. с приводом, ограничитель угла поворота прихвата 2 и механизм перенастройки прихвата. Прихват 2 установлен на штанге 4 с возможностью поворота относительно последней вокруг ее оси. Механизм перенастройки выполнен в виде размещенной в корпусе зубчатой пары, включающей шестерню- 5, входящую в зацепление с зубчатым венцом втулки 6. Шестерня 5 связана со штангой 4 посредством втулки 6 и шпонки 7. Силовой механизм имеет тягу 8, которая размещена в отверстии штанги 4. На тяге 8 выполнена резьба, взаимодействующая с резьбовым участком штанги 4. Тяга подпружинена пакетом тарельчатых пружин 9. Планки 11 неподвижно закреплены на корпусе 1, Ограничитель, угла поворота прихвата 2 представляет собой
Изобретение относится к станкостроению, в частности к зажимным устройствам металлорежушлх станков.
Цель изобретения - расширение технологических возможностей путем автоматизации перенастройки прихвата на различные типоразмеры детали.
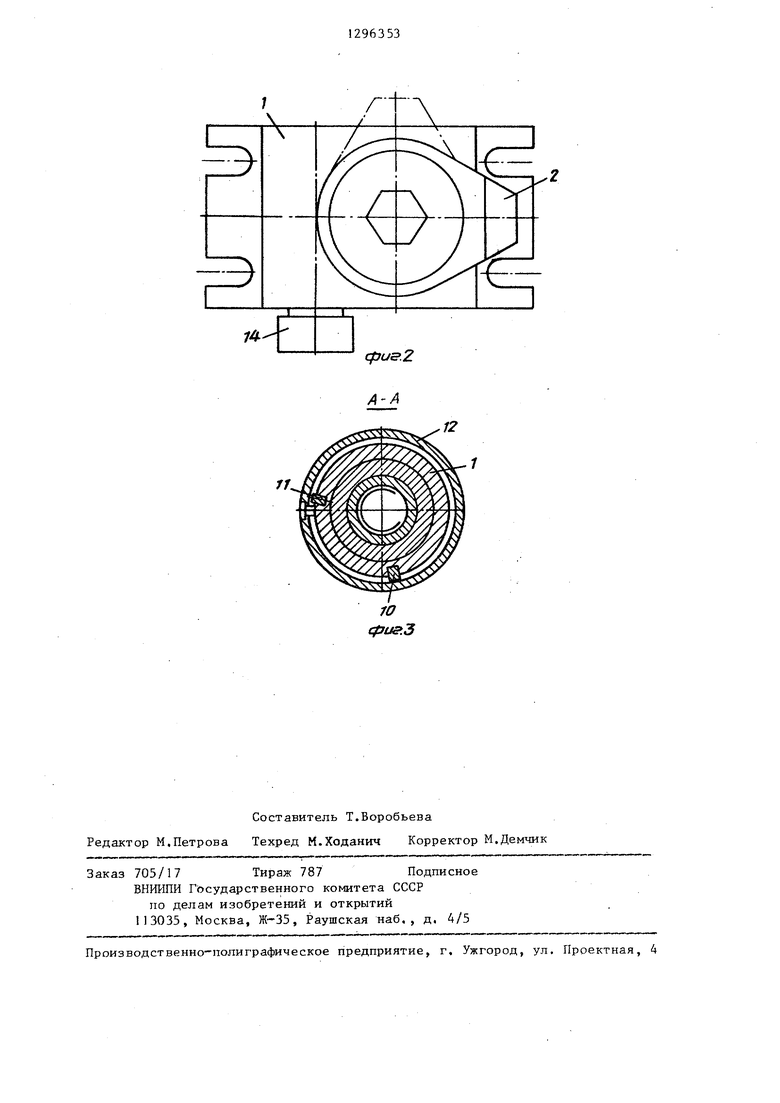
На фиг.1 изображено устройство, общий вид, разрез; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.1.
Устройство содержит корпус 1, поворотный прихват 2, силовой механизм с приводом (не показан), ограничитель угла поворота прихвата 2 и .механизм перенастройки прихвата 2. Прихват 2 закреплен болтом 3 на размещенной в корпусе 1 штанге 4 с возможностью поворота относительно последней вокруг ее оси.
Механизм перенастройки прихвата 2,выполнен в виде размещенной в корпусе 1 зубчатой пары, включающей шестерню 5, входящую в зацепление с зубчатым венцом втулки 6. Шестерня 5 связана со штангой 4 посредством втулки 6 и шпонки 7.
