Станки для зачистки заусенцев и неровностей на стальных пластинах магнитопроводов электрических машин при помощи абразивной ленты, содержащие механизм для перемещения абразивной ленты и обрабатываемых изделий и привод, известны.
Предложенный станок отличается от изьестных тем, что, с целью механизации процесса зачистки, механизм перемещения абразивной ленты представляет собой храповую передачу с фрикционными роликами, для перемещения изделий использован передвижной шток шпинделя и два связанные с ним отсекателя для поштучной подачи пластин на рабочую позицию. Кроме того, для сообщеНИН возвратно-пос1упательного перемещения подвижному штоку шпинделя в нем нрименены два ведомых шкива разного диаметра, один из которых жестко закреплен на шпинделе, а второй, холостой, имеет на торце выступы, воздействуюш.ие на кулачковую муфту, СБязалиую со штоком шпинделя.
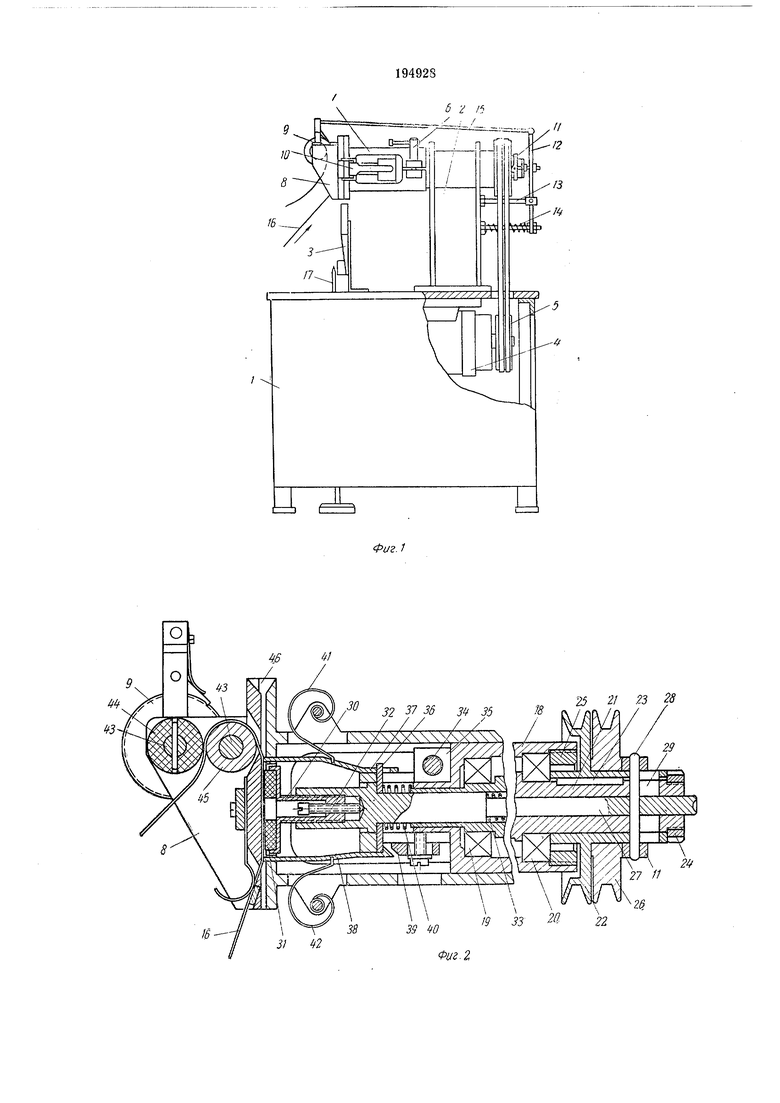
На фиг. 1 схематичееки изображен описываемый станок; на фиг. 2 показана в разрезе шлифовальная головка.
крышка 5 с роликами н храповым механизмом 9 прижата к шлнфовгльной головке зажимом JO.
