I
Изобретение относится к термической резке металлов, а именно к установкам для воздушно-плазменной резки труб прямоугольного сечения.
Целью изобретения является повышение производительности и качества резки путем обеспечения постоянной скорости резки на всех участках профиля разрезаемой трубы.
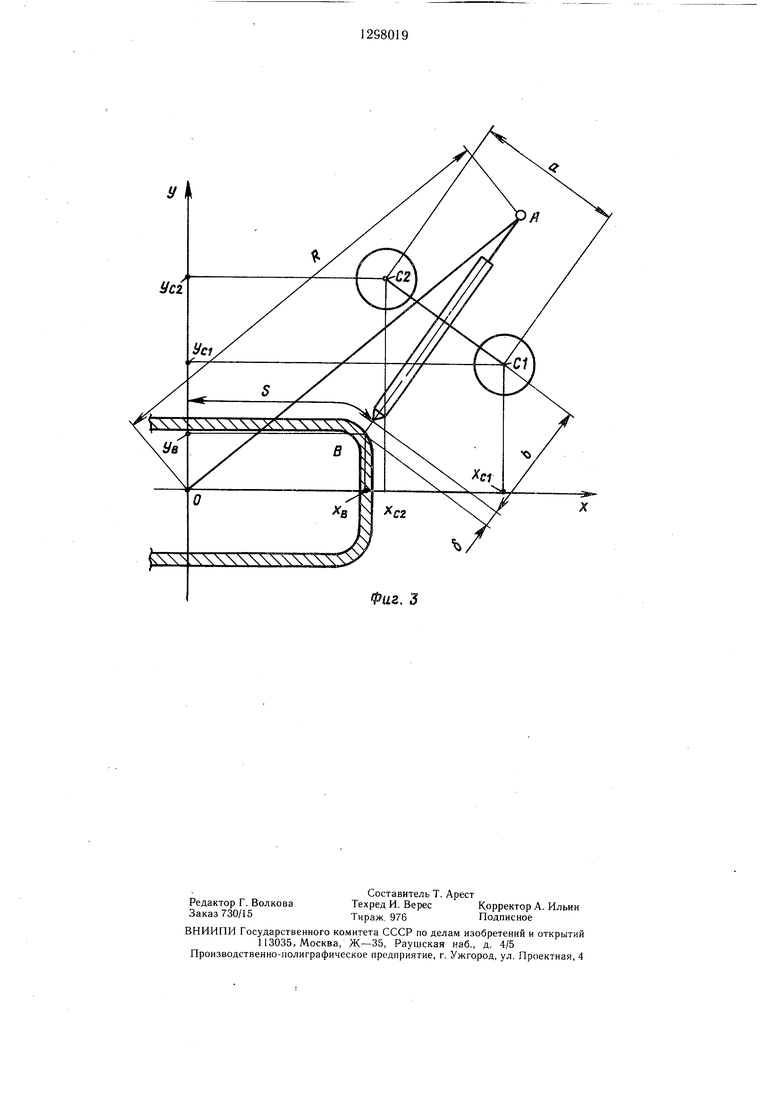
На фиг. 1 и 2 изображена установка для резки труб; на фиг. 3 - схема, поясняющая один из вариантов задания формы копиров.
