Изобретение относится к автоматизации сварочных процессов и может быть использовано для автоматического управления и стабилизации мощности электрической сварочной дуги.
Целью изобретения является повышение качества сварки путем повышения быстродействия управления мощностью электрической сварочной дуги.
Поставленная цель достигается тем, что регулирование мощности сварочной дуги производится изменением фактической длины дуги при постояНСтве вылета электрода. Изменение длины дуги осуществляется магнитным полем, причем поле формируется двумя электромагнитами, обеспечивающими отсутствие смещения дуги относительно стыка в процессе регулирования.
На чертеже представлено устройство для осуществления способа.
Устройство состоит из маломощного источника 1 питания, блока 2 умножения, неуправляемого выпрямителя 3, подключенного к сварочной горелке 4, электрода 5, возбуждающего сварочную дугу 6, схемы 7 сравнения, в которой происходит сравнение заданного значения управляющего сигнала с сигналом обратной связи и выход которой подключен к маломощному источнику 1 питания, щунта 8, включенного в сварочную цепь и предназначенного для получения сигнала, пропорционального току сварки, добавочного сопротивления 9, подключенного параллельно сварочной дуге и служащего для получения сигнала, пропорционального напряжению на дуге, двух электромагнитов с полюсами 10 и 11 (второй электромагнит) и 12 и 13 (первый электромагнит), магнитные поля которых направлены встречно-параллельно и перпендикулярно вертикальной плоскости сечения, проходящей через стык свариваемых деталей, подключенных к маломощному источнику 1 питания, при этом выходные сигналы с шунта 8 и добавочного сопротивления 9 подаются в блок 2 умножения, на выходе которого формируется сигнал, пропорциональный мощности сварочт ной дуги.
Устройство работает следующим образом.
При загорании дуги на щунте 8 и добавочном сопротивлении 9 вырабатываются сигналы, пропорциональные току сварки и напряжению на дуге. В блоке 2 эти сигналы перемножаются, и сигнал, пропорциональный мощности, подается на схему 7 сравнения, причем в такой полярности, при которой увеличение напряжения обратной связи и„, вызывает увеличение тока питания первого и второго электромагнитов. Увеличение тока питания электромагнитов приводит к росту общей длины электрической дуги, а это, в свою очередь, приводит к уменьшению напряжения Uo,-.
Для спрямления дуги и увеличения ее мощности напряжение Us должно подаваться с противоположным знаком по отношению к напряжению обратной связи Uoc. Их разность уменьшает ток, питающий электромагниты, длина дуги уменьшается, а ее мощность возрастает. И наоборот, рост Уз, когда его полярность совпадает с напряжением
5 обратной связи, приводит к уменьшению мощности электрической сварочной дуги. Конструктивно электромагниты выполнены в виде двух .магнитопроводов, закрепленных на сварочной горелке. Катушки электромагнитов крепятся непосредственно на магнитопроводе.
Таким образом, способ автоматического управления мощностью электрической сварочной дуги позволяет упростить схе.му и конструкцию источников питания дуги, сни, зить их весо-габаритные и стоимостные характеристики, увеличить быстродействие управления мощностью электрической сварочной дуги, что улучшает качество сварных соединений. Кроме того, упрощение схемы источника питания позволит снизить затраты на его обслуживание.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом каплепереноса при электродуговой сварке и устройство для его осуществления | 1985 |
|
SU1296338A1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| Способ дуговой сварки | 1976 |
|
SU656760A1 |
| Система автоматического управления процессом сварки | 1984 |
|
SU1192920A2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2003 |
|
RU2272699C2 |
| Система автоматического управления процессом сварки | 1983 |
|
SU1199519A2 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Устройство для сварки в поперечном переменном магнитном поле | 1986 |
|
SU1318355A1 |
| Система автоматического управления процессом сварки | 1983 |
|
SU1107975A1 |
| Способ многоэлектродной дуговой сварки | 1991 |
|
SU1779504A1 |
СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МОЩНОСТЬЮ ЭЛЕКТРИЧЕСКОЙ СВАРОЧНОЙ ДУГИ, при котором измеряют электрическую мощность сварочной дуги, сравнивают ее значение с заданной величиной и полученным сигналом рассогласования воздействуют на исполнительные устройства, регулирующие параметры дуги, отличающийся тем, что, с целью повыщения качества сварки путем повыщения быстродействия, управление мощностью электрической сварочной дуги осуществляется изменением общей длины дуги при постоянном расстоянии между электродом и сварочной ванной путем воздействия встречно-параллельных магнитных полей, перпендикулярных столбу дуги и направлению движения сварочной горелки. (Л 00 Од IC ;D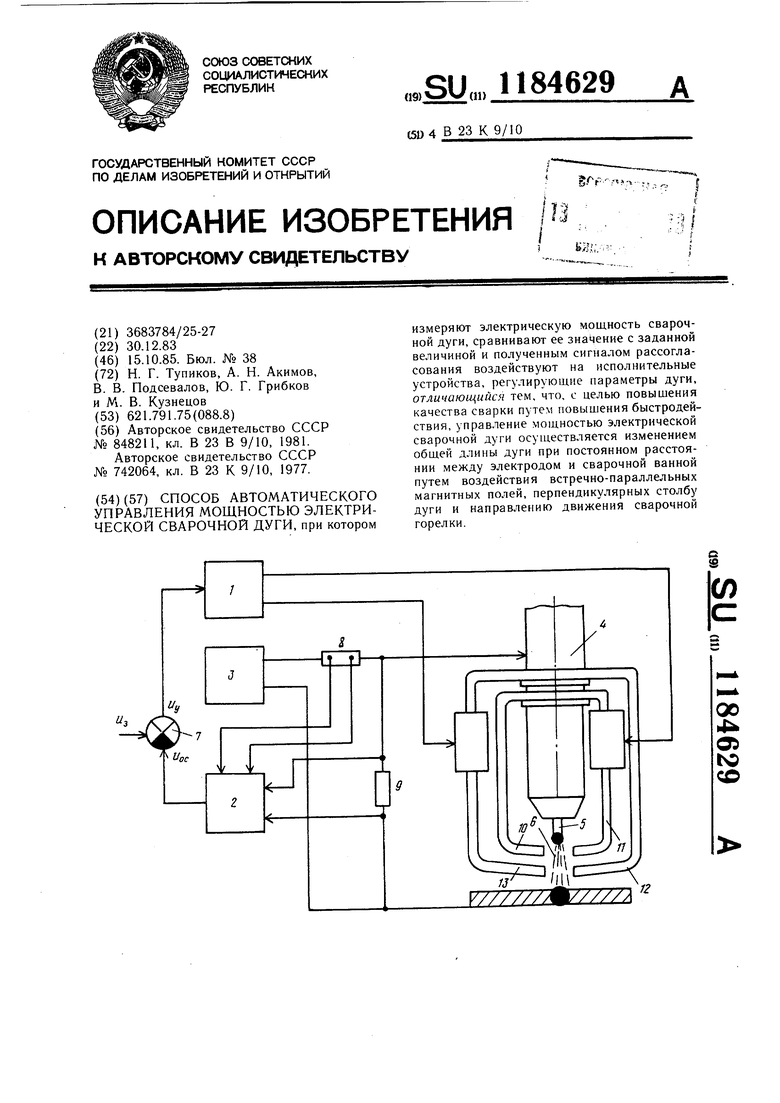
| Автоматический регулятор электрическогоРЕжиМА СВАРОчНыХ МАшиН | 1979 |
|
SU848211A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ регулирования процесса сварки тонкостенных изделий на повышенных скоростях | 1978 |
|
SU742064A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
