двухъярусным ситом 22, расположенным симметрично основному 9. Корпус 7 узла сортировки снабжен смонтирован- на концах вала ротора шнеками правой и левой навивки и выполнен с диаметрально расположенными вьпсодны- ми 1целевидными каналами 26 и 27 и охватывающими корпус 7 верхней 28 и нижней 29 отсасывающими камерами. Древесные частицы транспортером поИзобретение относится к деревооб- ра6атыва 0 дей промышленности и может быть ис,пользовано при изготовлении древесных частиц.
Цель изобретения - повышение про- изБОдительности линии и качества плит
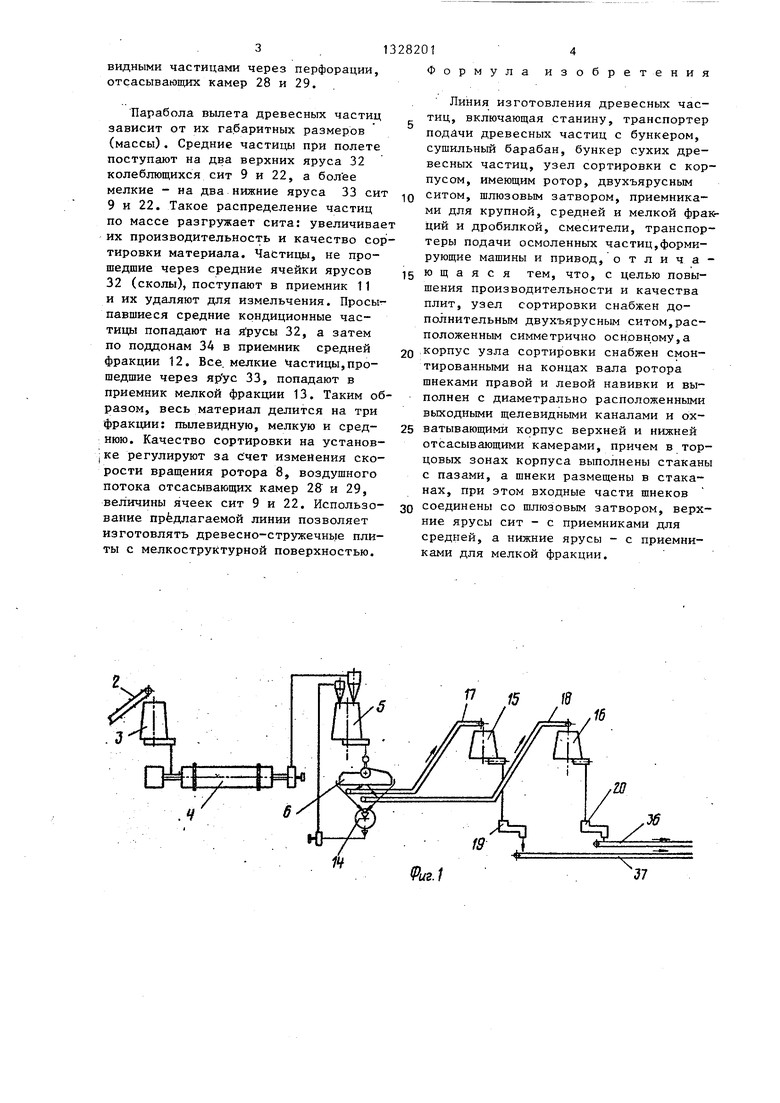
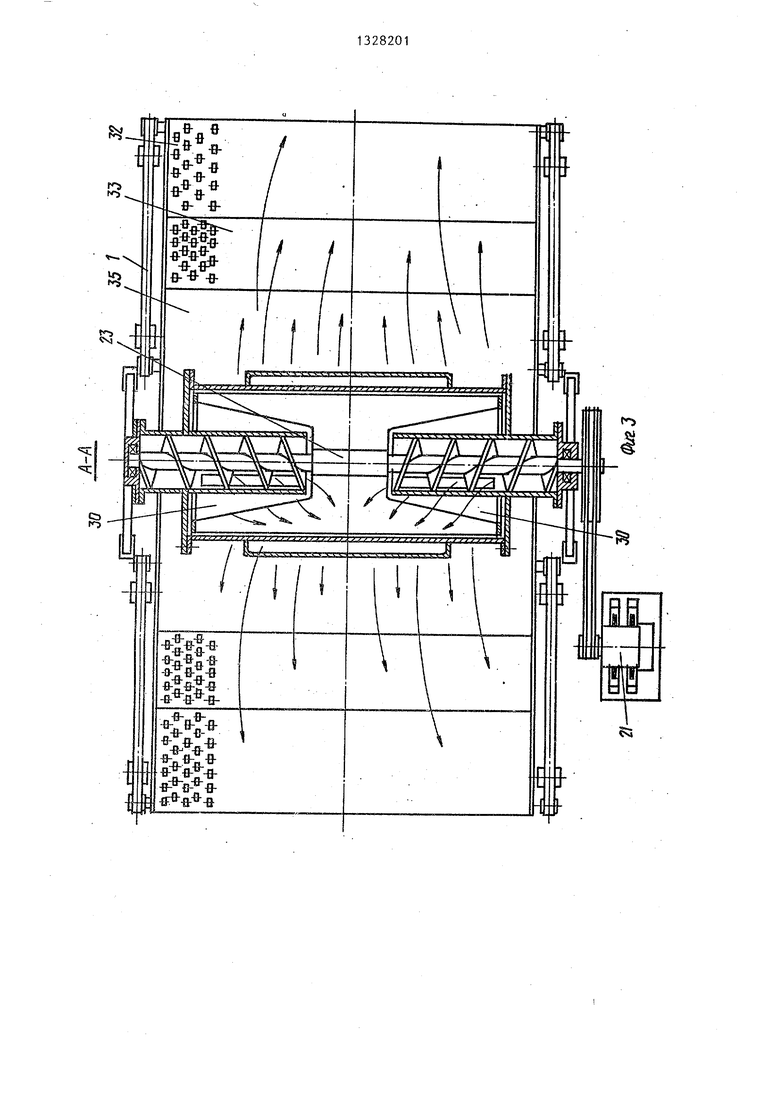
Па фиг. 1 схематически изображена линия изготовления древесных частиц; на фиг. 2 Узел сортировки, продольный разрез; на фиг 3 разрез А-А на фиг. 2; на фиг. 4 - разрез на фиг. 2,
ЛиЬия изготовления древесных час- -тиц содержит станину 1, транспортер 2 подачи древесных частиц с бункером 3,, сушильный барабан 4, бункер 5 сухих древесных частиц, узел 6 сорти- ровки с корпусом 7, имеющим ротор 8, двухъярусьшш ситом 9, шлюзовьм затвором 10, приемниками для крупной 11, средней 12 и мелкой 13 фракции и дробилкой 14, смесители 15 и 16, транс-, портеры 17 и 18 подачи осмоленных час тиц формирующие машины 19 и 20 и привод 21, причем