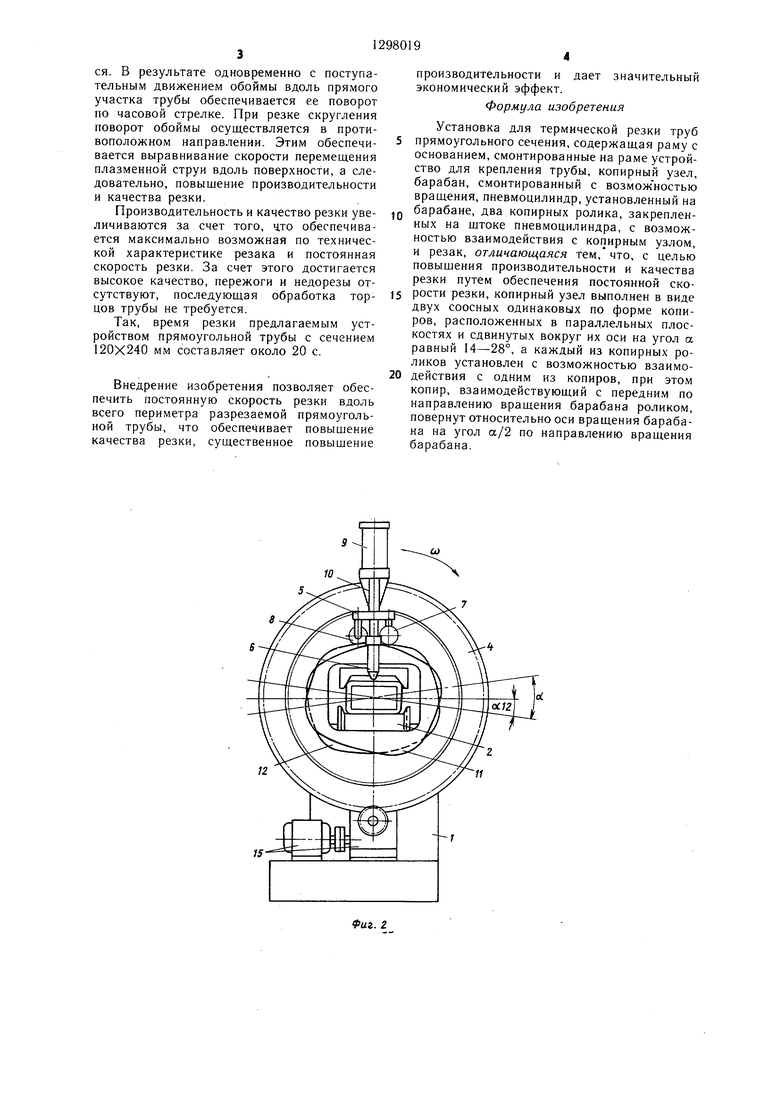
Установка состоит из рамы 1, устройства для крепления трубы, состоящего из поддерживающих роликов 2 и зажимов 3, вращаюш,егося барабана 4, обоймы 5 с резаком 6 и двумя копирными роликами 7 и 8, пневмоцилиндра 9 с подвижным штоком 10 и копирного узла, состоящего из копиров 11 и 12. Каждый копир копирного узла построен в соответствии с известными правилами и обеспечивает задан- ное (например, постоянное) расстояние от сопла резака б до поверхности трубы 13. Копиры 11 и 12 закреплены на раме 1, а корпус 9 пневмоцилиндра смонтирован с возможностью качания на оси 14, закрепленной на барабане 4.
Копиры 1 и 12 имеют одинаковую форму, установлены параллельно плоскости вращения барабана 4 и взаимно развернуты вокруг оси вращения барабана 4 на угол а, равный 14-28°. Ролик 7 установлен в плоскости копира 1 1, а ролик 8 в плоскости копира 12.
Каждый из роликов 7 и 8 взаимодействуют только с одним из копиров. Передний по направлению вращения барабана 4 ролик 7 взаимодействует с копиром И, повернутым на угол а/2 по направлению вращения барабана. Кроме того, установка содержит трубопроводы подвода сжатого воздуха и воды, а также электрические провода (не показаны).
Копирный узел для предлагаемой уста- новки выполнен применительно к резке прямоугольных труб с отношением сторон сечения от 1:1 до 3:1. Установлено, что любой взаимный разворот копиров в указанном направлении сопровождается выравниванием скорости резки. Однако наибольшего вырав- нивания можно достичь, если обеспечить угол взаимного разворота копиров 14-28°
Для обеспечения постоянной скорости резки поверхность каждого копира образована внутренней поверхностью, огибающей поверхность ролика, положения центра которого заданы зависимостями
Хс.-Х. У(а/2);+()-- .
yct
/14-Ж у W(a/27T(
Vl+
где Xd, уа - текущие координаты центра г -го ролика в прямоугольной системе осей и К, причем начало ко
IQ
5-25
1
ординат совмещено с центром разрезаемого сечения трубы а оси X Л Y совмещены с осями симметрии сечения;
Xs, ys - текущие координаты поверхности разрезаемого сечения трубы;
а - расстояние между осями роликов обоймы;
b - расстояние от сопла резака до прямой, соединяющей оси вращения роликов обоймы;
б - расстояние от сопла резака до разрезаемой поверхности трубы, измеряемое вдоль оси сопла;
+шД|
о 6-f6
коэффициент, задающий номер ки- не.матической пары: копир-ролик обоймы;
1 для пары: копир-ролик обоймы, задний по направлению ее движения;
1 для пары: копир - ролик обоймы, передний по направлению ее движения:
Ki
Rcos (ф-п)--уь
Rsln(
л -
где R - расстояние от оси вращения барабана до оси качания корпуса пневмоцилиндра;
Р - наружный периметр разрезаемого сечения трубы;
расстояние от точки пересечения оси У с поверхностью трубы до точки с координатами Ха и 3,14159...
