Изобретение относится к деревообрабатывающей промьппленности, в частности к линиям изготовления древесных частиц.
Цель изобретения - повышение производительности линии и качества плит.
На фиг.1 изображена схема линии для производства древесных частиц; на фиг.2 - узел сортировки древесных частиц, продольный разрез; на фиг.3 - разрез А-А на фиг.2.
Линия для производства древесных частиц включает станину 1, последовательно установленные и кинематически связанные транспортер 2 подачи древесных частиц, узел 3 сортировки с перфорированным барабаном 4, приемники для крупной 5, средней 6, мелкой 7 фракций, дробилку 8, смесители 9 и транспортеры подачи крупной 10, средних 11 и мелких 12 осмоленных частиц, причем узел 3 сортировки снабжен смонтированным на оси 13 барабана 4 полым валом 14 с выгрузочными окнами 15 и перегрузочными окнами 16, причем последние вьшолненц в виде воронок и расположены по наружной поверхности вала друг против друга, на внутренней поверхности полого вала 14 размещены угловые направляющие элементы 17, На полом валу 14 жестко закреплены диски 18, между которыми на внутренней поверхности барабана 4 смонтированы друг за другом укороченные 19 и удлиненные 20 лопасти, причем последние расположены над воронками 21 и наклонены в сторону, противоположную вращению барабана 22, на конце барабана 4 смонтированы ролики 23, имеющие пазы
24,а на свободных концах полого вала I4 выполнены кольцевые выступы
25,размещенные в пазах 24 роликов 23 Кроме того, на входе в узел 3 сортировки расположен патрубок 26, транспортер 2 подачи древесных частиц расположен над бункером 27, за которым установлены сушилка 28 и бункер 29 дпя сухих древесных частиц, а под смесителями 9 установлены транспортеры 30.
Линия работает следующим образом.
Древесные частицы с помощью транспортера 2 подают в бункер 27 и далее в сушилку 28. Сухие древесные частицы собирают в бункере 29, откуда их
перемещают в патрубок 26 узла 3 сортировки, при этом древесные частицы попадают в полый вал 14 и через выгрузочные окна 15 в полость перфорированного неподвижного наклонного (от входа к выходу) барабана 4. Укороченными лопастями 19 древесные частицы перемещаются по всему объему первой секции барабана 4, т.е. от входа до диска 18. Мелкие древесные частицы через мелкие перфорации первой ступени барабана 4 перемещаются в приемник 7.
Не прощедщие сквозь ячейки первой ступени частицы захватываются удлиненными лопастями 20 и перемещаются вверх. В верхнем положении лопастей 20 древесные частицы сбрасываются в приемную воронку 21 перегрузочного окна 16. Снабжение перегрузочного окна 16 приемной воронкой 21, а также смещение длинных лопастей 20 относительно приемных воронок 21 в сторону,
противоположную направлению вращения барабана 4, обеспечивает точность попадания древесных частиц в перегрузочное окно 16. Древесные частицы попадают на плоскую грань углового направляющего элемента 17 и проникают во вторую ступень узла сортировки. Древесные частицы также, как и в первой ступени, попадают в полый вал 14 и через выгрузочные окна 15 - в полость перфорированного барабана 4, вторая ступень имеет средние ячейки. Древесные частицы с помощью коротких лопастей. 19 перемещаются по всему объему второй ступени барабана 4 и средняя фракция через перфорации поступает в приемник 6. Крупные частицы захватываются длинными лопастями 20 и пересыпаются в верхнем положении в приемную воронку 21 перегрузочного окна 16 и далее в полный вал (третий участок ступени). Третья ступень сортировки имеет крупные ячейки. Сортировка осуществляется аналогично.
Кондиционные древесные частицы крупной фракции поступают в приемник 5, а сколы с помощью удлиненных лопастей 20 и направляющего углового элемента 17 перемещаются в дробилку 8 на доразмалывание и возвращение в бункер сухих древесных частиц и вновь - на сортировку. Крупные кондиционные частицы поступают из приемника 5 в смеситель 9 и далее на транспортер 30 для использования в
технологическом потоке. Средние кондиционные частицы поступают из бункера 6 в смеситель 9 и далее на транспортер 30 для использования в технологическом потоке. Мелкие кондиционные частицы из приемника 7 поступают в смеситель 9 и далее на транспортер 30 дпя использования в технологическом потоке. Цикл повторяют.
Предложенное техническое решение позволит сократить металлоемкость и энергоемкость линии, а также уменьшить габариты узла сортировки.
