Изобретение относится к станке- строению, например к шлифовальным станкам при подаче охлаждающей жидкости в зону обработки станков для глубинного шлифования пазов или других профилей.
Цель изобретения - повышение надежности работы устройства с обеспечением необходимой величины зазора
между кромкой сопла и периферией кру- О правки и к обрабатываемой детали (не
20
25
га.
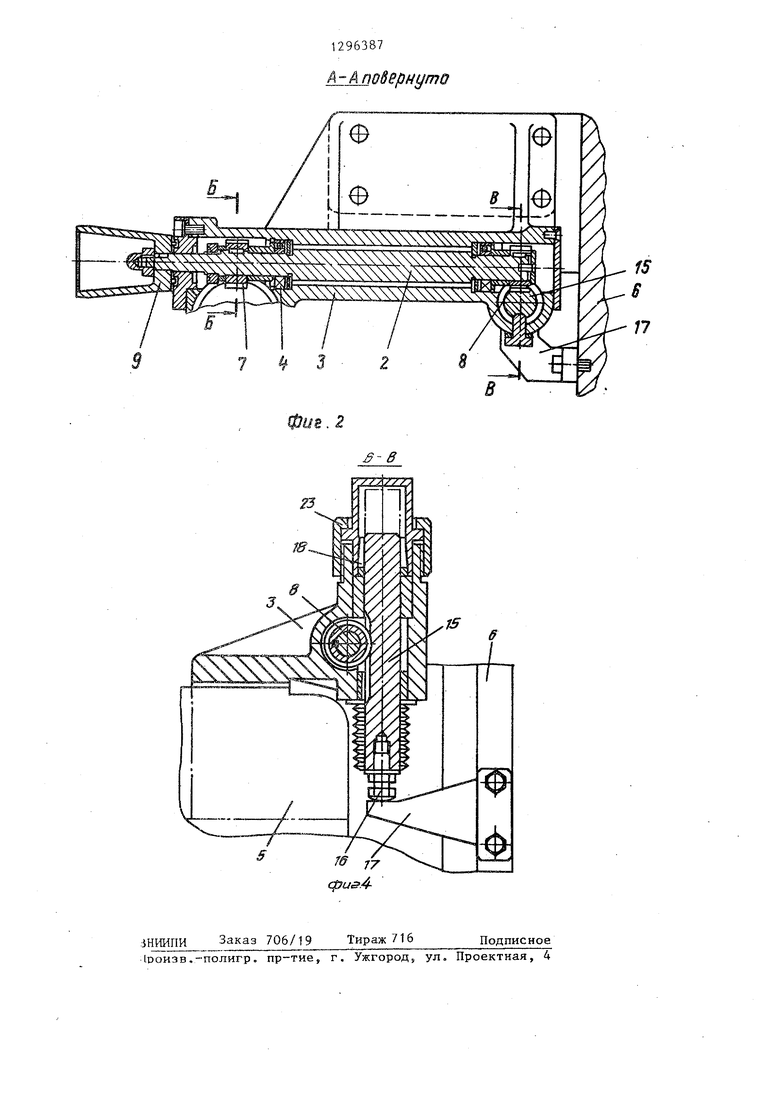
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.2. 5
Устройство содержит сопло 1 для подачи охлаждающей жидкости в зону обработки, перемещаемое приводом, включающим приводной вал 2, установленный в корпусе 3 на подшипниках 4.
Корпус 3 смонтирован на шлифовальной головке 5, перемещаемой на колонне 6. На валу 2 закреплены шестерни 7 и 8, а также маховичок 9 для ручной подналадки устройства.Шестерня 7 сцеплена с рейкой 10, несущей сопло 1, кромки 11 которого охватывают периферию шлифовального круга 12 с зазором, например, 0,2- 0,3 мм.
