Изобретение относится к сварочному производству, в частности к оборудованию : для дуговой сварки преимущественно соеди- нений со щелевой разделкой и с колебаниями электрода-по замкнутой траектории. Изобретение может найти применение в судостроении, машиностроении, химической промышленности и в других отраслях народного хозяйства.
Целью изобретения является повыщение качества сварных соединений с узкощелевыми разделками при сварке изогнутым мундштуком путем эквидистантного перемещения конца мундштука относительно кромок разделки соединения.
При включении устройства на сварку привод 1 колебаний получает поступательное перемещение вдоль шва, мундщтук 6 при этом сохраняет неизменное .настроечное положение относительно кромки. При отклонениях кромки разделки от
номинально заданных параметров оператор с помощью привода 13 поворачивает червяк 12, который вращает вал-щестер- ню 11. Вал-щестерня 11 передает вращение 10 через кулачковую полумуфту 5 на изогнутый мундштук 6.
Таким образом производится корректировка положения конца мундштука, т. е. обеспечивается эквидистантное перемещение
На фиг. 1 показано устройство для коле- . конца электрода относительно изменяющейбаний электрода, продольный разрез; на фиг. 2 - вид А на фиг. 1.
Устройство содержит привод 1 колебаний, состоящий из редуктора 2 с выходным валом 3 и сочлененного с последним через
ся кромки разделки.
В конце сварного щва производится включение привода 1 колебаний. При этом выходной вал 3 редуктора 2 через зубчатое зацепление передает вращение ведомому
зубчатую передачу ведомого вала 4, кулач- 20 валу 4. Последний через шпонку 15 вра- ковой полумуфты 5 и изогнутого мундщту-щает разъемный корпус 14, кинематически
ка 6. Выходной вал 3 снабжен кулачком 7 (см. фиг. 2), контактирующим с конечными выключателями 8, установленными на корпусе редуктора 2. Конечные выключатели 8 снабжены ручками 9 настройки.
Привод 1 колебаний снабжен узлом 10 коррекции, выполненным в виде дополнительного вала-шестерни 11, червяка 12 с приводом 13 и разъемного корпуса 14.
25
связанный с ним червяк 12 передает вращение валу-шестерне 11 и через нее и полумуфту 5 мундштуку 6. Поворот изогнутого конца мундштука 6, точнее перекид его в сторону противоположной кромки, происходит до момента контакта кулачка 7 с соответствующим конечным выключателем 8. С контактом кулачка 7 и конечного выключателя 8 происходит обратный ход устДополнительный вал-шестерня 11 жест- 30 ройства для колебаний электрода и перекид
ко сочленен, например, посредством резьбового соединения и стопорного винта с кулачковой полумуфтой 5 и установлен между ней и ведомым валом соосно последнему и с возможностью свободного разворота в нем.
Разъемный корпус 14 жестко сочленен 35 через шпонку 15 с ведомым валом 4. Червяк 12 кинематически связан с корпусом 14.
Привод 13 червяка 12 в данном случае ручной, но может быть выполнен автома- Q тически, в виде электродвигателя и следящей системы.
Устройство работает следующим образом.
Перед запуском производится предвариконца мундштука к противоположной кромке. Затем устройство перемещается на шаг, равный величине наплавленного слоя, цикл сварки с коррекцией конца электрода повторяется.
Изобретение позволяет обеспечивать эквидистантное перемещение конца электрода относительно кромок разделки в процессе сварки и тем самым повысить качество сварки.
Формула изобретения
Устройство для колебаний электрода, содержащее привод колебаний с редуктотельная настройка устройства для колеба- 45 ром, выходным валом и связанным с ним НИИ электрода, заключающаяся в том, что через зубчатую передачу ведомым валом,
а также узел коррекции, выполненный в виде червячной пары, связанной с ведомым валом, червяк которой выполнен с приводом, а также сварочный инструмент, отличающееся тем, что, с целью повыщения качестконечные выключатели о устанавливаются в положения, соответствующие заданным параметрам разделки. Независимая настройка производится ручками 9. Кулачок 7 замыкает один из контактных выключателей 8, что соответствует настройке устройства на прохождение электрода вдоль одной кромки.
При этом для получения высокого ка50
ва сварных соединении с узкощелевыми разделками при сварке изогнутым мундщту- ком путем эквидистантного перемещения конца мундштука, относительно кромок разчества сварки конец мундштука должен 55 делки соединения, оно снабжено установленперемещаться в непрерывном процессе сварки по траектории, эквидистантной кромке разделки.
