Изобретение относится к области шлифования, в частности , роликовых подшипников, тела качения которых (ролики) имеют плоские, скругленные торцы в месте перехода на фаску.
Целью изобретения является обеспечение высокопроизводительной, качественной, сферической обработки места перехода торца в фаску.
to
15
20
На фиг. 1 показан станок, вид сбоку; на фиг. 2 - то же, вид спереди (передний валок не показан).
На станине смонтированы привод 1 изделия, корпус с рабочей головкой и инструментальным узлом 2 и загрузочно-выгрузоч- ный механизм (не показан).
Инструментальный узел 2 выполнен из двух поджимных элементов 3, каждый из которых имеет-вогнутую сферическую контактную поверхность, расположенную под углом а к обрабатываемому торцу заготовки 4, и снабжен окнами 5 под абразивную ленту 6, катушки которых для ее перемещения связаны с храповым механизмом (не показаны) и подпружиненным элементом 7, упругость которого определяется необходимой силой прижима обрабатываемой за- 25 готовки 4 к валковой системе привода 1 заготовки и обеспечивается пружинами 8. Привод инструментального узла 2 связан с загрузочно-выгрузочным устройством (не показан) с возможностью его отключения при отсутствии детали в рабочей позиции.
Станок работает следующим образом.
Обрабатываемые заготовки 4 автоматически выдаются из магазина (не показано), досылаются в рабочую позицию на вращающиеся валки (барабаны) привода 1 изделия при поднятом инструментальном узле 2. При опускании инструментального узла 2 и одновременном поджиме обрабатываемой заготовки 4 к вращающимся валкам посредством подпружиненного элемента 7
30
35
Необходимый съем припуска с заготовки 4 и требуемая точность формы торца обеспечиваются регулируемыми прижимом инструментального узла 2, углом наклона и формой поджимного элемента 3, применяемой характеристикой абразивной ленты 6, частотой вращения привода 1 заготовки и временем обработки. Цикл обработки устанавливается посредством реле времени.
После обработки заготовки 4 инструментальный узел 2 поднимается, подпружиненный элемент 7 предотвращает заклинивание детали и одновременно загрузочное устройство (не показано) производит замену обрабатываемой детали, и цикл повторяется.
Станок может быть выполнен многопозиционным, параллельного и последовательного действия.
Формула изобретения
Станок для обработки боковых поверхностей цилиндрических тел вращения, выполненный в виде станины с установленным на ней инструментальным узлом и механизмом вращения заготовок, в виде двух приводных барабанов с параллельными осями, отличающийся тем, что, с целью повышения производительности и качества обработки с использованием абразивной ленты, он дополнительно снабжен установленными в инструментальном узле вдоль оси механизма вращения заготовок и симметрично ей двумя поджимными элементами и расположенным между ними подпружиненны.м в радиальном направлении элементом, предназначенным для взаимодействия с обрабатываемой заготовкой, при этом каждый из поджимных элементов имеет вогнутую сферическую контактную поверхность, в стенке
обеспечивается вращение обрабатываемой за- .Q которой выполнено окно для подачи абраготовки 4.
зивнои ленты.
При этом поджимные элементы 3, снабженные абразивной лентой 6, контактируют с обрабатываемой заготовкой 4.
Необходимый съем припуска с заготовки 4 и требуемая точность формы торца обеспечиваются регулируемыми прижимом инструментального узла 2, углом наклона и формой поджимного элемента 3, применяемой характеристикой абразивной ленты 6, частотой вращения привода 1 заготовки и временем обработки. Цикл обработки устанавливается посредством реле времени.
После обработки заготовки 4 инструментальный узел 2 поднимается, подпружиненный элемент 7 предотвращает заклинивание детали и одновременно загрузочное устройство (не показано) производит замену обрабатываемой детали, и цикл повторяется.
Станок может быть выполнен многопозиционным, параллельного и последовательного действия.