Кромки 11 расположены симметрично диаметральной плоскости шлифовального .круга 12 на расстоянии (фиг.З), В рейке 10 установлена пружина 13 для выборки зазора в зубчатых передачах и возврата сопел 1 в исходное положение при замене шлифовального круга 12. Торцы пружины 13 опираются на рейку 10 и корпус 3 посредством 40 регулировочного винта 14, которым осуществляется предварительный ее натяг. Шестерня 8 сцеплена с дополнительной рейкой 15, торец 16 которой взаимодействует в процессе компенса- 45 ции износа шлифовального круга 12 с жестким упором 17, установленным на колонне 6. Дополнительную рейку 15 охватывает фрикционное кольцо 18 пре30
35
показаны) торец 16 дополнительной рейки 15 взаимодействует с жестким упором 17. При этом шестерня 8 обка тывается по дополнительной рейке 15 и перемещается совместно с корпусом 3, преодолевая связь фрикционного кольца 18 с дополнительной рейкой 15. Посредством вала 2 вращение от шестерни 8 передается шестерне 7,ко торая перемещает рейку 10, несущую сопло 1, к шлифовальному кругу 12 в диаметральной плоскости на величину его износа. Перемещаясь, рейка 10 сжимает пружину 13, которая выбирае зазоры в зубчатых зацеплениях.
При перемещении шлифовальной головки 5 от обрабатываемой детали то рец 16 дополнительной рейки 15 отхо дит от упора 17.Дополнительная рейк 15 в отведенном положении удерживается от перемещения фрикционным кол цом 18.
Таким образом, как при износе шл фовального круга, так и при отводе шлифовальной головки 5 от обрабатываемой детали обеспечивается необхо димый зазор между кромками 11 сопла 1 и периферией круга 12.
Охлаждающая жидкость по каналу 1 высокого давления, щели 20 и карман 21 сопла 1 подается на очистку шлифовального круга 12, а по каналу 22 низкого давления подается в зону шл фования.
При замене шлифовального, круга 1 поворачивают гайку 23 и освобождают дополнительную рейку 15 от воздейст
дельного момента, воспринимающее уси-зо вия фрикционного кольца 18. Дополлие пружины 13, и обеспечивает ее установку в заданном положении упором 17 при подъеме шлифовальной головки 5. Передаточное отношение шестерен 7 и 8 двух реечных передач в направ- лении от сопла 1 к жесткому упору 17 выполнено меньше единицы.
Устройство работает следующим образом.
Предварительно устанавливают величину зазора между кромками 11 сопла и периферией шлифовального круга 12 посредством вращения маховичка 9, а также выставляют упор относительно плоскости обработки и закрепляют его на колонне 6. При перемещении шлифовальной головки 5 с кругом 12 к алмазному карандашу механизма
0
5
5
0 5
0
5
показаны) торец 16 дополнительной рейки 15 взаимодействует с жестким упором 17. При этом шестерня 8 обкатывается по дополнительной рейке 15 и перемещается совместно с корпусом 3, преодолевая связь фрикционного кольца 18 с дополнительной рейкой 15. Посредством вала 2 вращение от шестерни 8 передается шестерне 7,которая перемещает рейку 10, несущую сопло 1, к шлифовальному кругу 12 в диаметральной плоскости на величину его износа. Перемещаясь, рейка 10 сжимает пружину 13, которая выбирает зазоры в зубчатых зацеплениях.
При перемещении шлифовальной головки 5 от обрабатываемой детали торец 16 дополнительной рейки 15 отходит от упора 17.Дополнительная рейка 15 в отведенном положении удерживается от перемещения фрикционным кольцом 18.
Таким образом, как при износе шлифовального круга, так и при отводе шлифовальной головки 5 от обрабатываемой детали обеспечивается необходимый зазор между кромками 11 сопла 1 и периферией круга 12.
Охлаждающая жидкость по каналу 19 высокого давления, щели 20 и карману 21 сопла 1 подается на очистку шлифовального круга 12, а по каналу 22 низкого давления подается в зону шлифования.
При замене шлифовального, круга 12 поворачивают гайку 23 и освобождают дополнительную рейку 15 от воздейстнительная рейка 15 перемещается в исходное положение посредством пружины 13 через зубчатые передачи, а рейка 10 отводит сопло 1 от изношенного шлифовального круга в первоначальное положение. После этого гайкой 23 зажимают фрикционное кольцо 18 на дополнительной рейке 15. При перемещении шлифовальной головки к обрабатываемой детали цикл работы устройства повторяется.