Кулачковое кольцо // перемещает шток, отжимающий рычаг 12, сидящий на осн 13. В исходное положение рычаг возвраид,ает пружина 14. Тяга 15, возде11ствуя на храповой механизм, продвигает абразивную ленту 16. Штырь 17 сборника предназначен для сбора обработанных пластнн. В корнусе 18 (см. фиг. 2) на двух шариконодшипниках 19 и 20 смонтирован шпиндель 21, который через ступицу шкива 22, сидящего на шпонке 23, гайкой 24 наглухо прижат к внутреннему шарикоподшипника 20. Паружное кольцо этого подпшпника закреилено в корнусе гайкой 25. Второй конец шпинделя плавающий, Па ступице шкива 22 скользящей посадкой надет шкив 26, имеющий с торца два BiJciyна-кулачка. По sioii же cryriinie скользит кулачковое Kc,Tbno //,, связанное со плеском 1/ шгнфтом 2S, который нерсм чцается в нпо27дольном окне 29. В другой коней, штока 31, вставлен упор 30 с резиновой вставкой
32. Пружннп закрепленный в штоке винтом через унор 30 33 отжимает шток 27 влево и и резиновую ветавку 31 нрнжнмает обрабатглваемую пластину к a6pa3iH3Hoii ленте 16. Па выстуне корпуса 18 винтом 34 закрепле1 а муфта 35, в продольных пазах KOTopoii скол--зит шайба 36, приводящая в движение отсекатали 37 и 38. Снизу крепится упор 39. Пружина 40 постоянно отжимает шайбу 36 влево. Пружины 41 и 42 отводят отсекатели в исходное положение. На крышке 8 смонтирован механизм подачи абразивной ленты, состояш,ий из храпового механизма 9, на осях 43 которого насажены обрезимеиный 44 и металлический 45 ролики.
Передача движения от электродвигателя производится двумя клиновыми ремиями, вращаюидими шкивы 22 и 26, причем шкив 22 врашает непосредствеипо шпиндель 21, а шкив 26, будучи несколько большего диаметра, постоянно отстаег от шпинделя, а следэвательпо, и от кулачкового кольца 11, и, разминаясь с ним, периодически отжимает кольцо 11 и связанный с иим шток 2 вправо, благодаря чему упор 30 с резиновой вставкой 31, беспрестанно врашаясь, то отходит вправо, то вновь пружиной 33 возврашается влево и ирижимает обрабатываемую иластину к абразивной ленте.
Работает станок следуюш,им образом. Опущенная в приемник 46 обрабатываемая пластина покоится на отсекателе 37. При движении штока 27 вправо шайба 56 вначале скользит по продольному окну отсекателя 37 ; лишь под конец движеиия отводит этот отсекатель вправо настолько, что иластипа падает в камеру на отсекатель 38. В это время кулачковое кольцо // еоскакивает е выступов шкива и шток 27 под действием пружины 33 перемещается влево, а вращароп ийся упор 30 с резиновой вставкой 31 прижимает обрабатываемую пластииу к абразивной ленто. Вращаясь вместе с упором 30, пластина делает около 30 оборотов, будучи прижатой к абразивной ленте. После этого упор 30 вновь отводится вправо, нижний зуб шайбы 36 отьодит за собою отсекатель 38 и обработаинал пластина, выпав на лоток 3, катится до ограничителя, где, опрокидываясь, надевается на
щтырь 17 сборника.
Отсекатель 38 при дальиейшем движеняи вправо наталкиваетея на косой упор 39, сэскакивает с зуба шайбы 36 и пружиной 42 возвраи-1,аетея до упора п запирает камеру
шлифовальной головки 7. После этого, двигаясь дал:лие вправо, шайба 36 отзодит отсекатель 37, очередная пластина падает в прнемник 46 и цикл повторяется.