узел сортировки. снабжен дополнительным двухъярусным ситом 22, расположенным симметрично ОСНОВНОМУ 9, а корпус 7 узла 6 сортировки снабжен смонтированными на концах вала 23 ротора 8 шнеками правой 24 и левой 25 навивки, и выполнен с диаметрально расположенными выходными пгелевидными каналами 26 и 27 и охва- тЫваюищми корпус 7 верхней 28 и нилс- ней 29 отсасывающими камерами, при- чем в торцовьгх зонах корпуса выполнены стаканы 30 с пазами 31 для прохода древесных частиц, а шнеки.25 соединены с шлюзовым затвором 10,верх- н.ие ярусы 32 сит 9- и 22 - с приемни- ками для средней 12, а нижние ярусы
даются в вертикальный бункер,- далее в сушильный барабан. Высушенные частицы подают в узел сортировки, где разделяют их на три фракции: мелкую, среднюю и крупную. Разделенные частицы поступают в приемники для меткой 13 и средней фракций. Далее древесные частицы подаются в смесители и, осмоленные там, направляются в формирующие машины. 4 ил.
33 - с приемниками для мелкой фракции 13. Кроме того, шлюзовой затвор 10 соединен с входными частями шнеков 24 и 25 каналами, верхний ярус 32 сит 9 и 22 имеют поддон 34, нижний ярус 33 сит 9 и 22 имеют поддоны 35, при этом для перемещения осмоленных древесных частиц линия оснащена транс- :портерами 36 и 37.
