Изобретение относится к текстильному машиностроению и касается конструкции носителей нити, в частности двухфланцевых кату uieK.
Цель изобретения - повышение качества намотки.
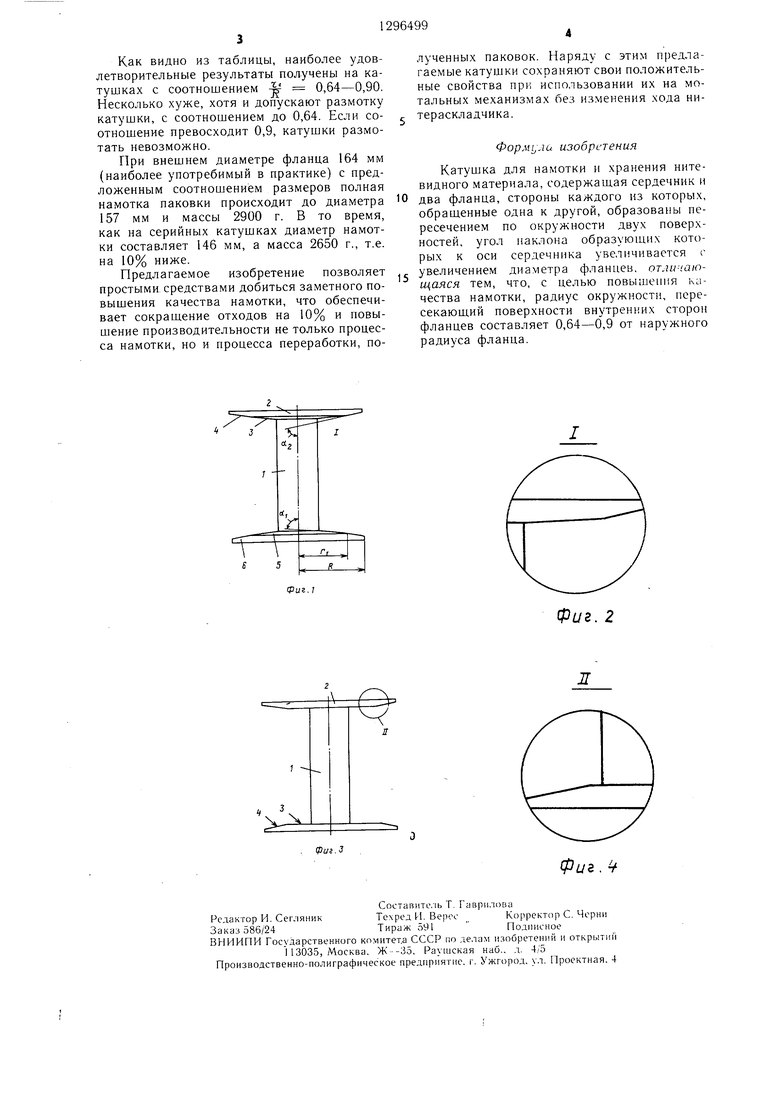
На фиг. 1 изображен общий вид катушки; на фиг. 2 - переход I между соседними участками поверхности фланца; на фиг. 3 - вариант катушки с прямыми первыми участками поверхности; на фиг. 4 - переход И между соседними участками поверхности фланца.
Предлагаемая катушка содержит цилиндрический сердечник 1 с двумя фланцами 2 на концах. Фланцы выполнены в виде дисков и жестко закреплены на сердечнике. Поверхности фланцев, обращенные друг к другу, т.е. примыкающие к телу намотки, выполнены в виде тел вращения. Образующая поверхности упомянутых тел вращения
10 При достижении радиуса намотки величина 0,64-0,9 от внешнего радиуса R фланца (зависит от свойств наматываемой нити) наплывы достигают величины, когда размотка паковки становится невоз.можной. Однако, к этому моменту наружная поверхность тела намотки достигает границы между первым и вторым участками поверхности фланца. Поскольку на втором участке наклон образующей поверхности каждого фланца больше, чем ее наклон на первом
25
выполнена в виде ломаной линии содер- 20 участке, изменяется процесс формирования жащей два участка 3 и 4. При этом угол торцов тела намотки. На этом участке каж- наклона а. первого (начиная от сердечника участка) к оси катушки выполнен меньшим угла наклона «2 следующего участка, а радиус окружности Г пересекающей поверхности внутренних сторон фланцев составляет 0,64-0,9 наружного радиуса R фланца. При этом поверхность каждого фланца имеет форму двух переходящих друг в друга усеченных конусов 5 и 6. Возможен .вариант, когда угол наклона а первого участ- , нец состоит из нескольких участков, ка равен 90°. Тогда конусом является только второй участок 6 поверхности фланца.Первый участок фланца (при радиусе а первый участок является плоскостью меньшем 0,64 внешнего радиуса фланца) (фиг. 2). поверхности фланцев могут быть плоскими В процессе формирования тела на.мотки перпендикулярными оси катушки. Это не гро- катушке сообщают вращение вокруг оси, а зит появлению наплывов больших допусти- нити посредством нитеводителя, сообщавот мой величины поскольку факторы, вызываюдыи следующий слои намотки имеет ширину больщую предыдущего слоя. В результате устраняется причина возникновения наплывов и, кроме этого, постепенно уменьшается уже возникщий на предыдущем этапе намотки наплыв, т.е. в процессе намотки торец формируется практически с одинаковой плотностью, а значит и способностью к размотке, особенно если образующая флавозвратно-поступательное движение вдоль кату HJ кн. Нить в виде последовательно накладываемых друг на друга слоев заполняет пространство между фланцами. На первом этапе намотки наплывы практически не
ЬГЙ
198 201 199 203
2650 2900 2900 2900
образуются. Однако, по мере увеличения радиуса тела ;амотки начинает проявляться эффект наплывов.