При включении устройства на сварку привод 1 колебаний получает поступательное перемещение вдоль шва, мундщтук 6 при этом сохраняет неизменное .настроечное положение относительно кромки. При отклонениях кромки разделки от
номинально заданных параметров оператор с помощью привода 13 поворачивает червяк 12, который вращает вал-щестер- ню 11. Вал-щестерня 11 передает вращение через кулачковую полумуфту 5 на изогнутый мундштук 6.
Таким образом производится корректировка положения конца мундштука, т. е. обеспечивается эквидистантное перемещение
ся кромки разделки.
В конце сварного щва производится включение привода 1 колебаний. При этом выходной вал 3 редуктора 2 через зубчатое зацепление передает вращение ведомому
валу 4. Последний через шпонку 15 вра- щает разъемный корпус 14, кинематически
связанный с ним червяк 12 передает вращение валу-шестерне 11 и через нее и полумуфту 5 мундштуку 6. Поворот изогнутого конца мундштука 6, точнее перекид его в сторону противоположной кромки, происходит до момента контакта кулачка 7 с соответствующим конечным выключателем 8. С контактом кулачка 7 и конечного выключателя 8 происходит обратный ход устконца мундштука к противоположной кромке. Затем устройство перемещается на шаг, равный величине наплавленного слоя, цикл сварки с коррекцией конца электрода повторяется.
Изобретение позволяет обеспечивать эквидистантное перемещение конца электрода относительно кромок разделки в процессе сварки и тем самым повысить качество сварки.
Формула изобретения
ва сварных соединении с узкощелевыми разделками при сварке изогнутым мундщту- ком путем эквидистантного перемещения конца мундштука, относительно кромок разным на выходном валу кулачком и концевыми выключателями для взаимодействия с кулачком, кулачковой полумуфтой, связанной с валом червячной шестерни и со сварочным инструментом, вал червячной шестерни выполнен соосным ведомому валу и установлен с возможностью автономного
поворота, червячная пара размеш,ена в корпусе, который кинематически связан с червяком и установлен с возможностью поворота вместе с ведомым валом.