При этом ось резака 6 пересекает ось шарнира 14 крепления пневмоцилиндра, а шток 10 жестко соединен с обоймой 5.
Установка работает следующим образом. Трубу 13 прямоугольного сечения укладывают на поддерживающие ролики 2 и закрепляют зажимом 3. Подают сжатый воздух к пневмоцилиндру 9 и подвижным штоком iO поджимают обойму 5 с роликами 7 и 8 к копирам. При этом сопло резака 6 оказывается расположенны.м на заданном расстоянии от поверхности трубы 13.
Вращение с постоянной скоростью передается от привода 15 вращающемуся бара- бану 4 и далее резаку 6. При этом ролики 7 и 8 перекатываются по копирам 11 и 12 соответственно. Резак 6 перемещается вокруг трубы на заданном расстоянии и осуществляет резку. Поскольку копиры развернуты на угол а, то при перемещении обоймы из положения, показанного на фиг. 2, ролик 7 приближается к сем вращения барабана 4, а ролик 8 - удаляет
ся. В результате одновременно с поступательным движением обоймы вдоль прямого участка трубы обеспечивается ее поворот по часовой стрелке. При резке скругления поворот обоймы осуществляется в противоположном направлении. Этим обеспечивается выравнивание скорости перемещения плазменной струи вдоль поверхности, а следовательно, повыщение производительности и качества резки.
Производительность и качество резки увеличиваются за счет того, что обеспечивается максимально возможная по технической характеристике резака и постоянная скорость резки. За счет этого достигается высокое качество, пережоги и недорезы отсутствуют, последующая обработка торцов трубы не требуется.
Так, время резки предлагаемым устройством прямоугольной трубы с сечением 120X240 мм составляет около 20 с.
Внедрение изобретения позволяет обеспечить постоянную скорость резки вдоль всего периметра разрезаемой прямоугольной трубы, что обеспечивает повышение качества резки, существенное повышение
производительности и дает значительный экономический эффект.
Формула изобретения
Установка для термической резки труб
прямоугольного сечения, содержащая раму с основанием, смонтированные на раме устройство для крепления трубы, копирный узел, барабан, смонтированный с возмож ностью вращения, пневмоцилиндр, установленный на
барабане, два копирных ролика, закрепленных на щтоке пневмоцилиндра, с возможностью взаимодействия с копирным узлом, и резак, отличающаяся тем, что, с целью повышения производительности и качества резки путем обеспечения постоянной скорости резки, копирный узел выполнен в виде двух соосных одинаковых по форме копиров, расположенных в параллельных плоскостях и сдвинутых вокруг их оси на угол а равный 14-28°, а каждый из копирных роликов установлен с возможностью взаимодействия с одним из копиров, при этом копир, взаимодействующий с передним по направлению вращения барабана роликом, повернут относительно оси вращения барабана на угол а/2 по направлению вращения барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для тепловой резки труб | 1977 |
|
SU634879A1 |
| Станок для резки труб | 1972 |
|
SU506477A1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 1973 |
|
SU376193A1 |
| Установка для резки труб прямоугольного профиля | 1983 |
|
SU1140909A1 |
| Установка для резки труб прямоугольного сечения | 1982 |
|
SU1069964A1 |
| Устройство для термической резки труб | 1980 |
|
SU927431A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1996 |
|
RU2108898C1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| Устройство для резки труб | 1990 |
|
SU1757809A1 |
| Установка для тепловой обработки деталей | 1975 |
|
SU529915A1 |
Изобретение относится к термической резке металлов, а именно к установкам для воздушно-плазменной резки труб прямоугольного сечения. Целью изобретения является повышение производительности и качества резки путем обеспечения постоянной скорости резки на всех участках профиля разрезаемой трубы. Резка осушествляется путем перемещения резака (Р) 6 вокруг трубы (Т) 13. Взаимодействие копирных роликов 7 и 8 с копирами II и 12 обеспечивает наклон Р во время его перемещения то в одну, до в другую сторону от нормали к Т. Этим достигается выравнивание скорости перемещения сопла Р относительно поверхности Т. 3 ил. S to 00 со
15
О)
Фиг. 3
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 0 |
|
SU376193A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Станок для резки труб | 1972 |
|
SU506477A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для резки труб прямоугольного сечения | 1982 |
|
SU1069964A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Станок для тепловой резки труб | 1977 |
|
SU634879A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