Формула изобретения
Станок для обработки боковых поверхностей цилиндрических тел вращения, выполненный в виде станины с установленным на ней инструментальным узлом и механизмом вращения заготовок, в виде двух приводных барабанов с параллельными осями, отличающийся тем, что, с целью повышения производительности и качества обработки с использованием абразивной ленты, он дополнительно снабжен установленными в инструментальном узле вдоль оси механизма вращения заготовок и симметрично ей двумя поджимными элементами и расположенным между ними подпружиненны.м в радиальном направлении элементом, предназначенным для взаимодействия с обрабатываемой заготовкой, при этом каждый из поджимных элементов имеет вогнутую сферическую контактную поверхность, в стенке
которой выполнено окно для подачи абразивнои ленты.
Фиг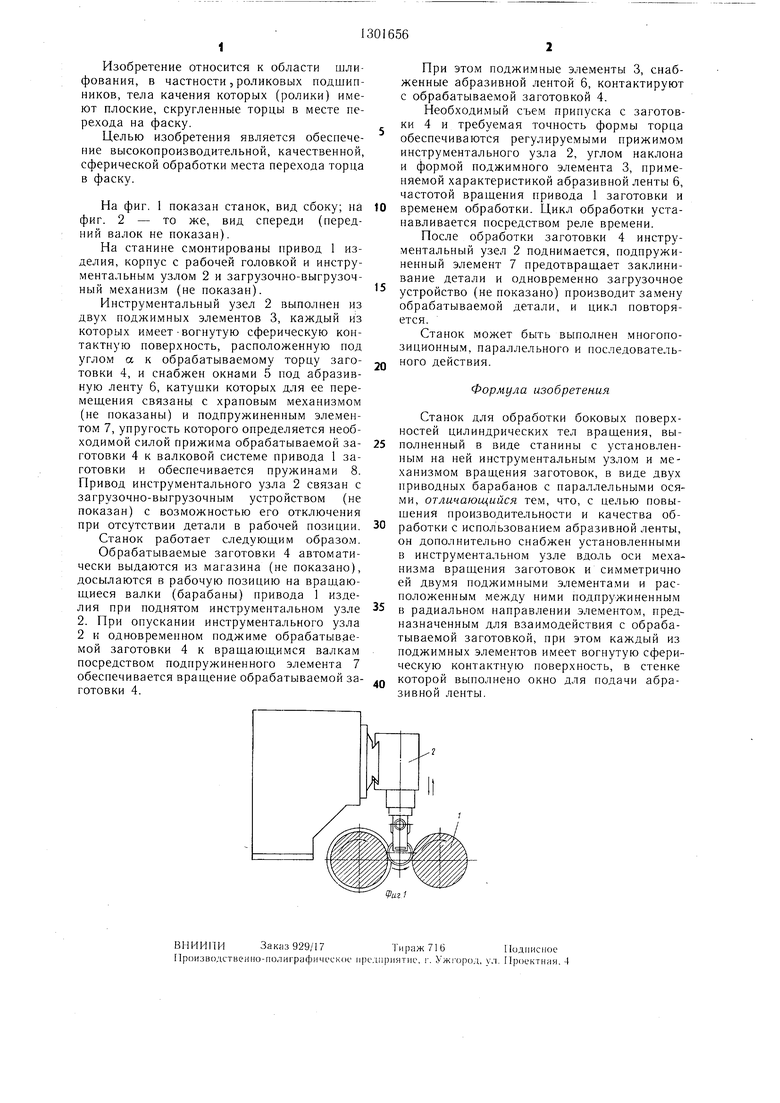
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| Станок для абразивной обработки | 1988 |
|
SU1611704A1 |
| Устройство для абразивной обработки деталей типа тел вращения | 1979 |
|
SU856763A1 |
| Устройство для абразивной обработки деталей | 1988 |
|
SU1657350A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Станок для обработки торцов труб | 1988 |
|
SU1565584A1 |
| Станок для шлифования и полирования оптических деталей | 1987 |
|
SU1449327A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| Устройство для шлифования торцов деталей | 1983 |
|
SU1135617A2 |
Изобретение относится к области шлифования и позволяет повысить производительность и качество обработки боковых поверхностей тел вращения. Заготовка 4 помеШ(ается между валками, осуш.ествля- ющими ее враш,ение. Инструментальный узел несет поджимные элементы 3, через окна 5 которых проходит абразивная лента 6. Поджимные элементы 3 имеют сферическую вогнутую контактную поверхность, что обеспечивает поджим ленты к боковой поверхности заготовки по необходимому профилю. Подпружиненный элемент 7 предотвращает заклинивание заготовки 4 между поджимными элементами.3. 2 ил. (Q сл со 05 СП 05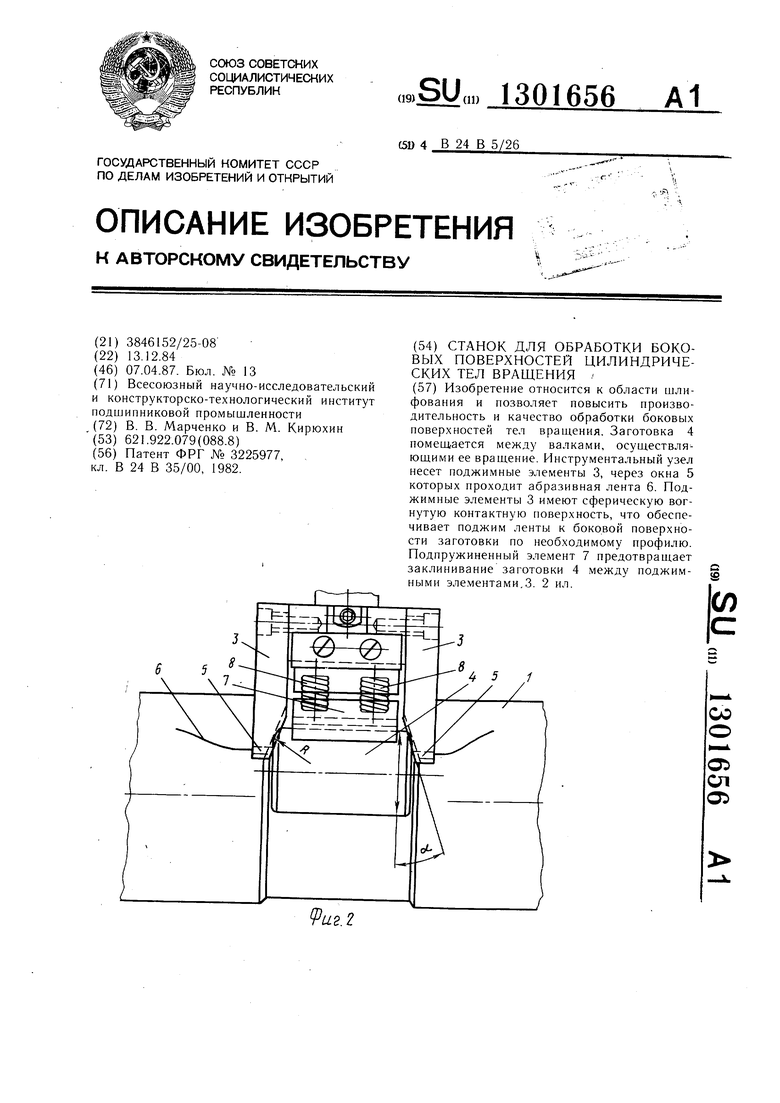
ВИИИПИЗаклз 929/17Тираж 716Подписное
Производственно-полигруфнческое ирелприятие, г. Ужгород, y. i. Проектная. -(
| Патент ФРГ № 3225977, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
