Изобретение относится к пайке, в частности к способам пайки разнородных материалов, и может быть использовано в различных отраслях машиностроения при соединении титана со сталями, медью, никелем и их сплавами.
Целью изобретения является повышение качества и работоспособности соединения за счет снижения его хц.- мической неоднородности.
Способ реализуют следующим образом.
На соединяемых деталях выполняют разделку кромок и соединяют их последовательно с промежуточной вставкой из ниобия, производя нагрев и заполнение разделки кромок расплавленной присадкой, используя в качестве присадки при соединении титана с ниобие титановую проволоку и нагревая зону соединения при этом до 1673-1723 К.
Сталь с ниобием может быть соединена присадкой из медного сплава после получения соединения ниобий - титан . ,
Образование швов между ниобием и титаном, а также ниобия с вторым конструкционным материалом происходит без расплавления соединяемых поверхностей, т.е. реализуется процесс пай к6еварки.
Благодаря расплавлению только при садочной проволоки отсутствует взаим ное перемешивание взаимодействующих металлов и исключается процесс старения швов соединения. Уменьшаются химическая и фазово-структурная неоднородности, так как они определяются только интенсивностью протекания рас творно-диффузионных процессов при взаимодействии твердого основного металла с расплавом присадочной проволоки.
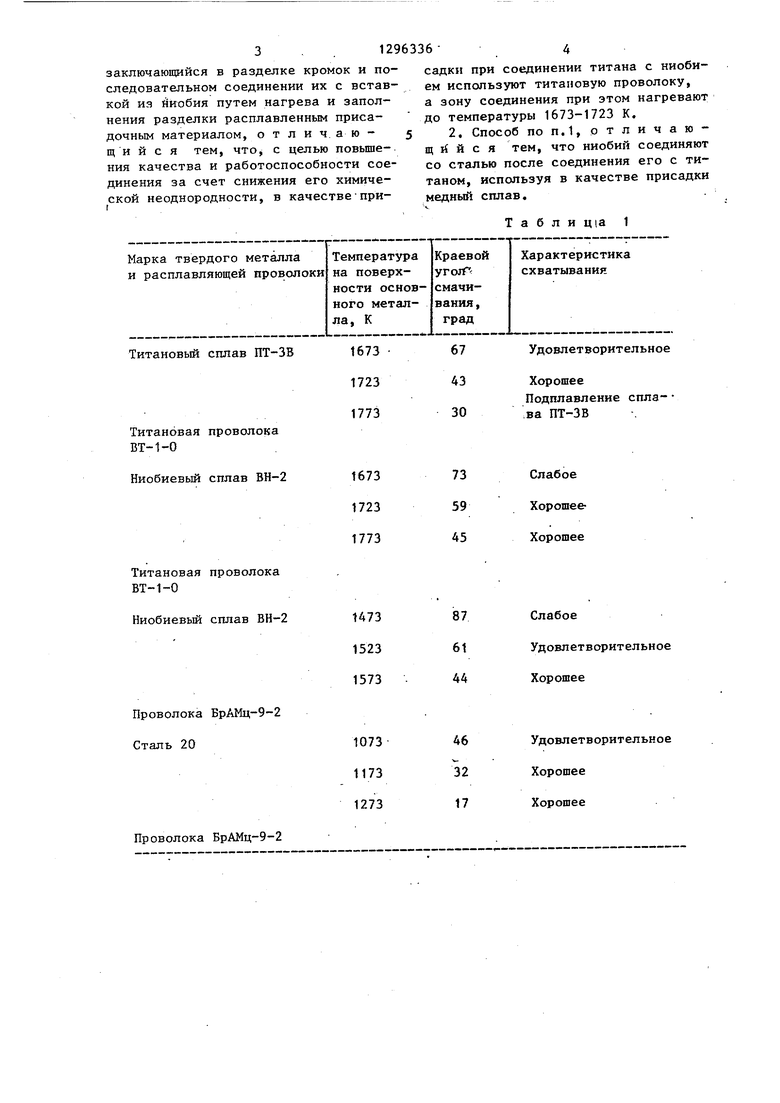
Последовательность вьшолнения шво в соединении обусловлена различиями в температурах плавления соединяемых .металлов и смачивания титана, тугоплавкой вставки и второго металла ЖИ кой фазой, что подтверждается данньм табл. 1. В аргоне и вакууме температура гарантированного смачивания титана и тугоплавкой вставки из ниобия расплавленным титаном составляет 1693-1723 К, температура плавления титана и его сплавов 1873-1933 К, а ниобия и его. сплавов 2673-2683.К. Смачивание стали, никеля расплавом
5
5
0
5 0
сплава на медной основе возможно уже при 1073 К, а ниобия - только при ne-i регревах до 1523 К.