Линия работает следующим . Сырые измельченные древесные частицы транспортером 2 непрерывно подают в вертикальный бункер 3, откуда они поступают в сушильный барабан 4. Высушенные частицы направляют в бункер 5, а затем в узел 6 сортировки, где разделяют их на три фракции: мелкую, среднюю и крупную (сколы). Сколы дополнительно измельчают в зу.б чато-ситовой дробилке 14, а затем повторно сортируют. Разделенные частицы подают в приемники для мелкой 13 и средней 12 фракций. Осмоление частиц соответствующих фракций производят в смесителях 15 и 16. Осмоленные мелкие и средние частицы направляют в формашины 19 и 20, а потом на транспортеры 37 и 36 главного конве- й ера для формирования ковров и подачи их в пресс. Из бункера 5 древесные частицы непрерывно подают через шлюзовой затвор 10 и два загрузочных канала в два шнека 24 и 25. Просыпаясь через пазы 31, древесные частицы попадают на вращающие лопатки ротора 8,которые выбрасывают частищ 1 через два щелевидных канала 26 и 27. Одновременно движущийся материал подвергают воздействию воздушного потока, который удаляют вместе с пылевидными частицами через перфорации, отсасывающих камер 28 и 29,
Парабола вылета древесных частиц зависит от их габаритных размеров (массы). Средние частицы при полете поступают на два верхних яруса 32 колеблющихся сит 9 к 22, а бол ее мелкие - на два нижние яруса 33 сит 9 к 22. Такое распределение частиц по массе разгружает сита: увеличивае их производительность и качество сортировки материала. Частицы, не прошедшие через средние ячейки ярусов 32 (сколы), поступают в приемник 11 и их удаляют для измельчения. Просыпавшиеся средние кондиционные частицы попадают на 32, а затем по поддонам 34 в приемник средней фракции 12. Все. мелкие частицы,прошедшие через яр ус 33, попадают в приемник мелкой фракции 13. Таким образом, весь материал делится на три фракции: пылевидную, мелкую и среднюю. Качество сортировки на установ- : ке регулируют за с чет изменения скорости вращения ротора 8, воздушного потока отсасывающих камер 28 и 29, величины ячеек сит 9 и 22. Использование предлагаемой линии позволяет изготовлять древесно-стружечные плиты с мелкоструктурной поверхностью.
1328201
Ф о
рмула изобретения
5
0
5
0