Это ооуслов 1ено последовательным сум мированием от слоя к слою факторов, вызывающих это явление (разладка узла раскладки, погреп1ности изготовления катущки и деталей раскладчика, износ элементов конструкции, погрешность посадки катушки на веретено накопленные деформации катушки.
0 При достижении радиуса намотки величина 0,64-0,9 от внешнего радиуса R фланца (зависит от свойств наматываемой нити) наплывы достигают величины, когда размотка паковки становится невоз.можной. Однако, к этому моменту наружная поверхность тела намотки достигает границы между первым и вторым участками поверхности фланца. Поскольку на втором участке наклон образующей поверхности каждого фланца больше, чем ее наклон на первом
5
0 участке, изменяется процесс формирования торцов тела намотки. На этом участке каж- нец состоит из нескольких участков, Первый участок фланца (при радиусе меньшем 0,64 внешнего радиуса фланца) поверхности фланцев могут быть плоскими перпендикулярными оси катушки. Это не гро- зит появлению наплывов больших допусти- мой величины поскольку факторы, вызываю
участке, изменяется процесс формирования торцов тела намотки. На этом участке каж- нец состоит из нескольких участков, Первый участок фланца (при радиусе меньшем 0,64 внешнего радиуса фланца) поверхности фланцев могут быть плоскими перпендикулярными оси катушки. Это не гро- зит появлению наплывов больших допусти- мой величины поскольку факторы, вызываюдыи следующий слои намотки имеет ширину больщую предыдущего слоя. В результате устраняется причина возникновения наплывов и, кроме этого, постепенно уменьшается уже возникщий на предыдущем этапе намотки наплыв, т.е. в процессе намотки торец формируется практически с одинаковой плотностью, а значит и способностью к размотке, особенно если образующая флащие это явление, заметно проявляются лишь после радиуса намотки большем 0,64 внешнего радиуса фланцев.
Результаты испытаний представлены в таблице.
33,8
7,5
143-146 154-157 154-157 164-157
Как видно из таблицы, наиболее удовлетворительные результаты получены на катушках с соотношением 0,64-0,90. Несколько хуже, хотя и допускают размотку катушки, с соотношением до 0,64. Если соотношение превосходит 0,9, катушки размотать невозможно.
При внешнем диаметре фланца 164 мм (наиболее употребимый в практике) с предложенным соотношением размеров полная намотка паковки происходит до диаметра 157 мм и массы 2900 г. В то время, как на серийных катушках диаметр намотки составляет 146 мм, а масса 2650 г., т.е. на 10% ниже.
Предлагаемое изобретение позволяет простыми средствами добиться заметного повышения качества намотки, что обеспечивает сокращение отходов на 10% и повышение производительности не только процесса намотки, но и процесса переработки, полученных паковок. Наряду с этим предлагаемые катушки сохраняют свои положительные свойства при использовании их на мотальных механизмах без изменения хода ни- тераскладчика.
