Изобретение относится к лесной и деревообрабатывающей промышленности и может быть использовано для поворачивания бревен при подаче их во фрезернопильные станки.
Цель изобретения - повышение качества обработки путем повышения точности базирования.
На фиг. 1 дано устройство для подачи бревен в станки, вид сверху; на фиг-.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.2.
Устройство для подачи бревен в станки состоит из продольного конвейера 1, средства для поворота бревен, выполненного в виде установленных на суппортах 2 с двух сторон конвейера 1, например, перед фрезерно- нильпым узлом 3 двух вальцов 4 и 5 с рифлями и шипами на рабочих поверхностях, имеющих приводы 6 и 7 их враш.ения и приводы 8 и 9 их наклона в виде, например, силовых цилиндров установленных на суппортах 2. Суппорты 2 с вальцами 4 и 5 и приводами 6-9 установлены в на- правляю цих 10.
Устройство имеет механизм центрирования бревен в виде шарнирно связанной с суппортами системы рычагов 11 и 12 с общим силовым цилиндром 13. Для подачи бревен, например, во фрезернопильный узел устройство имеет дополнительный механизм подачи, например, в виде вальцов 14 и продольного конвейера.
Устройство работает следующим образом.
Транспортируемое продольным конвейером 1 бревно 15 вершиной вперед подается во вращающиеся вальцы 4 и 5, которые, захватывая бревно, с помощью приводов б-9 силового цилиндра одновременно с продольной подачей производят поперечпое его перемещение, центрирование, а также поворот бревна относительно продольной оси до установки его выпуклостью вверх. В таком положении далее бревно поступает, например, во фрезернопильный узел 3, где осуществляется его раскрой. При этом при центрировании вальцы 4 и 5 под действием общего силового цилиндра 13 осуществляют синхронное сближение или разведение в зависимости от диаметра подаваемых ими бревен.
В зависимости от кривизны, диаметров, длины, качества поверхности бревна (мерзлая, окоренная, неокбренная) оператор устанавливает тот или иной оптимальный режим ориентирования бревна путем установки требуемых скоростей Vi и V2 вращения приводов 6 и 7 и углов наклона ai и «2 с помощью приводов 8 и 9. При этом соблюдают следующую взаимосвязь параметров ра- боты приводов 6,7 и 8,9: Vi V2 при «1 аа и Vi V2 при ai «2, где V| и ai - скорость вращения и угол наклона вальца с шипами на рабочей поверхности; V2 и а2 - скорость вращения и угол наклона вальца с рифлями на рабочей поверхности.
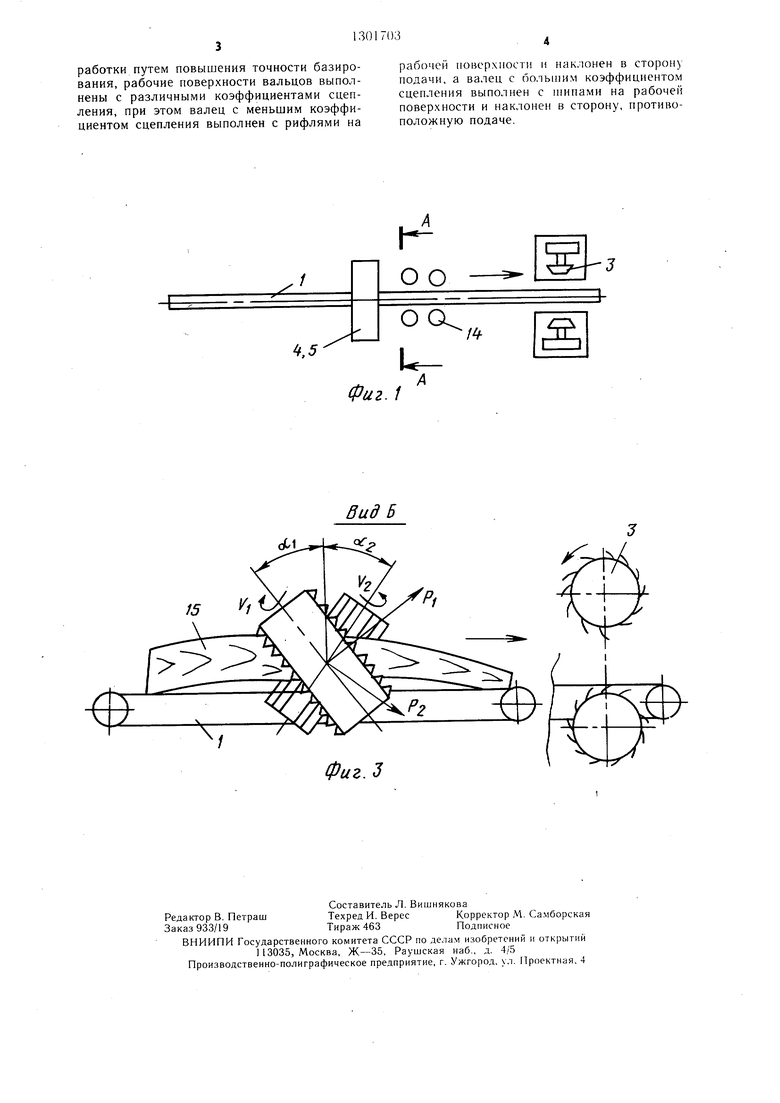
При выполнении этих соотношений всегда результирующая составляющая сил Р2 вальца с рифлями при вращении последнего по стрелке (фиг.З) стремится прижать
концы бревна к горизонтальной плоскости конвейера 1. При этом, если концы бревна будут опираться на горизонтальной плоскости, а бревно еще не установлено в вертикальной плоскости выпуклостью вверх, то вследствие того, что рабочая поверхность
вальцов 4 и 5 выполнена с разными коэффициентами сцепления, валец с щипами будет продолжать осуществлять поворот бревна до установки его выпуклостью вверх и одновременно подачу вперед, а валец 5, продолжая вращение, будет фиксировать (прижимать) бревно 15 к указанной плоскости и одновременно помогать вальцу 4 продвигать бревно вперед. Когда концы бревна 15 будут опиратья о плоскость, при его дальнейшем повороте вальцон 4 поверхность
0 бревна 15 будет проскальзывать по поверхности вальца 5. После ориентирования бревно 15 механизмом 14 подачи подается,, например, во фрезернопильный узел 3.
При установке одинаковых скоростей вра щения вальцов 4 и 5 прижим концов бревна к горизонтальной плоскости конвейера обеспечивают путем установки разных ходов вращения поршней цилиндров (например, посредством дисковых гидропозиционеров), обеспечивающих угол наклона 0,2 вальца 5, больший угла наклона «i вальца 4. При установке одинаковых ходов цилиндров, обеспе- чиваюших одинаковые углы наклона вальцов 4 и 5 «1 а2, прижим концов бревна к плоскости конвейера 1 обеспечивают путем
, увеличения скорости вращения привода 7 вальцов 5 посредством регуляторов скорости, например регулирующего дросселя при выполнении привода 7 электромеханическим. Увеличение скорости вращения привода 7 обеспечивает дополнительно увеличе0 ние результирующей сил Р, стремящейся прижать в процессе кантования концы бревна к плоскости до полной выставки бревна выпуклостью вверх, при этом происходит проскальзывание поверхностей бревна 15 и вальца 5.
Б cpaBHej HH с известным устройством за счет выполнения рабочих поверхностей вальцов с разными коэффициентами сцепления обеспечивается качественное базирование бревен, т. е. возможно повышение ско- рости резания, а следовательно, и производительности на 3-5%.
Формула изобретения
Устройство для подачи бревен в станки, 5 включающее продольный конвейер, по обеим сторонам которого смонтированы вальцы, имеющие механизм центрирования, приводы вращения и наклона вальцов, отличающееся тем, что, с целью повышения качества обработки путем повышения точности базирования, рабочие поверхности вальцов выполнены с различными коэффициентами сцепления, при этом валец с меньшим коэффициентом сцепления выполнен с рифлями на
рабочей поверхности и наклонен в сторону подачи, а валец с большим коэффициентом сцепления выполнен с 1пипами на рабочей поверхности и наклонен в сторону, противоположную подаче.
