паибольщей эффективности рекомендуется придавать головке возвратно-поступательное движение вдоль ее наибольшей оси в пределах диаметра отверстия контейнера. Такое движение в сочетании с вращением контейнера обеспечивает быструю зачистку электрода.
Затем снимают головку с электрода, зачищенного крупнозернистой щкуркой 10, и надевают на электрод контейнер уже другой его стороной, которая имеет резиновую подущку меньшего диаметра со 1икуркой // мелкозернистого абразива, как это показано позицией //. Возвратно-поступательное движение головки относительно электрода здесь уже невозможно и ненужно, так как при помощи мелкозернистого абразива требуется лишь навести блеск.
После зачистки верхнего электрода таким же образом зачищают и нижний электрод (позиции /// и IV).
Предмет изобретен и я
Переносная пневматическая головка для зачистки электродов у контактных сварочных машин, отличающаяся тем, что, с целью обеспечения ее компактности и тем самым свободного размещения головки между свариваемой панелью и отведенным для чистки электродом, абразивные диски закреплены на резиновых подушках с двух сторон получающего вращение дискового контейнера, смонтированного на внутреннем кольце щарикоподщипника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки и заправки сварочных электродов | 1961 |
|
SU147476A1 |
| Сварочный манипулятор | 1960 |
|
SU135555A1 |
| Сварочный манипулятор | 1959 |
|
SU129266A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 2004 |
|
RU2260507C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 2004 |
|
RU2260506C1 |
| ЩЕТОЧНО-ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1973 |
|
SU407721A1 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2263017C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2266804C1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ЗАУСЕНЦЕВ И НЕРОВНОСТЕЙ НА СТАЛЬНЫХ ПЛАСТИНАХ | 1967 |
|
SU194928A1 |
| Стенд для сборки и сварки конических днищ | 1976 |
|
SU648368A1 |
Фиг I