Оптимальным с технологической и экономической точек зрения является выполнение соединений титана с другими конструкционными металлами пай- косваркой без расплавления соединяемых разнородных металлов при условиях, обеспечивающих установление в соеди- .нении изложенных температурных условий образования швов. Кроме того, благодаря выполнению в соединении вначале титанового шва титан ниобий, а затем медного шва ниобий - другой конструкционный металл получаемые соединения свободны от несплошностей типа несплавлений и отслоений.
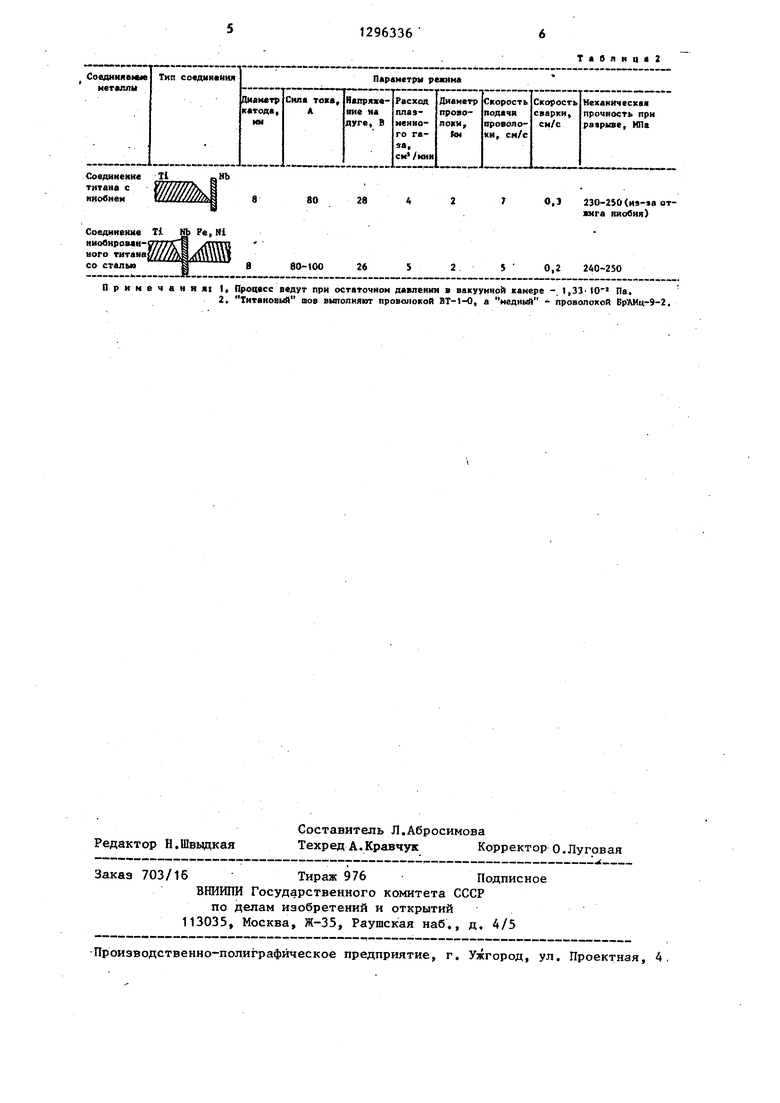
Пример, Электрической дугой в вакууме соединяли титановый сплав ПТ-ЗВ со сталью 20 толщиной 15 мм при диаметре титановой шайбы 90 м и стального кольца с внутренним диаметром 92 и наружным 180 мм. Вставку из тугоплавкого металла ниобия t ВН-2 - .выбрали толщиной 1 мм, длиной, равной длине окрун ности титановой шайбы, шириной, равной толщине соединяемых титана и стали. В ниобиевое кольцо вставляли титановую шайбу и соединяли пайкосваркой с использова- ,нием расплавляемой титановой присадочной проволоки ВТ-1-0 без расплавления ниобия и титана. При образова
нии титанового шва режим пайко- сварки обеспечивал температуру смачивания соединяемых поверхностей титаном 1723 К. Затем ниобиевую шайбу вставляли в стальное кольцо и соединяли пайкосваркой с использованием расплавляемой присадочной проволоки из сплава на основе меди-бронзы БрАМц-9-2 без расплавления ниобия и стали. При этом температура смачива- ния составляла 1523 К. Параметры режима пайкосварки, обеспечивающие температурные условия смачивания при образовании титанового и медного швов, и„свойства соединений сведены
2.