Вид А
Фиг. 2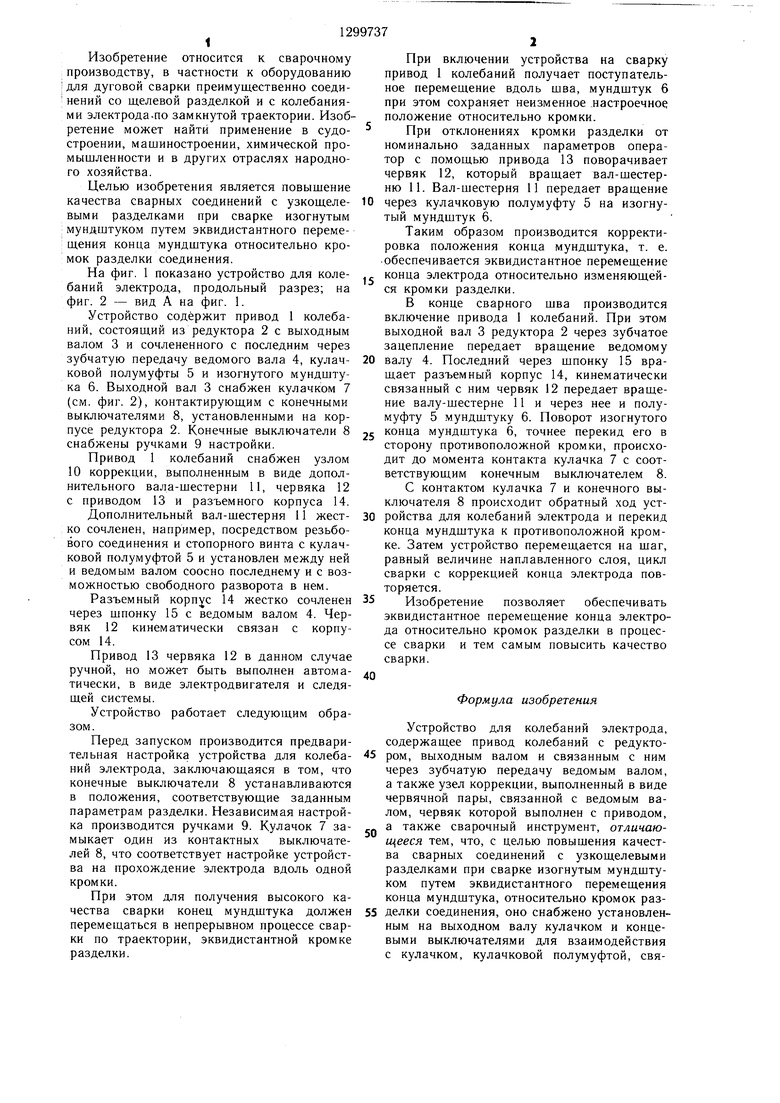
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОПРОХОДНОЙСВАРКИ | 1979 |
|
SU825305A1 |
| Устройство для дуговой сварки | 1981 |
|
SU965663A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Устройство для автоматической многопроходной сварки кольцевых швов | 1972 |
|
SU438505A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1228995A1 |
| Устройство для дуговой сварки | 1987 |
|
SU1459854A1 |

Изобретение относится к сварочному производству, в частности к оборудованию для дуговой сварки преимущественно соединений со щелевой разделкой и с колебаниями электрода по замкнутой траектории. Изобретение может найти применение в судостроении, машиностроении, химической промышленности и в других отраслях народного хозяйства. Цель изобретения - повышение качества сварных соединений с узкощелевыми разделками при сварке изогнутым мундштуком путем эквидистантного перемещения конца мундштука относительно кромок разделки соединения при отклонениях кромки разделки от номинально заданных параметров. Оператор с помощью привода поворачивает червяк 12, который вращает вал-шестерню 11. Вал-шестерня 11 передает вращение через кулачковую полумуфту 5 на изогнутый мундштук 6. В конце сварного шва производится включение привода колебаний 1. Ведомый вал 4 через шпонку 15 вращает корпус 14, кинематически связанный с ним червяк 12 передает вращение валу-щестерне 11, полумуфте 5 и мундштуку 6. Перекид мундштука 6 в сторону противоположной кромки происходит при контакте кулачка с контакт-, ным выключателем. 2 ил. (Л to ;о со со 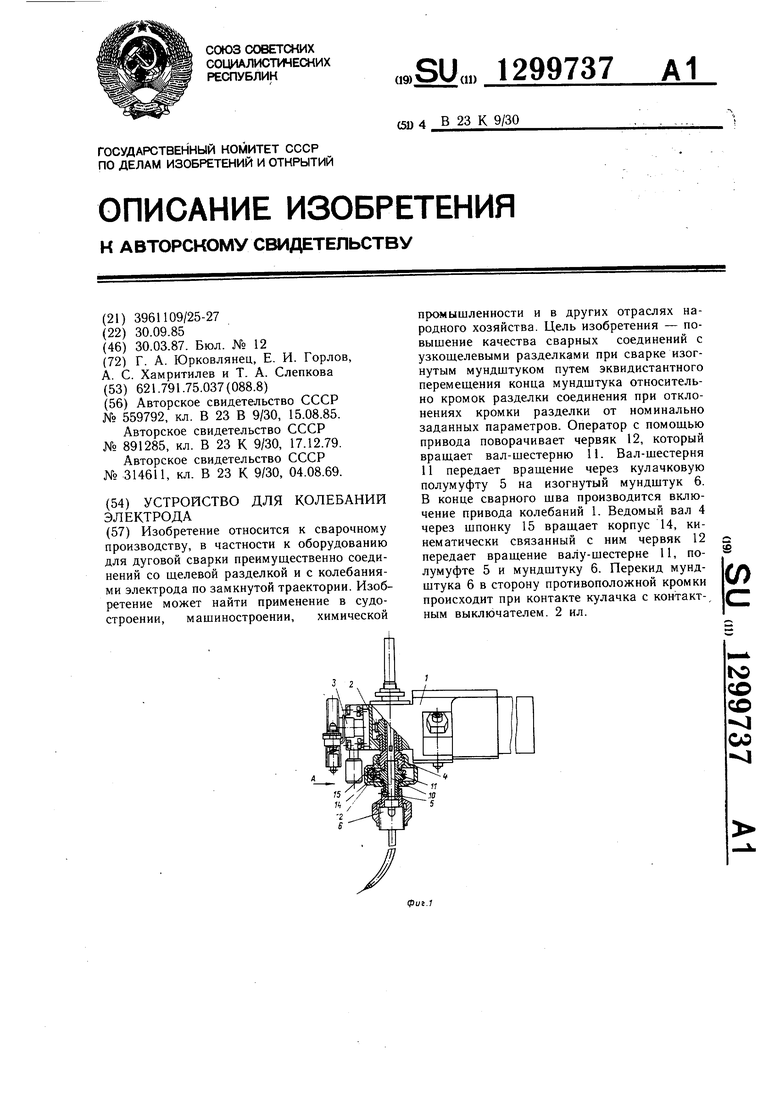
| Устройство для колебания электрода | 1975 |
|
SU559792A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки с колебаниями электрода | 1979 |
|
SU891285A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ВИБРАТОР СВАРОЧНОЙ ГОРЕЛКИ | 0 |
|
SU314611A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