Силовой механизм имеет тягу 8, которая размещена в отверстии штанги 4. На тяге 8 выполнена резьба, взастакан 12, в нижней части которого установлен упор 13, взаимодействующий с планками 11, От привода вращение передается через шестерню 5 на штангу 4 с прихватом 2, вращение происходит до взаимодействия упора 13 с планкой 11, затем прихват со штангой продолжает перемещение вниз до соприкосновения с деталью 16. При этом крутящий момент на шестерне 5 возрастает, срабатывает п едохрани- тельная муфта и вращение шестерни 5 прекращается. Происходит предварительный зажим. Привод ci-шового механизма освобождает тягу 8, и пакет тарельчатых пружин 9 разжимается Возникающее при этом основное усилие пакет тарельчатых пружин 9 передает прихвату 2 через тягу 8 и штангу 4, окончательно зажимая деталь 16. 3 ил
имодействующая с резьбовым участком штанги 4. Тяга 8 подпружинена пакетом тарельчатых пружин 9,
Планки 10 и П неподвижно закреп- лены на корпусе I.
Ограничитель угла поворота прк- хвата 2 представляет собой стакан 12, в нижней части которого установлен упор 13, взаимодействующий с планками 10 и 11.
Устройство работает следукяцим образом.
Перед началом работы устройство приводят в исходное пололсение. От привода механизма перенастройки (не показан) через предохранитель- ную муфту 14 передается вращение
штанге 4 с прихватом 2 через шестер- ню 5, втулку 6 и шпонку 7.
Поворот (вращение) втулки 6 от шестерни 5 происходит за счет того, что шестерня 5 и зубчатый венец втулки 6 представляют собой аубчатуи винтовую косозубую пару. Оси шестерни 5 и втулки 6 расположены под углом 90 .
Прихват 2 поворачивается со штангой 4 за счет сил трения до касания упором 13 планки 10. После этого прихват 2 совершает толь:-со по ступательное перемещение вверх, до упора шпонки 7 штанги 4 в штифт 15 втулки 6. Поступательное перемещение вверх штанги 4 с прихватом 2 осуществляется при взаимодействии резьбового участка штанги 4 с резьбой на наруж- ной верхней части тяги 8 при вращении штанги 4 от втулки 6 через шпонку 7, Затем устанавливают и базируют деталь 16 в приспособлении. После этого посредством привода силового механизма толкают тягу 8, которая, перемещаясь вверх, сжимает пакет тарельчатых пружин 9 и удерживает штангу 4 в исходном ве рхнем положении до предварительного зажима детали 16.
Привод муфты 14 реверсируют, при этом шестерня 5 вращает штангу 4 с прихватом 2 в обратном направлении. Прихват 2 поворачивается до взаимодействия упора 13 с планкой 11, а затем продолжает переме дение вниз со штангой 4 до соприкосновения прихвата 2 с деталью 16, При этом крутящий момент на шестерне 5 резко возрастает, предохранительная муфта срабатывает и вращение шестерни 5 прекращается. Происходит предварительный зажим детали 16,
После этого привод силового механизма освобождает тягу 8, и пакет тарельчатых пружин 9 разжимается. Возникающее при этом основное усилие пакет тарельчатых пружин 9 передает прихвату 2 через тягу 8 и штангу 4, окончательно зажимая деталь 16.
После обработки происходит отжим детали 16.
6. Устройство находится в исходном положении. Производят смену детали 16, и цикл работы повторяется.
сБлагодаря наличию механизма перенастройки прихвата и встроенного компактного силового механизма данное устройство расширяет технологические возможности, обеспечивает
fO стабильность и надежность усилия зажима детали независимо от колебания размеров последней, позволяет использовать его в качестве как универсального зажима деталей, так и в
15 качестве автономного автоматизированного зажимного элемента в гибких автоматизированных производственных системах.
20,Формула изобретения
Устройство для зажима деталей, в корпусе которого установлены силовой механизм с приводом, поворотный
25 прихват, связанный со штангой, и
ограничитель угла поворота прихвата, отличающееся тем, что, с целью расширения технологических возможностей путем автоматизации
30 перенастройки прихвата на различные типоразмеры детали, устройство снабжено закрепленными на корпусе планками и механизмом перенастройки прихвата, вьтолненным в виде размещен35 ной в корпусе зубчатой пары, кинематически связанной со штангой, на которой установлен прихват с возможностью поворота вокруг ее оси, при этом в штанге выполнено отвер-
Привод силового механизма толкает 40 стие с резьбовым участком, а силовой
тягу 8, сжимая пакет тарельчатых пружин 9 с дополнительным усилием. При этом прихват 2 освобождает деталь 16 от зажима. Приводом механизма
механизм снабжен размещенной в упомянутом отверстии тягой с резьбой, предназначенной для взаимодействия
резьбовым участком штанги, причем
перенастройки вращают штангу. 4 и от- 45 ограничитель угла поворота прихвата ворачивают прихват 2 до взаймодейст- выполнен в виде закрепленного на прИ- вия упора 13 с планкой 11. Штангахвате стакана с упором в нижней час4 с прихватом 2 перемещается вверх|ти, предназначенным для взаимодейстдо упора шпонки 7 в штифт 15 втулки вия с планками.