Формула изобретения
-
Линия изготовления древесных частиц в производстве древесно-стружеч ных плит, включакяцая станину, транспортер подачи древесных частиц, узел сортировки в виде барабана, приемни-
ки крупной, средней и мелкой фракций, дробилку, смесители, транспортеры подачи осмоленных частиц, формирующие машины и привод, отлич ающая- ся тем, что, с целью повьштения производительности линии и качества плит, узел сортировки снабжен смонтированным на оси барабана полым валом с 10 размещенными внутри его направляющими угловыми элементами, а также с загрузочными и перегрузочными окнами, при этом последние выполнены в виде воронок и расположены по наружной 15 поверхности вала друг против друга, на валу снаружи жестко закреплены диски, между которыми по внутренней поверхности барабана смонтированы друг за другом укороченные и удлинен- 20 Hbie лопасти, причем последние расположены над воронками и наклонены в сторону, противоположную вращению барабана.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| Линия изготовления древесных частиц | 1985 |
|
SU1328201A1 |
| Линия подготовки древесных частиц в производстве древесно-стружечных плит | 1986 |
|
SU1331642A1 |
| Линия изготовления древесно-стружечных плит | 1985 |
|
SU1281419A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Устройство для сортировки древесных частиц | 1978 |
|
SU695726A1 |
| Линия формирования ковра | 1985 |
|
SU1296416A1 |
| Линия подготовки древесных частиц в производстве древесных плит | 1987 |
|
SU1493479A1 |
| Устройство для смешивания древесных частиц со связующим | 1977 |
|
SU649598A1 |
| Линия для подготовки древесной стружки в производстве древесностружечных плит | 1984 |
|
SU1242379A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к линиям изготовления дре26 J3 весных частиц. Цель изобретения - повышение производительности и качества плит. Узел 3 сортировки линии снабжен смонтированным на оси 13 барабана 4 полым валом 14 с выгрузочными 15 и перегрузочными 16 окнами угловыми направляющими элементами 17, укороченными 19 и удлиненными 20 лопастями. Древесные частицы поступают в полый вал 14 и через выгрузочные окна 15 в полость перфорированного наклонного барабана 4. Укороченными лопастями 19 древесные частицы перемещаются по всему объему первой секции барабана 4 до диска 18. Частицы через соответствующие перфорации поступают в соответствующие приемники 5, 6 и 7 для крупной, средней и мелкой фракций. Не прошедшие сквозь ячейки частицы удлиненными лопастями 20перемещаются к приемной воронке 21перегрузочного окна 1 6 и в последую- 3 щую ступень сортировки. 3 ил. со а. Фиг.2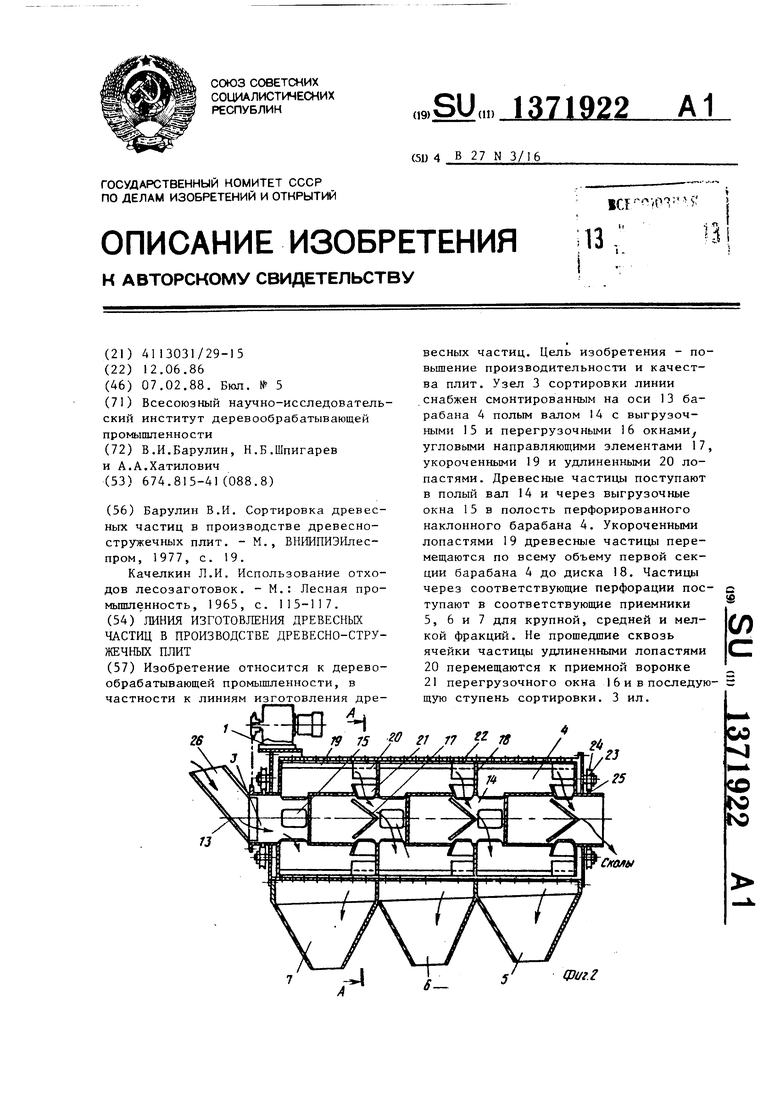
t7
.28
Б4«
V
Р (J)U2l
7 30 X
9
- X
16
| Барулин В.И | |||
| Сортировка древесных частиц в производстве древесностружечных плит | |||
| - М., ВНИИПИЭИлес- пром, 1977, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Качелкин Л.И | |||
| Использование отходов лесозаготовок | |||
| - М.: Лесная про- мьшшенность, 1965, с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