Линия изготовления древесных частиц, включающая станину, транспортер подачи древесных частиц с бункером, сушильный барабан, бункер сухих древесных частиц, узел сортировки с корпусом, имеющим ротор, двухъярусным ситом, шлюзовым затвором, приемниками для крупной, средней и мелкой фракций и дробилкой, смесители, транспортеры подачи осмоленных частиц,формирующие машины и привод, о т л и ч а - ю щ а я с я тем, что, с целью повышения производительности и качества плит, узел сортировки снабжен дополнительным двухъярусным ситом,расположенным симметрично основному,а корпус узла сортировки снабжен смонтированными на концах вала ротора шнеками правой и левой навивки и выполнен с диаметрально расположенными выходными щелевидными каналами и охватывающими корпус верхней и нижней отсасывающими камерами, причем в торцовых зонах корпуса выполнены стаканы с пазами, а шнеки размещены в стаканах, при этом входные части шнеков соединены со шлюзовым затвором, верхние ярусы сит - с приемниками для средней, а нижние ярусы - с приемниками для мелкой фракции.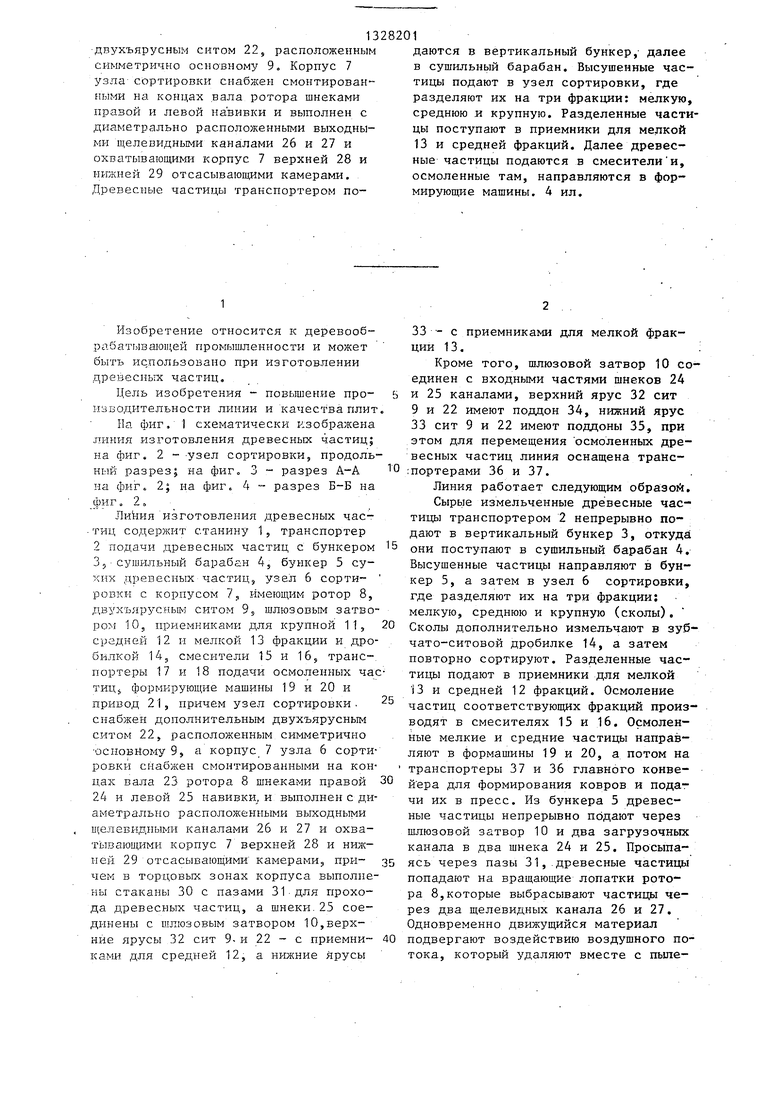
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Линия изготовления древесных частиц в производстве древесно-стружечных плит | 1986 |
|
SU1371922A1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГОЛЬНЫХ БРИКЕТОВ ИЗ БИОМАССЫ | 2023 |
|
RU2807761C1 |
| Линия изготовления древесно-стружечных плит | 1985 |
|
SU1281419A1 |
| Линия изготовления древесных частиц | 1985 |
|
SU1311938A1 |
| Линия подготовки древесных частиц | 1985 |
|
SU1296417A1 |
| Линия формирования ковра | 1985 |
|
SU1296416A1 |
| Линия изготовления древесностружечных плит | 1985 |
|
SU1299794A1 |
| Линия подготовки древесных частиц в производстве древесно-стружечных плит | 1986 |
|
SU1331642A1 |
Изобретение относится к деревообрабатывающей промьшшенности и может быть использовано при изготовлении древесных частиц. Цель изобретения - повьшение производительности линии и качества плит. Линия изготовления древесных частиц включает станину 1; транспортер подачи древесных частиц с бункером, сушильный барабан, узел сортировки с корпусом 7, имеющим ротор, двухъярусным ситом 9, шлюзовым затвором, приемниками для крупной 11, средней 12 и мелкой фракций. Узел сортировки снабжен дополнительным . J23J 22 J.
.4
V
Р 15
19
16
(Риг.1
л|-§
-e- B- -sif
т
tX
Ш
T -flЛ-Jit
2f
(ригЛ
Редактор М, Бланар
Составитель В. Белясников
Техред Л.Сердюкова Корректор А. Зимокосов
Заказ 3438/20Тираж 463Подписное
ВНИИГШ Государственного комитета СССР
по делам изобретенш и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Копаш Г.И | |||
| Линия производства многослойных древесно-стружечных плит | |||
| - М.: Лесная промышленность, 1975, с.6 | |||
| Барулин В.И | |||
| Сортировка древесных частиц в производстве древесно-стружечных плит | |||
| - М.: ВНИПИЭИлеспром, 1977, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
