Известны устройства для зачистки и заправки сварочных электродов.
Однако известные устройства не обеспечи;вают достаточной производительности работ по зачистке и заправке электродов.
Предлагаемое устройство указанного недостатка не имеет. Это достигается .применением фасонной торцовой фрезы, режущая часть которой выполнена по. форме рабочего контура электрода и закреплена во вращающемся шлинделе. Шпиндель установлен в эксцентрично вращающуюся головку, чем обеспечивается планетарное движение фрезы вокруг обрабатываемого электрода.
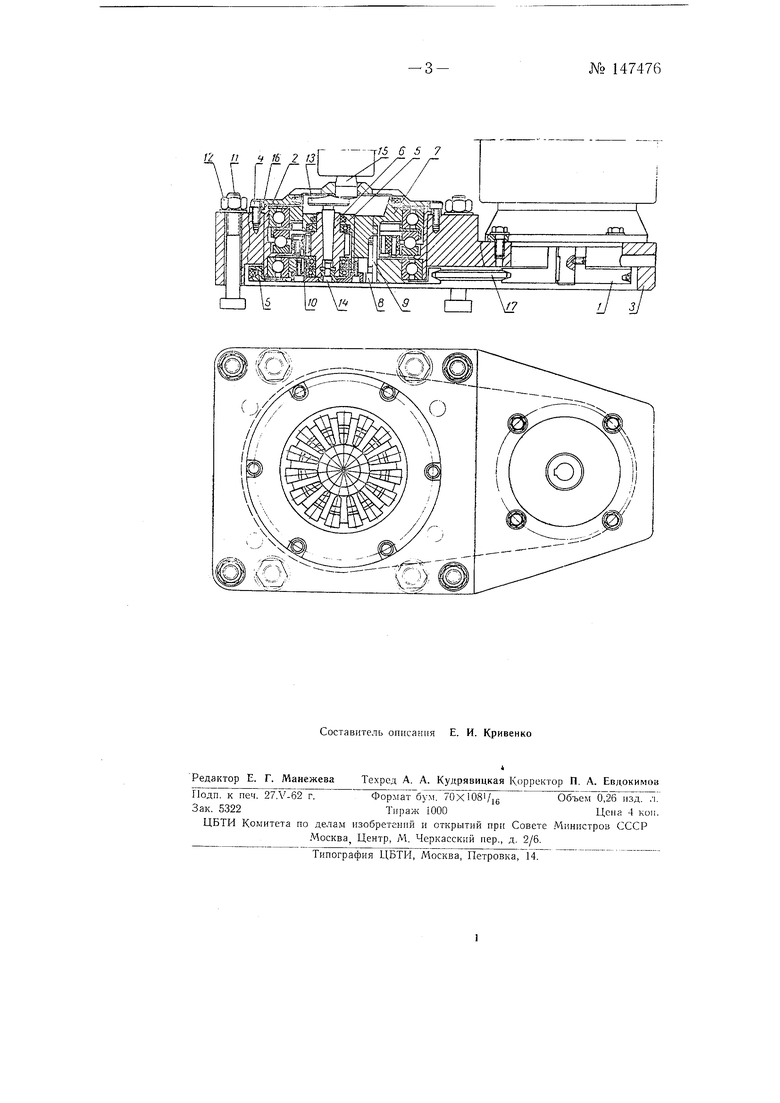
На чертеже изображена схема предлагаемого устройства.
Устройство включает электродвигатель со шкивом ) для клинопеременной передачи и специальную фрезерную головку, заключенную в цилиндрической гильзе 2, прифланцованную к телу плиты 3 винтами 4. Вращающаяся часть головки состоит из второго шкива 5, имеющего форму диска, с эксцентрично расположенной бобышкой, внутри которой на двух радиальных и одном упорном шарикоподшипниках смонтирована шестерня-шпиндель 6, и корпуса блока 7, имеющего форму ступенчатого тела вращения с эксцентрически расположенным отверстием, посаженного на бобышку шкива 5. Шкив 5 и корпус блока 7 соединяются между собой винтами 8 и штифтами 9. В стенках бобышки шкива 5 и корпуса-блока 7 в сторону наибольшего эксцентрицитета имеется сквозное отверстие, позволяющее осзществить нормальное зацепление шестерни-шпинделя 6 с неподвижным венцом. 10 (внутренним зацеплением), закрепленным на внутреннем кольцевом уступе гильзы 2. Плита 3 имеет двенадцать различно координированных станков. При этом сначала в Т-образные пазы стола станка заводятся два или четыре болта 11, на которые надевается плита 3 и закрепляется гайками 12.