Предмет изо б р е т е и и я
1.Станок для зачистки заусенцев и перовиостей иа етальпых пластинах ма нитоироводов электрических машин при иомоши абразивиой лепты, содержаший механизм для перемещения абразивной ленты и обрабатываемых изделий и прпвод, огличающиис.ч тем, что, е целью механизац)и ироцеееа зачиетки,
мехаинзм иеремеи1еиия абразивной ленты состонт из х|1 повой передачи е фрикционными роликами, а для перемещения изделий используется передвижной шток шпинделя и применены два евязаииых ео штоком шппиделя отегкателя для поштучной иодачи пластпп иа рабочую позицию.
2.Станок но п. 1, отличающийся тем, что для сообщения возвратпо-поетуиательного перемещения подвижному штоку шиииделя, в
нем нрименепы два ведомых шкива разиого диаметра, одии из которых жеетко закреилен на шпинделе, а второй, холостой, имеет па торце выетуиы, воздейетвующие иа кулачковую муфту, связапную со штоком шпинделя.
5 г /
- //
.гПСп , п Г:П1 12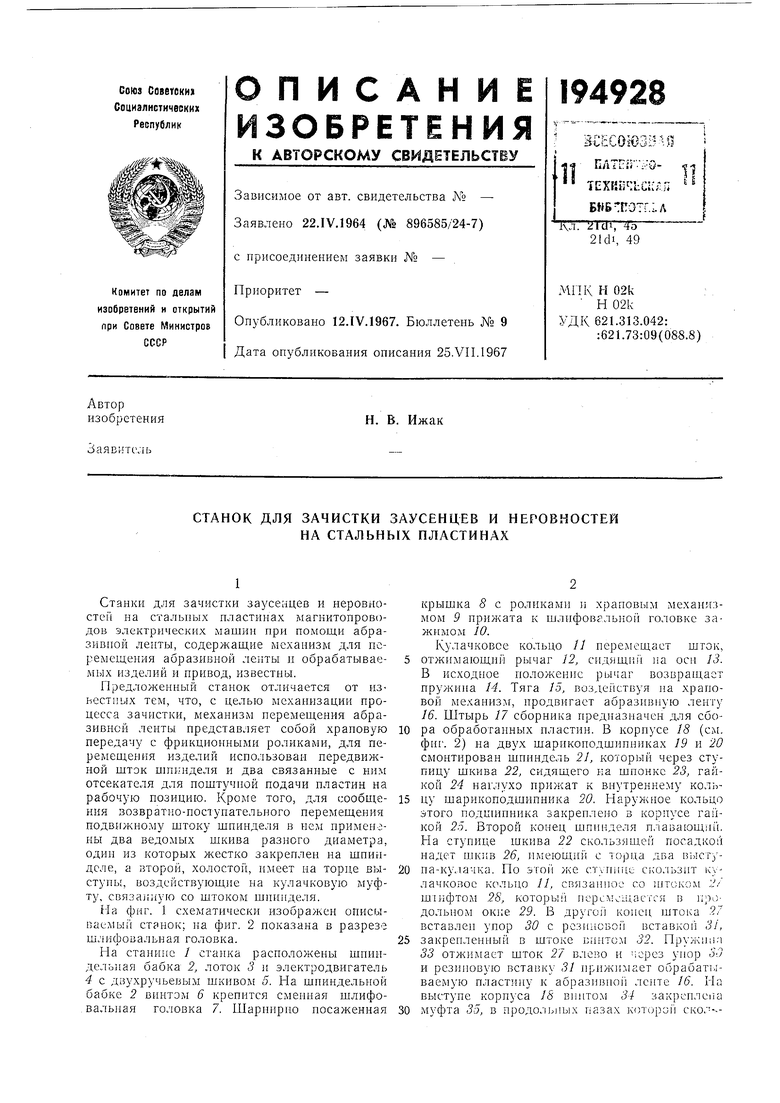

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сверления отверстий в пуговицах | 1976 |
|
SU558796A1 |
| Станок для абразивной обработки ко-лЕц пОдшипНиКОВ КАчЕНия | 1979 |
|
SU837787A1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Станок для обработки деревянных заготовок | 1976 |
|
SU650807A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |