Изобретение касается сварочных манипуляторов для установки в рабочее положение крупногабаритных изделий при контактной точечной сварке.
Известные устройства такого рода, содержащие: поворотную решетчатую раму для закрепления изделий, расположенные на нодвижпых тележках две вертикальные стойки, несущие поворотпую раму с изделием и механизмы для иеремеидения тележек в продольном направлении, для перемепкния рамы в вертикальном направлении и для поворота рамы вокруг продольной оси, не обеспечивают автоматизапии проиесса выравнивания кривизны свариваемоГ поверхности и автоматизации перемещения изделия на очередную позицию сварки.
Для уетранения указанных недостатков предлагается вертикальные етойки снабдить двумя поперечными траверсами с .мя с ппортами, несущими раму с изделием, а электропривод меха1П зма поворота рамы и электроприводы вертикальиого перемещения траверс выполнить управляемыми с помощью электрощупов, устаповлеппых на сварочной машигге и взаимодействующих с поверхностью свариваемого изделия. Электроприводы механизмов продольного и поперечного перемещения изделия предлагается снабдить шаговым механизмом с дeмпфepo для осущеетвления прерывистого перемещения изделия на очередиую позицию сварки.
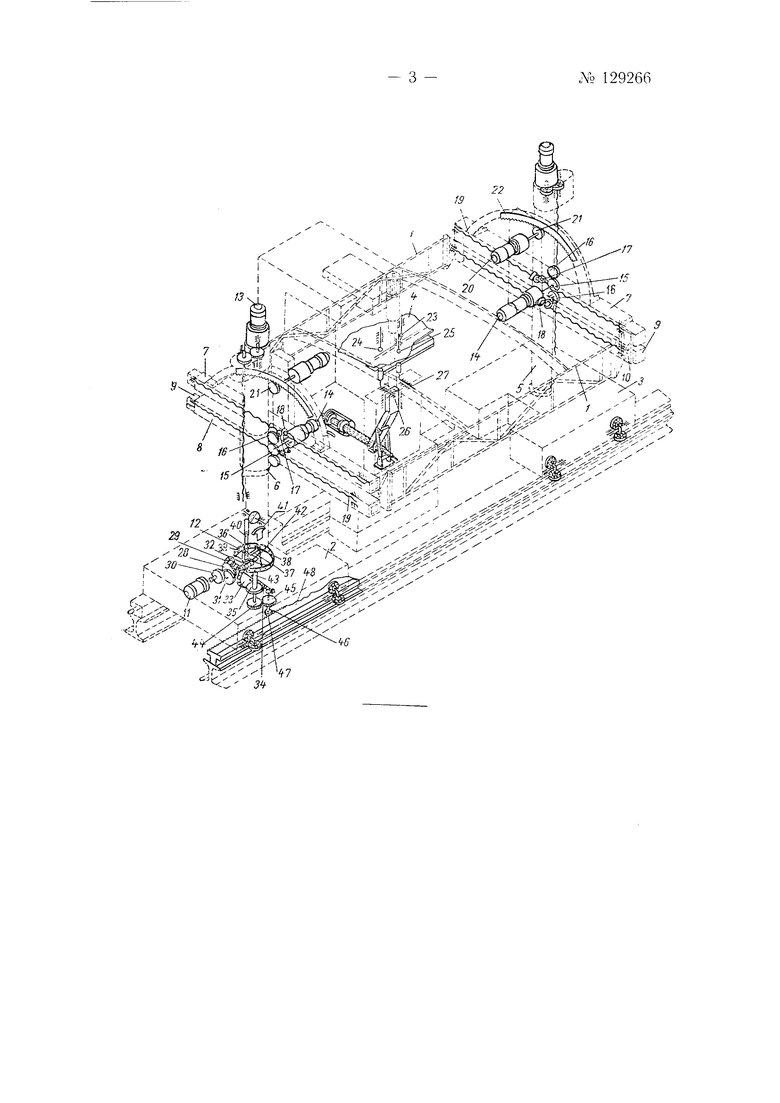
Иа чертеже представлена схема предлагаемого сварочного манипулятора.
