Г
Изобретение относится к станкостроению, в частности к способам обработки отверстий в самозажимных станочных приспособлениях.
Цель изобретения - повышение производительности процесса обработки за счет фиксации детали усилием сил резания.
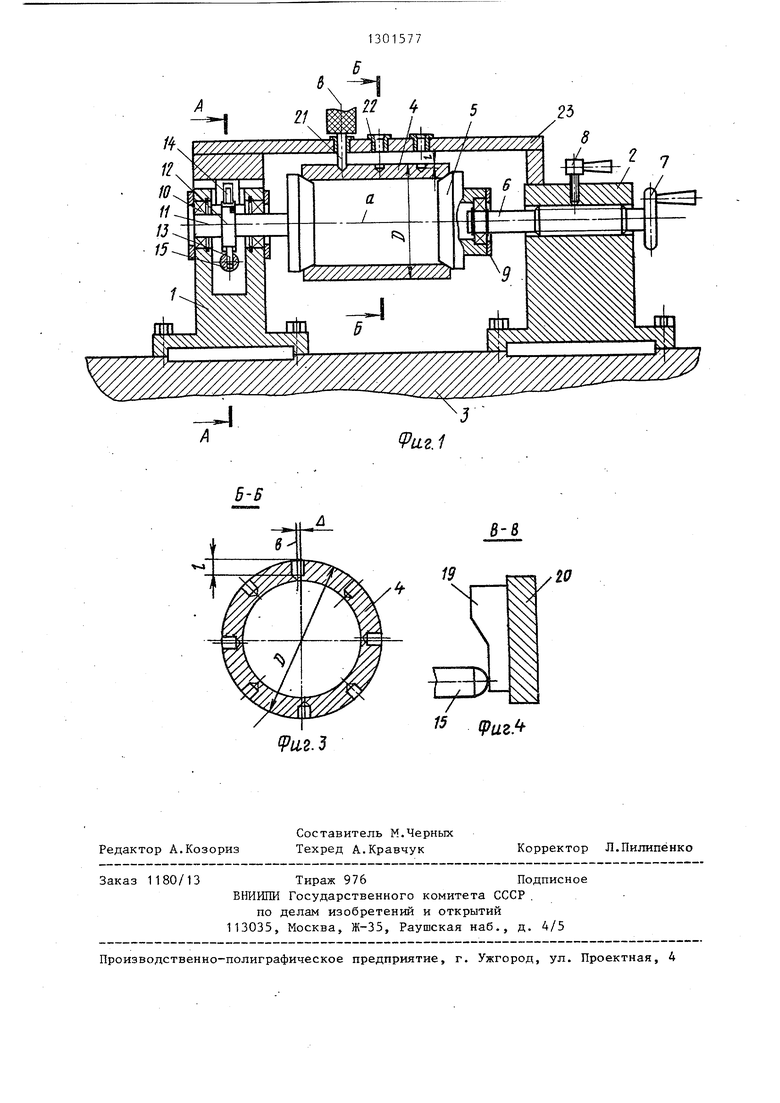
На фиг. 1 показано устройство дл реализации предлагаемого способа, осевой-разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Бнафиг. 1; на фиг. 4 - разрез В-В на фиг. 2,
Устройство состоит из левой бабки 1 и правой бабки 2 неподвижного корпуса, закрепленного на столе 3 станка. Обрабатываемая деталь 4 закреплена в усеченных конусах 5 на фасках своего внутреннего диаметра. Правый конус 5 установлен с возможность перемещения для съема или устновки детали. Перемещение осуществлется вращением винта 6 маховиком 7. Упор 8 служит для фиксации винта 6. Конус 5 имеет возможность свободного вращения посредством подшипника 9. На левой бабке в подшипниках 10 установлен вал 11 с закрепленным на нем храповым колесом 12, которое снжено подпружиненными собачками 13 и 14. Собачка 13 установлена на толкателе 15 и служит для перемещения храпового колеса 12, а вместе с ним и детали 4. Собачка 14 установлена на левой бабке 1 и служит для фиксации детали 4 в положении обработки. Толкатель 15 установлен в направляющих втулках 16 и 17 и снабжен пружиной 18. Кулачок 19, взаимодействующий с толкателем 15, жестко связан со штангой 20, закрепленной на станне станка. Обрабатьшающий инструмен
Способ обработки отверстий на периферии деталей типа барабанов, при котором деталь фиксируют и затем формируют отверстия вводом инструмента в деталь через кондукторные втулки, отличающийся тем.
например сверло 21, проходит через повышения производитель- направляющую кондукторную втулку 22, „ ТТ ОТТРГ П. ofi,.aR.,VM г.п п„ности процесса обработки, оси кондукторных втулок смещают относительно оси обрабатываемого отверстия на величину д , которую выбирают из условия
установленную в кондукторной плите 23 неподвижного корпуса. При этом ось а обрабатываемого отверстия смещена относительно оси Ь направляющей кондукторной втулки 22 на некоторую величину и , выбираемую из условия
-Г
где 8 - допуск на диаметр срабатываемого отверстия; D - наружный диаметр детали;
o
5
0
5
0
5
Е - длина обрабатываемого отверстия .
Выполнение этого смещения гарантирует создание необходимого зажимного момента и обработку отверстия в пределах допуска.
Устройство работает следующим образом.
Деталь 4 устанавливают на усеченные конуса 5. Деталь поджимается правым конусом 5, который фиксируется от самоотвинчивания упором 8. Происходит, обработка ряда отверстий, а после обработки последнего ряда отверстий стол 3 станка путем горизонтального перемещения наезжает толкателем 15 на кулачок 19, При этом толкате.ль 15 вместе с собачкой 13 совершает ход, во время которого собачка 13 поворачивает храповое колесо 12 на один зуб. Затем стол 3 возвращается в исходное положение, а толкатель 15 съезжает с кулачка 19 и возвращается пружиной 18 в первоначальное положение. Собачка 13 проще лкивае т, а храповое колесо 12 фиксируется собачкой 14. Вместе с храповым колесом 12 поворачивается деталь 4 и устанавливается для обработки следующего ряда отверстий. Создавае- мьм вертикальной составляющей силы резания сверла 21 зажимной момент замыкается на собачку 14. После обработки ряда отверстий цикл повторяется.
Формула изобретения
Способ обработки отверстий на периферии деталей типа барабанов, при котором деталь фиксируют и затем формируют отверстия вводом инструмента в деталь через кондукторные втулки, отличающийся тем.
повышения производитель- „ ТТ ОТТРГ П. ofi,.aR.,VM г.п п„ повышения производитель- „ ТТ ОТТРГ П. ofi,.aR.,VM г.п п„
ности процесса обработки, оси кондукторных втулок смещают относительно оси обрабатываемого отверстия на величину д , которую выбирают из условия
SD
U 2Г-
где S - допуск на диаметр обрабатываемого отверстия; D - наружньм диаметр детали; - длина обрабатываемого отверстия.
23
8
3
9и,2.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к токарному автоматудля СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU804212A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ПРОДОЛЬНЫХОТВЕРСТИЙ | 1972 |
|
SU343780A1 |
| Металлорежущий станок | 1983 |
|
SU1137675A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2049609C1 |
| Переналаживаемый кондуктор | 1986 |
|
SU1388198A1 |
| Устройство для сверления | 1989 |
|
SU1660862A1 |
| Устройство для алмазного выглаживания поверхностей деталей | 1980 |
|
SU933411A1 |
Изобретение относится к станкостроению, а частности к способам обработки отверстий в самозажимных станочных приспособлениях. Целью изобретения является повышение производительности обработки за счет совмещения операции фиксации детали и обработки отверстий. Для этой цели оси кондук-- торных втулок смещены относительно оси обрабатываемого отверстия на величину, создающую плечо зажимного момента, но не превьш1ающую поле допуска обрабатываемого отверстия детали и определяемую из условия й (FD:2E), где 8 - допуск на диаметр обрабатываемого отверстия, D - наружный диаметр детали; - длина обрабатываемого отверстия. 4 ил. to А-А (Л 20 со СП vj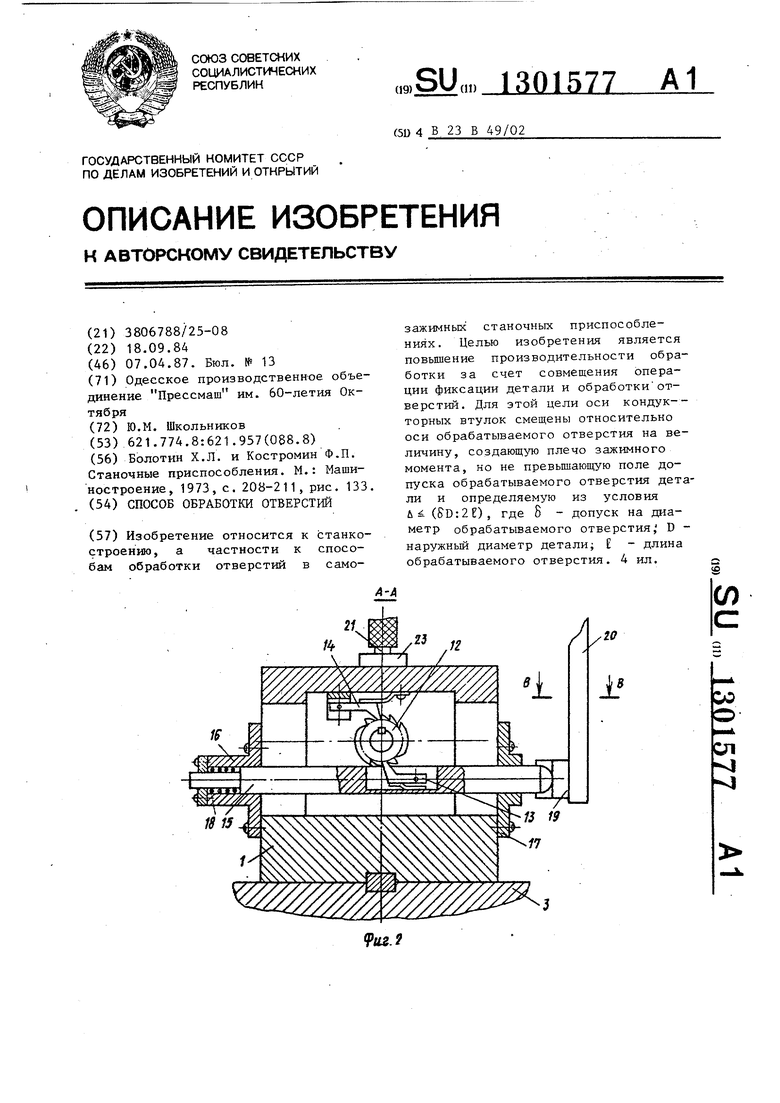
va
и,2.3
в-в
19 N
1
/
to
-Е
/
15
ipuz.
Редактор А.Козориз
Составитель М.Черных Техред А.Кравчук
Заказ 1180/13
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л.Пилипёнко
| Болотин Х.Л | |||
| и Костромин Ф.П | |||
| Станочные приспособления | |||
| М.: Машиностроение, 1973, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