Фиг. 1
Вид В
Фиг.З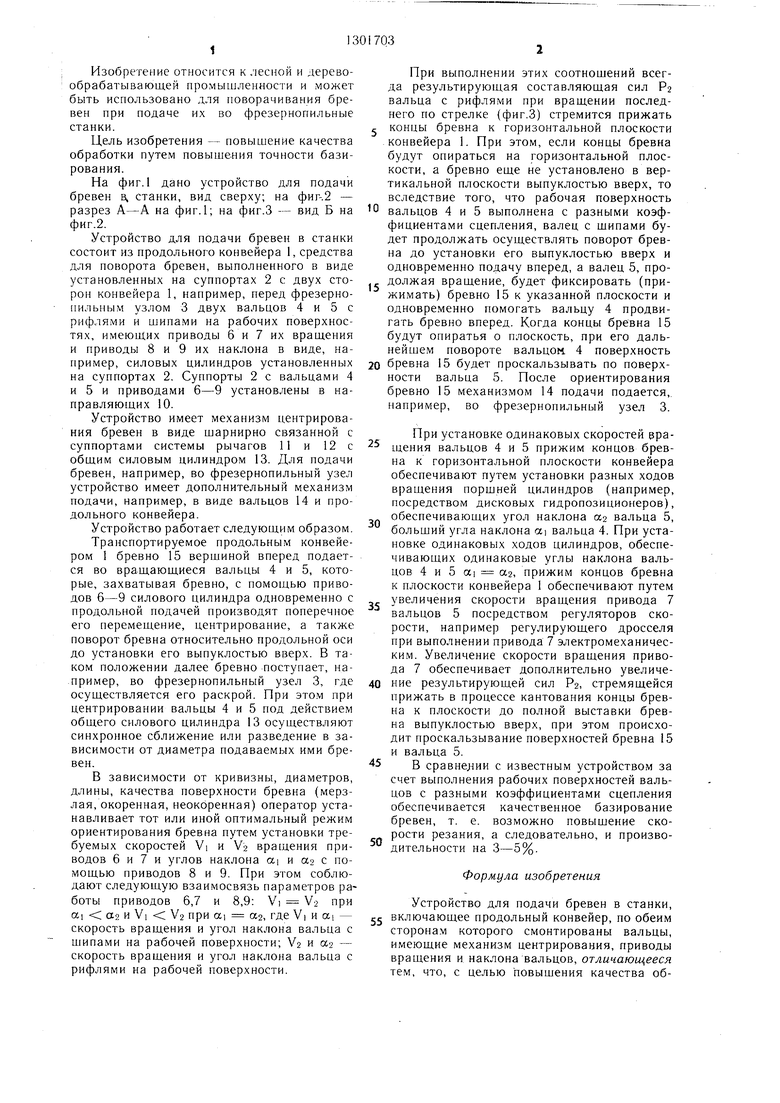
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ БРЕВЕН В ДЕРЕВООБРАБАТЫВАЮЩИЕ СТАНКИ | 1967 |
|
SU204528A1 |
| Устройство для разворота бревен | 1981 |
|
SU960106A1 |
| Устройство для разворота бревен | 1981 |
|
SU950629A1 |
| Стенд для испытания лесопильных рам | 1987 |
|
SU1490541A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ БРЕВЕН В ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044624C1 |
| Устройство для подачи бревен к деревообрабатывающему станку | 1985 |
|
SU1318395A1 |
| Устройство для подачи бревен в деревообрабатывающие станки | 1983 |
|
SU1129074A1 |
| ФРЕЗЕРНО-ПИЛЬНАЯ МАШИНА ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 1994 |
|
RU2090357C1 |
| Устройство для накалывания бревен | 1983 |
|
SU1165578A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1973 |
|
SU458438A1 |
Изобретение относится к лесной и деревообрабатывающей промышленности. Устройство состоит из продольного конвейеЮ / / // // ра 1 и двух вальцов 4 и 5 с рифлями и шипами на рабочих поверхностях. Вальцы нмеют приводы