ДГо 147476-2В коническое отверстие шестерни-шпинделя 6 вставляется фасонная грибковая фреза 13 и затягивается винтом М. Затем в конусное отверстие шпинделя, выбранного для эксперимента вертикально-сверлильного станка, через переходник, вставляется обрабатываемый электрод 75. Вращение шпинделя выключается. Стенд располагают на столе сверлильного станка, чтобы приемное отверстие фланцевой решетки J6 было соосно со шпинделем сверлильного станка. Для этого перед затяжкой гаек 12 опускают шпиндель с электродом в отверстие фланцевой решетки до контакта с зубьями фрезы 13. Затем затягивают гайки 12, а на шкале замера глубины подачи фиксируется исходное положение и устанавливается ограничительный упор на 0,05-0,2 мм от исходного -положения, после чего отводят электрод вверх и включают электродвигатель. Вращение электродвигателя через клиновой ремень 17 передается шкиву 5 -и корпусу блока 7. Шестерня-шпиндель 6, обкатывая непродвижный венец 10, вращает фрезу 13 вокруг своей оси и вокруг оси обрабатываемого электрода /5. Затем без удара опускают электрод до ограничительного упора. При этом снимается стружка с рабочей поверхности электрода. Электрод выводят из отверстия фланцевой решетки, осматривают, вынимают из шпинделя станка, вставляют следующий, и процесс повторяется.
Предлагаемая кинематика планетарного движения фасонной торцовой фрезы позволяет получить принципиально новое распределение скоростей резания кромок фрезы на различных диаметрах фасонной поверхности рабочей части электрода. Фреза, укрепленная конусным хвостовиком в отверстии планетарной шестерни-шпинделя 6, обкатывающаяся по неподвижному текстолитовому венцу 10, обрабатывает неподвижный электрод 15. При соотношении чисел зубьев планетарной шестерни-шпинделя и неподвижного венца, равном 1 : 2, скорость резания в любой точке рабочей поверхности электрода постоянна. При изменении соотношения в ту или другую сторону можно получить заданную скорость резания. Качество обработанной поверхности тем выше, чем больше зубьев имеет фреза, чем больше оборотов совершает фреза 1 в практически приемлемых пределах.
Предмет изобретения
Устройство для зачистки и заправки сварочных электродов, отличающееся тем, что, с целью увеличения производительности и механизации работ по зачистке и заправке, применена фасонная торцовая фреза, режущая часть которой выполнена по форме рабочего контура электрода и закреплена во вращающемся шпинделе, который установлен в эксцентрично вращающуюся головку, чем обеспечивается планетарное движение фрезы вокруг обрабатываемого электрода.
- 657
12 П ч К 2 13
сУз 5 да V W г V
// J/
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносная пневматическая головка для зачистки электродов у контактных сварочных машин | 1959 |
|
SU129498A1 |
| Расточная головка к сверлильным и т.п. станкам для проточки кольцевых торцовых канавок | 1959 |
|
SU130313A1 |
| Приспособление для зенкования фаски на торцевых ребрах шпоночного паза | 1977 |
|
SU663500A1 |
| Устройство для доводки плоских по-ВЕРХНОСТЕй дЕТАлЕй КлиНОВыХ зАдВижЕК | 1978 |
|
SU831563A1 |
| РЕЖУЩАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ МНОГОЗАХОДНЫХ КАНАВОК В ОТВЕРСТИИ ЗАГОТОВКИ | 2006 |
|
RU2340428C2 |
| Сварочный манипулятор | 1960 |
|
SU135555A1 |
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| Суппорт зубофрезерного станка | 1981 |
|
SU1026981A1 |
| Головка станка для сверления неметаллических материалов | 1973 |
|
SU464450A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2107592C1 |