Оценка параметров режима сварко- пайки показывает их экономичность, а прочностные показатели - высокое качество соединений титан - сталь.
Формула изобретения
1. Способ соединения титана с металлами, П15еимущественно со сталью.
заключающийся в разделке кромок и последовательном соединении их с вставкой из йиобия путем нагрева и заполнения разделки расплавленньм присадочным материалом, о т л и ч. а ю - щ и и с я тем, что, с целью повышения качества и работоспособности соединения за счет снижения его химической неоднородности, в качествеприТитановый сплав ПТ-ЗВ
Титановая проволока ВТ-1-0
Ниобиевый сплав ВН-2
Титановая проволока ВТ-1-0
Ниобиевый сплав ВН-2
Проволока БрАМц-9-2 Сталь 20
Проволока БрАМц-9-2
садки при соединении титана с ниобием используют титановую проволоку, а зону соединения при этом нагревают до температуры 1673-1723 К.
2, Способ по п.1, отличающий с я тем, что ниобий соединяют со сталью после соединения его с титаном, используя в качестве присадки медньп сплав,
Ч.
Т а б л и ща 1
67 Удовлетворительное
43 Хорошее
Подплавление спла- 30 ва ПТ-ЗВ
73 Слабое 59 Хорошее 45 Хорошее
87 61
44
46 32 17
Слабое
Удовлетворительное
Хорошее
Удовлетворительное
Хорошее
Хорошее
Т«блнп«2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛА НА ОСНОВЕ СЛОЕВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СТАЛИ ИЛИ ТИТАНА С ОДНО- ИЛИ ДВУСТОРОННИМИ ШВАМИ | 2004 |
|
RU2284252C2 |
| Способ сварки плавлением стальных листов,плакированных титаном | 1982 |
|
SU1127717A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ СВАРКИ ЧУГУНА | 1996 |
|
RU2098248C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТАЛЕЙ С ТИТАНОМ И ЕГО СПЛАВАМИ ЧЕРЕЗ ПРОМЕЖУТОЧНЫЙ НАПЛАВЛЕННЫЙ СЛОЙ (ВАРИАНТЫ) | 2004 |
|
RU2290286C2 |
| Способ сварки плавлением разнородных металлов | 1983 |
|
SU1127718A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| ПРОВОЛОКА СВАРОЧНАЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2721976C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПРИСАДОЧНОГО МАТЕРИАЛА ДЛЯ ДУГОВОЙ СВАРКИ | 2014 |
|
RU2574930C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ ИЗ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2664746C1 |
| Способ получения медно-никелевого покрытия на поверхностях титановой пластины | 2018 |
|
RU2700441C1 |
Изобретение относится к области пайки, в частности к способу пайки разнородных материалов. Целью изобретения является повышение качества и работоспособности соединения за счет снижения его химической неоднородности. Титан соединяется со сталью через ниобий. На соединяемых деталях вьтолняют разделку кромок и соединяют их последовательно с промежуточной вставкой. Вначале соединяется титан с ниобием, используя в качестве 1фи- садки титановую проволоку. Заполнение разделки кромок осуществляют расплавленной присадкой. Зону соединения нагревают до температуры 1673-1723 К. Сталь с ниобием может быть соединена присадкой из медного сплава после по- с лучения соединения ниобий-титан. Бла- годаря расплавлению алько присадочной проволоки отсутствует взаимное перемешивание взаимодействующих металлов и исключается процесс старения швов соединения.. Уменьшаются химическая и фазовоструктурная неоднородности. 1 з.п. ф-лы, 2 табл. (Л С
Соединение li титана с няобнеи
80
80-100 26
28
0,3 230-250 ( отжига янобия)
2
0,2 240-250
Примечания I, Процесс ведут при остаточной давлении в вакуумной камере - 1,33 10 Па.
2, Тятвновый шов выполняют проволокой ВТ-1-0, а медный - проволокой Бр АИ1д-9-2,
Редактор Н.Швьщкая
Составитель Л.Абросимова
Техред А.Кравчук Корректор о.Луговая
Заказ 703/16Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ТИТАНА СО СТАЛЬЮ | 0 |
|
SU210972A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Куркумели А.А., Казеннов Ю.Н., Кузнецов И.К., Ринг И.Л | |||
| Применение сварки-пайки при изготовлении титан- стальных переходников | |||
| Сборник трудов НИКИМТ Сварочное производство, 1977, вып | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Рябов В.Р., Рыбкин Д.М., Куроч- ко Р.С., Стрижевская Л,Г | |||
| Сварка разнородных материалов и сплавов | |||
| М.: Машиностроение, 1984 | |||
| с, 155-161 | |||