их вращения и наклона. Бревно 15 верщиной вперед подается во вращающиеся вальцы 4 и 5. Бревно захватывается с помощью приводов 6, 7 и 8, 9 силового цилиндра 13 и одновременно с продольной подачей осуществляются его поперечное перемещение, центрирование, а также поворот бревна относительно продольной оси до установки его выпуклостью вверх. В таком положении бревно раскраивается. До тех пор пока бревно не установлено в вертикальной плоскости выпуклостью вверх, рабочая поверхность вальцов 4 и 5 благодаря ее выполнению с разными коэффициентами сцепления продолжает осуществлять поворот бревна до установки его выпуклостью вверх и одновременно подачу вперед. 3 ил. и А - /( сл с 6 ±S //// // о-и-о о; о о: Фиг. г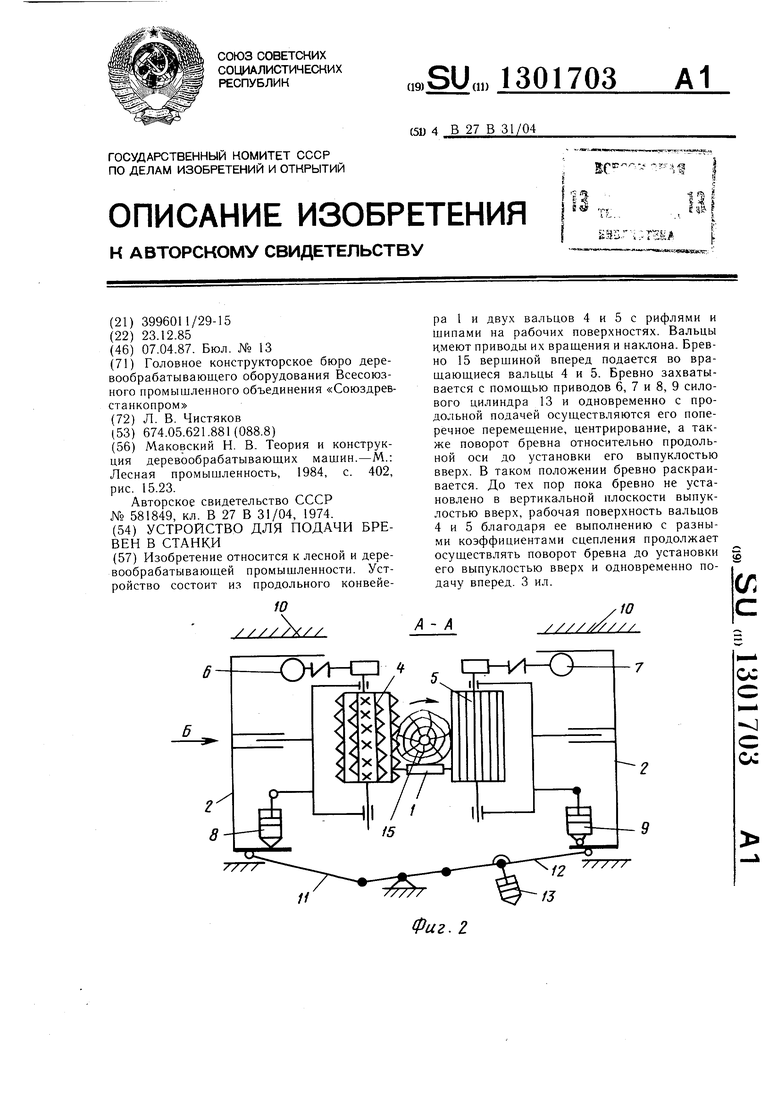
| Маковский Н | |||
| В | |||
| Теория и конструкция деревообрабатывающих мащин.-М.: Лесная промышленность, 1984, с | |||
| РУЧКА С РЕЗЕРВУАРОМ ДЛЯ ЧЕРНИЛ | 1922 |
|
SU402A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Устройство для подачи бревен в станки | 1974 |
|
SU581849A3 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