Поворотная рещетчатая рама 1, сл жап1ая для закрепления свариваемого изделия, своими концами щарнирно связана с тележкалгп 2 и 3, 11еремеи1ающими раму в продольном направлении относительно сварочной машины. Для удерживания изделия служат ложе.менты 4. Каждая из тележек 2 и 3 иееет на себе колонну 5, на KOTopoii смонтирована Т|)аверса 6, несущая поворотные коромысла 7 и 8. По направляющ ;, ко№ 129266- 2 ., (
ром1ядс;-| 1№ 8Ш1акЖя суппорты 9, концы которых шарнирио соодпиепы по срсч1ш.,ями 10, в свою очередь шарнирно сосдииснпымн с концами с фЛ1 рамъг /
Для хпредйЖШого перемещения рамы с изделием одна из тележек 2 снабжена электроприводом е редуктором // и И1аговым механизмом 12. Для Ве1)1-икального .переЛКмдения рамы на каждой 1чолонне 5 предусмотрен электронрнвод с редуктором 13. Для ноперечного перемещен11Я изделия на траверсах 6 смонтированы электродвигатели с редукторами 14, которые поередством нгестерен /5 и 16 и конических нар 77 и 18 иеремен,1ают винты 19 с суппортами .9. Шестерни 18 являются гайками для винтов 19. Электроприводы с редукторами 20, смонтированные на траверсе, служат для новорота рамы. Шестерни 21 обкатываются по дуговым зубчатым рейкам 22 с внутренним заненлепием.
Для автоматической чстановкн нзделия в рабочее положение служат электрощуны 23, 24 и 25. Ро пИСовые улектрощуны 26 и 27 контролируют иоложеиие стрингера. Продольное иеремещенне можс-т осу цеетвляться от электродвигателя // через шестерни 28 и 29, 30 и -7/, червяк 32 и 1иестерню 33. Червяк 34 HjaroBoro механизма через нкстерню 35 BpaHiacT барабан 36. Фиксатор 37 включаетея под действием пружины 38, а выводится с помоип.ю реечио JHecTCpiui 39, рейки 40 и электромагиита 41. Враи.еиие барабана через демп(|)ер 42 передается na.iv 43, П1ес1ерпя 44 которого через Н1еетерпю 45 врап1ает вал 46. Последний с ПОМОН1ЫО HiecTcpHH 41 и ре1пчи 48 перемен1ает тележки и раму с изделием.
;1еми(|)ериое устроГктво военр1П11гмает удары, возннка1оп1.не при пеpe ieн(мппl нодвнжнел систем),, и возв эан1ает тележки и раму с изделием в ноложепие, оиределяемое фиксатором.
П р е д м е т и з о б i) е т е и и я
1.Сварочный манипулятор для устаповки крупис)1абаритных изделн11 в рабочее по.ложеипе при коптактпой точечной свар1 е, содержащн новоротпую решетчатую раму для закрепления пзделпя, расположенные на нодвнжных тележках две вертикальные етойкн, ,не поворотную раму с изделием и механнзмы для перемешения тележек в нродольном направленни, для перемещения рамы в верт1ткал1,пом направлении и для новорота рамы вокруг иродольной оеи, о т.ч и ч а ю HI и il с я тем, что, с целью обеснечепня возможноети перемещения рамы е пзделпем в поперечпом паправленнн, верт11ка;п н1,1е сто1п н снабжен; двумя попе)Кчнымн траверсами с двумя суппортами, necynuiMii раму с изделием.
2.Сварочпьп1 мапппулятор по п. 1, о т ;г п ч а ю ш ii il с я тем, что, с целью автоматизации процесса выравпивания крнвизпы свариваемой поверхности, электропривод мехапизма иово1)ота рамы и электроприводы вертикальиого перемен1ен1 я траверс выполнены управляемыми е иомощью электроп1унов, уетановлепн1)1х на сварочной машине п взапмодействуюших с поверхиостью свариваемого изделия.
3- Сварочньп манипулятор по im. 1 и 2, о т л и ч а ю HI, п и с я тем, что, е целью автоматизации процесса псремепгення нзделия на очередную позицию сварки, электроприводы мехаиизмов продольпого и поперечпого перемеп1еиия изделия спабжепы шаговым механизмом с демпфером для осун1ествления прерывистого перемен1,ения изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный манипулятор | 1960 |
|
SU135555A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1973 |
|
SU369992A1 |
| СВАРОЧНЫЙ МАНИПУЛЯТОР | 1967 |
|
SU198469A1 |
| Переносная пневматическая головка для зачистки электродов у контактных сварочных машин | 1959 |
|
SU129498A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИИ ДВОЙНОЙ КРИВИЗНЫ | 1969 |
|
SU239464A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Установка для контактной сварки крупногабаритных криволинейных конструкций | 1977 |
|
SU742069A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| Сварочный манипулятор | 1977 |
|
SU737177A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |