частицы шнеком 14 раздвигаются к краям сита 12 и уходят по течкам 22 в. приемник 4. В нижнее полуцилиндрическое сито 13 попадают средние и крупные древесные частицы. При этом средние частицы просеивают вниз и по.
Изобретение относится к деревообрабатывающей промьшшенности и може быть использовано в производстве пли из древесных частиц.
Цель изобретения - повышение каче ства плит за счет улучшения сортировки древесных частиц.
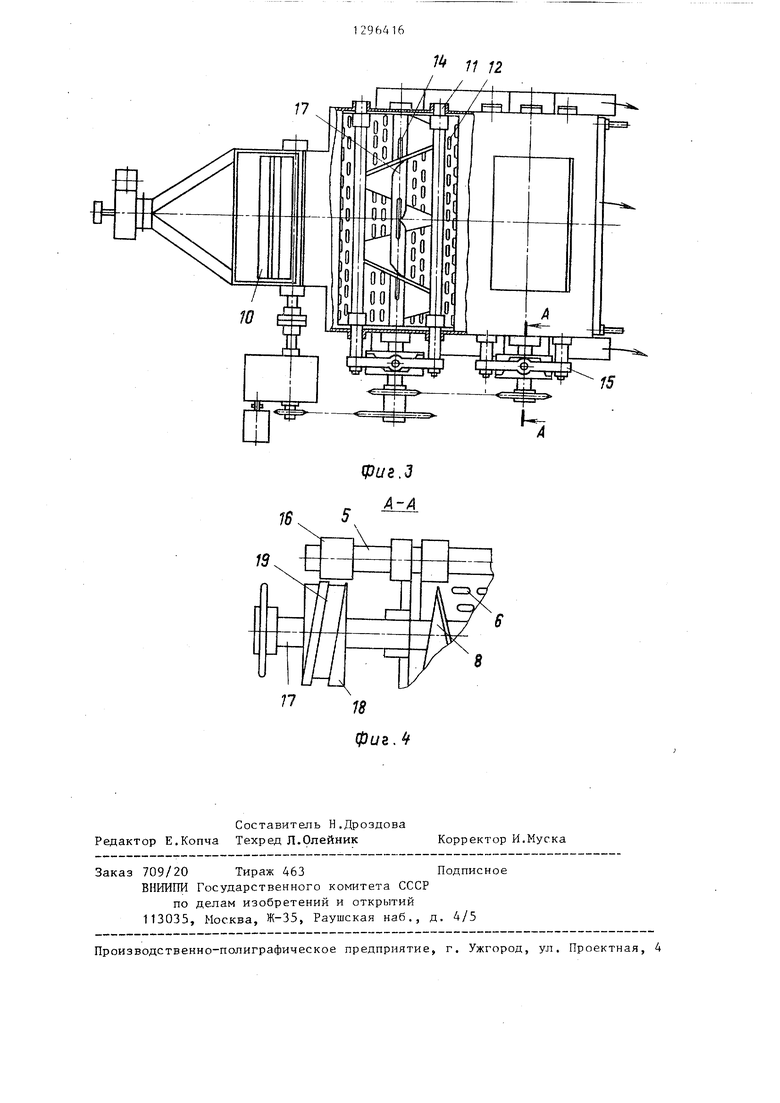
На фиг. 1 изображена схема линии формирования ковра на фиг. 2 - узел сортировки древесньк частиц, продольный разрезJ на фиг. 3 - TQ же, вид сверху} на фиг. 4 - разрез А-А на
фиг. 3.
Линия формирования ковра включает
последовательно установленные бункер 1 древесных частиц, узел 2 сортировки с приемниками для мелкой 3, средней 4 и крупной 5 фракций, бункера - дозаторы 6, формашины 7 и главный конвейер 8. Узел 2 сортировки выполнен в виде корпуса 9, на входе которого смонтирован разбрасывающий барабан 10, а внутри подвешены на штангах 11 верхнее 12 и нижнее 13 полу- цилиндрические сита, в каждом из которых вдоль его продольной оси смон- тиров н шнек 14с правой навивкой на однЪм его конце и левой навивкой - на другом, причем сита 12 и 13 снаб- жены механизмами 15 осциллирования с роликами 16, при этом каждый осциллирующий механизм 15 вьптолнен в виде смонтированного на валу 17 шнека 14 колеса 18 с пазом 19, в котором раз- мещен ролик 16 осциллируюг его механизма 15, на входе в нижнее сито 13 смонтирована поворотная регулируемая пластина 20, приемник 5 для крупной фракции, соединен с бункером 1 дре- весных частиц через размольное устройство 21, а приемник 4 для средней фракции соединен течками 22 с торцовыми зонами полуцилиндрического сита
падают в приемник 4 для средних кондиционных частиц, а крупная фракция раздвигается шнеком 14 к краям полуцилиндрического сита 13 и попадает в приемник 5 для крупной фракции. 4 ил.
0
5
уп 250 Q
12. Кроме того, в линии содержатся смесители 23, приемники 24 для пыли С вентилятором 25.
Линия работает следующим образом. I
Древесные частицы из бункера 1
подают в узел 2 сортировки, при этом они сначала попадают на лопасти вращающегося барабана 10 и разбрасываются на различные расстояния в зависимости от массы древесньк частиц. Самые легкие {пылевидная фракция) частицы поступают в приемник 24 и уносятся из технологического потока. Мелкие и частично средние кондиционные древесные частицы отбрасьшаются в верхнее полуцилиндрическое сито 12, где кондиционные мелкие частицы проваливаются в приемник 3 для мелкой фракции, а попавиме в сито 12 средние частицы шнеком 14 раздвигаются к краям сита 12 (за счет левой и правой навивки на шнеке, 14) и уходят по течкам 22 в приемник 4 для средних частиц. В нижнее полуцилиндрическое сито 13 попадают средние и крупные древесные частицы. При этом средние частицы просеивают вниз и попадают в приемник 4 для средних кондиционных частиц, а крупная фракция раздвигается шнеком 14 к краям полуцилиндрического сита и попадает в приемник 5 для крупной (})ракции. На входе в полуцилиндрическое сито 13 смонтирована поворотная регулируемая пластина 20, которую можно перемещать выше или ниже или поворачивать ее вокруг шарнира, исключая тем самым просеивание древесных частиц вне входной зоны в сито 13. Это же достигается и расположением сита 13 ниже, чем сито 12 (частицы летят по параболической траектории). Крупные частицы из приемника 4 уходят на доразмол в устройство 21 и снова поступают в бункер 1 древесньк частиц. Крупная фракция в изготавливаемых плитах не нужна, так как ковер в данном случае формируют из мелкой и средней кондици- онных фракций.
Качество сортировки обеспечиваетс также и за счет осциллирующего меха- низма 15. Вибрация сит 12 и 13 происходит за счет перемещения роликов 16 по криволинейным направляющим колес 18, смонтированных на валах 17 шнеков 14..
Рассортированные древесные частицы подают в бункера-дозаторы 6, затем в смесители 23, формирующие машины 7. Сформированные ковры главным конвейером 8,подают на горячее прессование. Цикл повторяют.
Изобретение позволяет повысить качество плит за счет улучшения каче- ства сортировки.
Формула изобретения
Линия формирования ковра, включающая бункер древесных частиц, узел сортировки с приемниками для мелкой, средней и крупной фракции, размольное устройство, бункера-дозаторы, фор машины и главный конвейер, отличающаяся тем, что, с целью повышения качества плит за счет улучшения сортировки древесных частиц, узел сортировки снабжен верхним и нижним полуцилиндрическими ситами, установленными в приемниках фракций на разных уровнях,в каждом из сит смонтирован шнек, имеющий по концам правую и левую навивку, причем сита снабжены механизмами осциллирования в виде смонтированных на вашу шнеков к колес, каждое из которых вьтолнено с пазом, в котором установлен ролик, на входе в нижее сито смонтирована поворотная регулируемая пластина, а приемник крупной фракп 1И соединен с бункером древесных частиц через размольное устройство.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесных частиц | 1985 |
|
SU1328201A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| Линия изготовления древесных частиц в производстве древесно-стружечных плит | 1986 |
|
SU1371922A1 |
| Линия подготовки древесных частиц в производстве древесно-стружечных плит | 1986 |
|
SU1331642A1 |
| Линия изготовления древесностружечных плит | 1985 |
|
SU1299794A1 |
| Устройство для сортировки древесных частиц | 1980 |
|
SU891180A1 |
| Линия подготовки древесных частиц | 1985 |
|
SU1296417A1 |
| Устройство для сортировки древесных частиц | 1978 |
|
SU695726A1 |
| Линия подготовки древесных частиц в производстве древесностружечных плит | 1986 |
|
SU1390032A1 |
Изобретение относится к деревообрабатывающей пpo fьшшeннocти. Цель изобретения - повышение качества плит за счет улучшения сортировки древесных частиц. У линии формирования ковра узел сортировки верхним 12 и нижним 13 цилиндрическими ситами и шнеками 14 с правой и левой навивками, сита снабжены механизмами осцилли- рования. Древесные частицы попадают на лопасти вращающегося барабана 10 и разбрасываются на различные расстояния в зависимости от массы древесных частиц. Попавшие на сита 12 средние (Л 1-3 а: 4 О 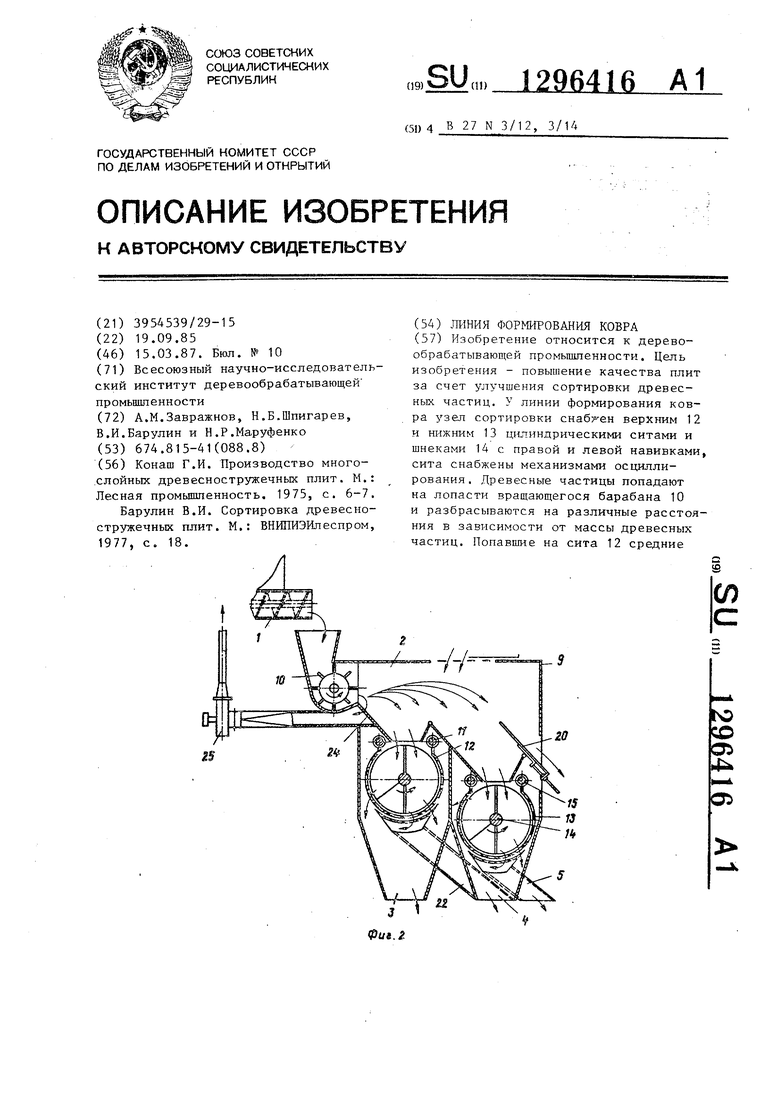
Фи1.1
Составитель Н.Дроздова Редактор Е.Копча Техред Л.Олейннк
Заказ 709/20Тираж 463Подписное
ВНИИГТИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиъЛ
Корректор И.Муска
| Конаш Г.И | |||
| Производство много- .слойных древесностружечных плит | |||
| М.: Лесная промышленность | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Барулин В.И | |||
| Сортировка древесностружечных плит | |||
| М.: ВНИПИЭИлеспром, 1977, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