Форм1,ли изобретения
Катушка для намотки и хранения нитевидного материала, содержаш,ая сердечник и два фланца, стороны каждого из которых, обращенные одна к другой, образованы пересечением по окружности двух поверхностей, угол наклона образующих которых к оси сердечника увеличивается с увеличением диаметра , огли-шю- щаяся тем, что, с целью повышеп1 я качества намотки, радиус окружности, пересекающий поверхности внутренних сторон фланцев составляет 0,64-0,9 от наружного радиуса фланца.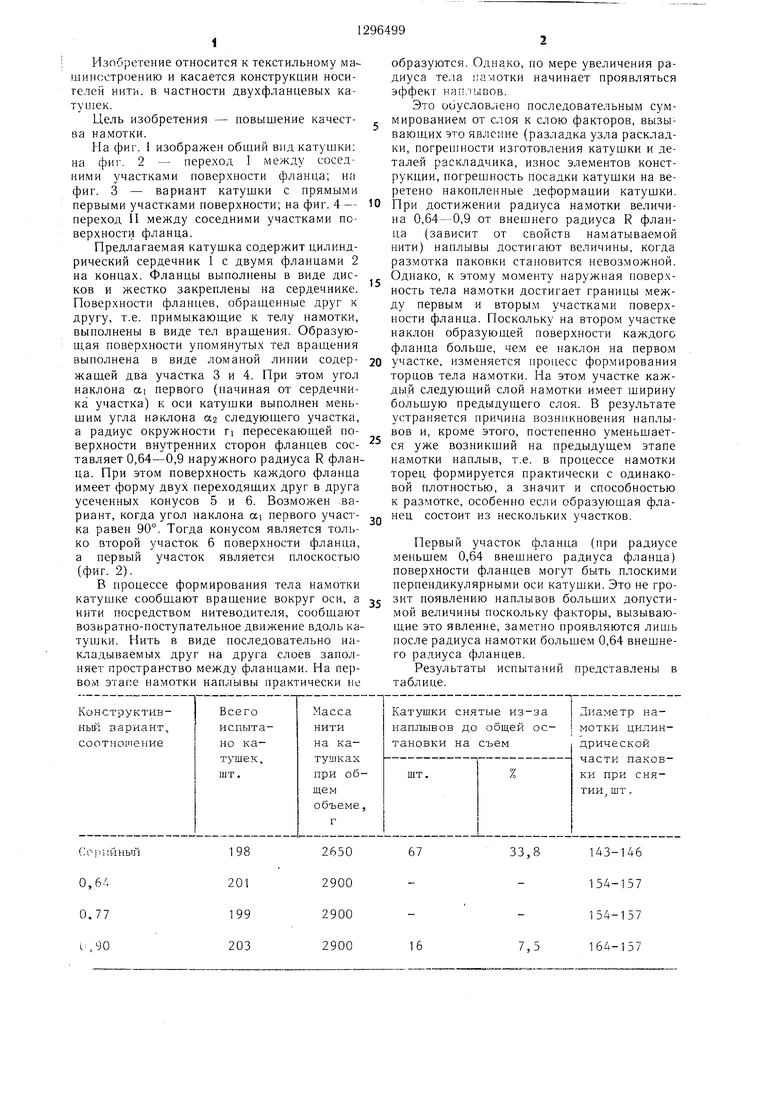
| название | год | авторы | номер документа |
|---|---|---|---|
| Паковка кольцевых прядильных и крутильныхМАшиН и уСТРОйСТВО для EE изгОТОВлЕНия | 1975 |
|
SU822751A3 |
| ТРУБЧАТАЯ ОПРАВКА ДЛЯ РАЗМОТКИ И ПАКОВКА ВОЛОКНИСТОГО МАТЕРИАЛА, НАМОТАННОГО В КОНФИГУРАЦИИ ВОСЬМЕРКИ | 2020 |
|
RU2788483C1 |
| Прядильно-крутильная машина | 1980 |
|
SU1025332A3 |
| СПОСОБ НАМОТКИ НА КАТУШКУ МОТКОВ НАМАТЫВАЕМОГО ИЗДЕЛИЯ | 2006 |
|
RU2397937C2 |
| Устройство для намотки нитевидного материала | 1988 |
|
SU1622266A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ НИТИ НА КЛУБКОВО-МОТАЛЬНОЙ МАШИНЕ | 1997 |
|
RU2108957C1 |
| Приспособление к кокономотальной машине для уменьшения натяжения нити при намотке на паковку | 1948 |
|
SU78226A1 |
| Катушка для намотки нитевидного материала | 1988 |
|
SU1627486A1 |
| Устройство для обработки каскадно уложенной печатной продукции и рулон | 1987 |
|
SU1715201A3 |
| ПРОИЗВОДСТВО КРАШЕНОЙ НИТИ (ВАРИАНТЫ) | 2001 |
|
RU2256732C2 |
Изобретение относится к текстильной промышленности и позволяет получить качественную намотку нити на катушке. Катушка содержит сердечник и два фланца. Внутренние поверхности фланцев выполнены расходящимися из двух пересекающихся по окружности поверхностей с разными углами наклона их к оси сердечника, увелчиваю- щимися при увеличении диаметра фланца. Соотношение радиуса окружности пересечения поверхностей к радиусу фланца составляет 0,64-0,9. При таком соотношении получается наилучшее качество намотки нитевидного материала. 4 ил. I табл. to ;о о: СО
е 5
Фиг. 1
I
Фиг. 2
ч
Фиг.З
Составитель Т. Гаврилова
Релактор И. СегляникТехред И. ВереоКорректор С. Черни
Заказ 586/24Тираж 591 Подмиеное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва. Ж -35. Раушская наб.. д. 4/5 Производственно-иолиграфическое предприятие, г. Ужгород, ул. Проектная. 4
Фиг.
| Патент США № 3462097, кл | |||
| Металлические подъемные леса | 1921 |
|
SU242A1 |