6. Устройство находится в исходном положении. Производят смену детали 16, и цикл работы повторяется.
Благодаря наличию механизма перенастройки прихвата и встроенного компактного силового механизма данное устройство расширяет технологические возможности, обеспечивает
стабильность и надежность усилия зажима детали независимо от колебания размеров последней, позволяет использовать его в качестве как универсального зажима деталей, так и в
качестве автономного автоматизированного зажимного элемента в гибких автоматизированных производственных системах.
,Формула изобретения
Устройство для зажима деталей, в корпусе которого установлены силовой механизм с приводом, поворотный
прихват, связанный со штангой, и
ограничитель угла поворота прихвата, отличающееся тем, что, с целью расширения технологических возможностей путем автоматизации
перенастройки прихвата на различные типоразмеры детали, устройство снабжено закрепленными на корпусе планками и механизмом перенастройки прихвата, вьтолненным в виде размещенной в корпусе зубчатой пары, кинематически связанной со штангой, на которой установлен прихват с возможностью поворота вокруг ее оси, при этом в штанге выполнено отвер-
cfjus .Z

| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон для установки и закрепления деталей типа дисков | 1981 |
|
SU984703A1 |
| Устройство для закрепления деталей | 1981 |
|
SU1007903A1 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| Патрон для закрепления конических шестерен | 1973 |
|
SU506470A1 |
| Устройство для зажима обрабатываемых деталей | 1985 |
|
SU1256910A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ полых / | 1967 |
|
SU190174A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Станок для сверления отверстий в накладках тормозных колодок автомобиля | 1991 |
|
SU1814591A3 |
| Станок для сверления отверстий в накладках тормозных колодок | 1990 |
|
SU1743721A1 |
Изобретение относится к станкостроению, в частности к зажимным устройствам металлорежущих станков. Цель изобретения - расширение тех напогических возможностей путем автоматизации перенастройки прихвата на различные типоразмеры детали. Устройство содержит корпус 1, поворотный прихват 2, силовой механизм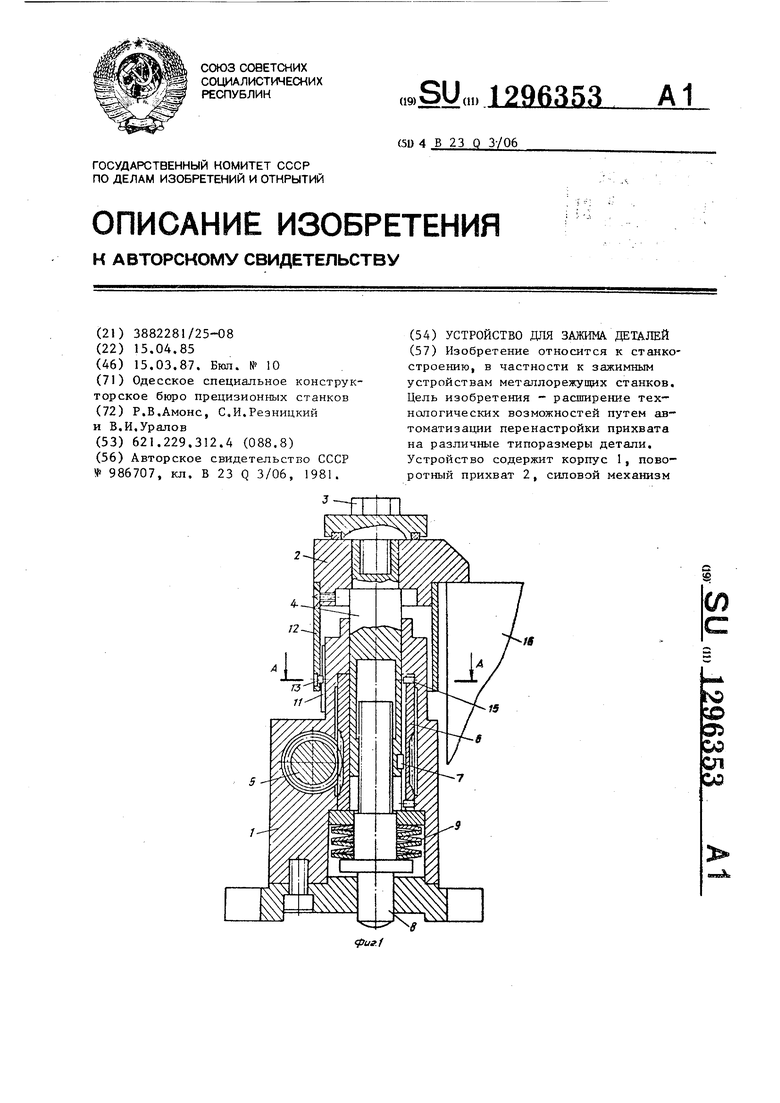
| Устройство для зажима деталей | 1981 |
|
SU986707A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