Формула изобретения
Устройство для подачи смазочно- охлаждающей жидкости, содержащее сопло гидроочистки с приводом его перемещения, размещенным на установленном на колонне кожухе шлифовального круга приводом его перемещения,о т- личающееся тем, что, с
целью повышения надежности, привод перемещения сопла выполнен в виде зубчато-реечной передачи, включающей подпружиненную рейку, несущую сопло гидроочистки, связанную посредством шестерен с дополнительной рейкой, установленной с возможностью взаимодействия с введенным в устройство жестким упором, размещенным на колонне, при этом дополнительная рейка снабжена фрикционным кольцом предельного момента.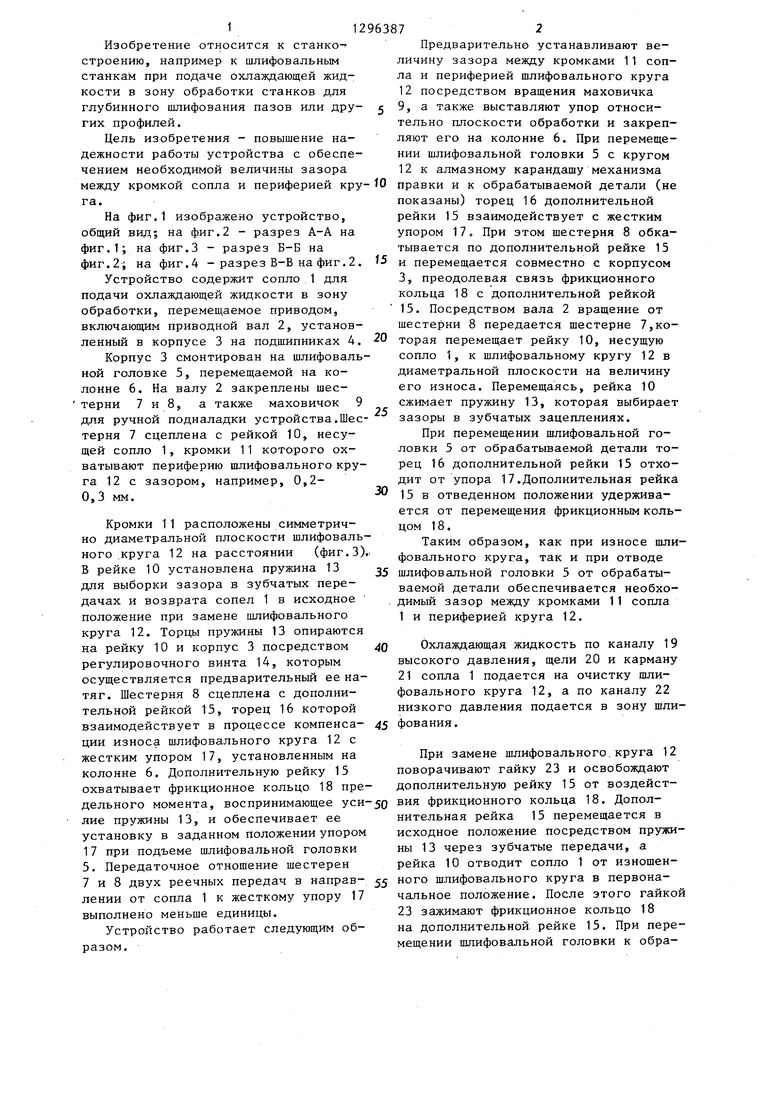

| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскошлифовальный станок | 1983 |
|
SU1093491A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИФФУЗИОННЫХ НОЖЕЙ | 1970 |
|
SU270527A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Круглошлифовальный станок для врезного шлифования | 1972 |
|
SU592583A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Механизм подачи шлифовальной бабки | 1982 |
|
SU1077767A2 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО | 1968 |
|
SU231330A1 |
| Шлифовальный станок | 1976 |
|
SU793745A1 |
| Устройство для разворота шлифовальной бабки | 1977 |
|
SU921819A1 |
Изобретение относится к области станкостроения и позволяет повысить надежность работы устройства, подаюff-ff щего охлаждающую жидкость и обеспечивающего необходимый зазор между кромкой сопла и периферией круга,который поддерживается посредством привода перемещения сопла, выполненного в виде зубчато-реечной передачи, включающей подпружиненную рейку 10, несущую сопло 1 гидроочистки, связанную посредством щестерен с дополнительной рейкой, установленной с возможностью взаимодействия с жестким упором, размещенным на колонне,при этом дополнительная рейка снабжена фрикционным кольцом предельного Момента. 4 ил. (Л гг ef3uf.3
(Puz.j
s s ssssss
7 4
/7
23
ншпи
Заказ 706/19Тираж 716
Подписное
1ооизв.-полигр, , г. Ужгород, ул. Проектная, 4
Подписное
