1
Изобретение относится к металлообработке, а именно, к обработке отверстий с неравномерными припусками например отверстий литых деталей.
Известна сборная внутренняя протяжка для обработки пазов в цилиндрических отверстиях, состоящая из корпуса и сменнь1х секций режущих зубьев, закрепленных на нем при помощи винтов.
Недостатком этой протяжки является неравномерный износ режущих зубь при обработке отверстий с неравномеными припусками в результате того, что инструмент представляет собой жесткую конструкцию. Это ведет к никому качеству обработки.
Цель изобретения повышение надежности, стойкости инструмента и качества обработки
Для достижения указанной цели в инструменте для обработки отверстий выполненном в виде сборной протяжки содержащем корпус и закрепленные на нем сменные секции режущих зубьев, сменные секции, на которых режуг ц е зубья выполнены одного диаметра, установлены с возможностью радиального перемещения с зазорами между ним причем между корпусом и сменными сециями расположены упругие элементы, а стыкуемые поверхности секций имею уступы Г-образной формы.
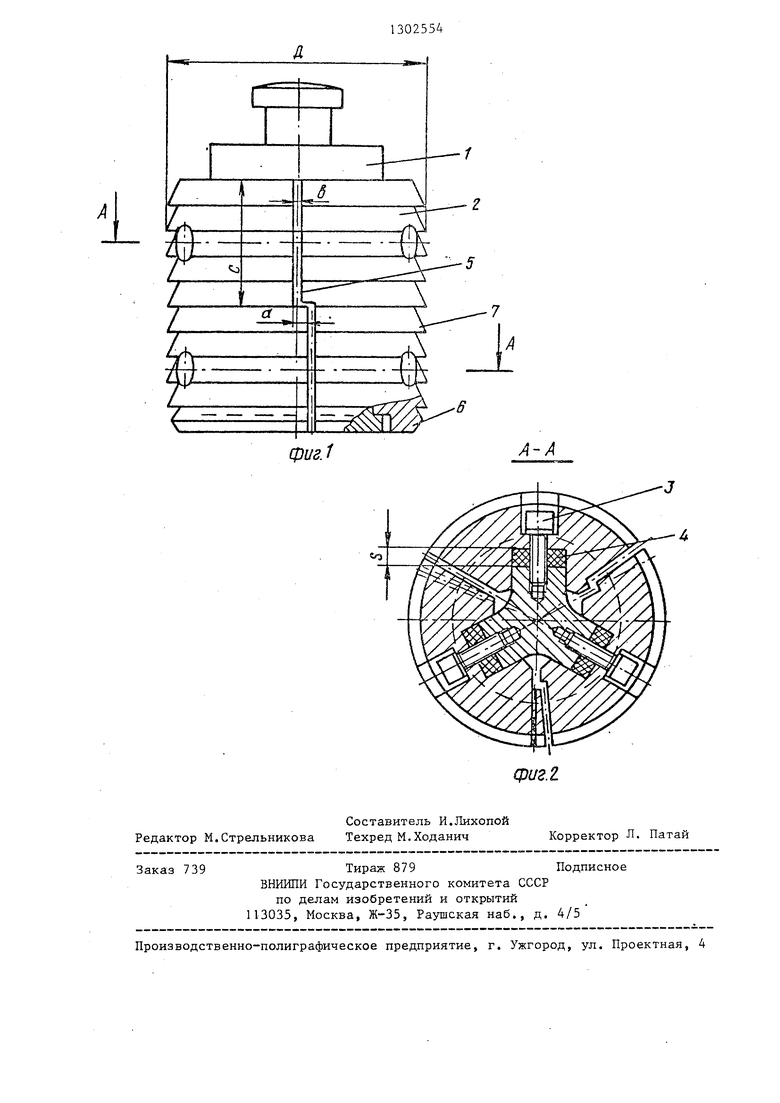
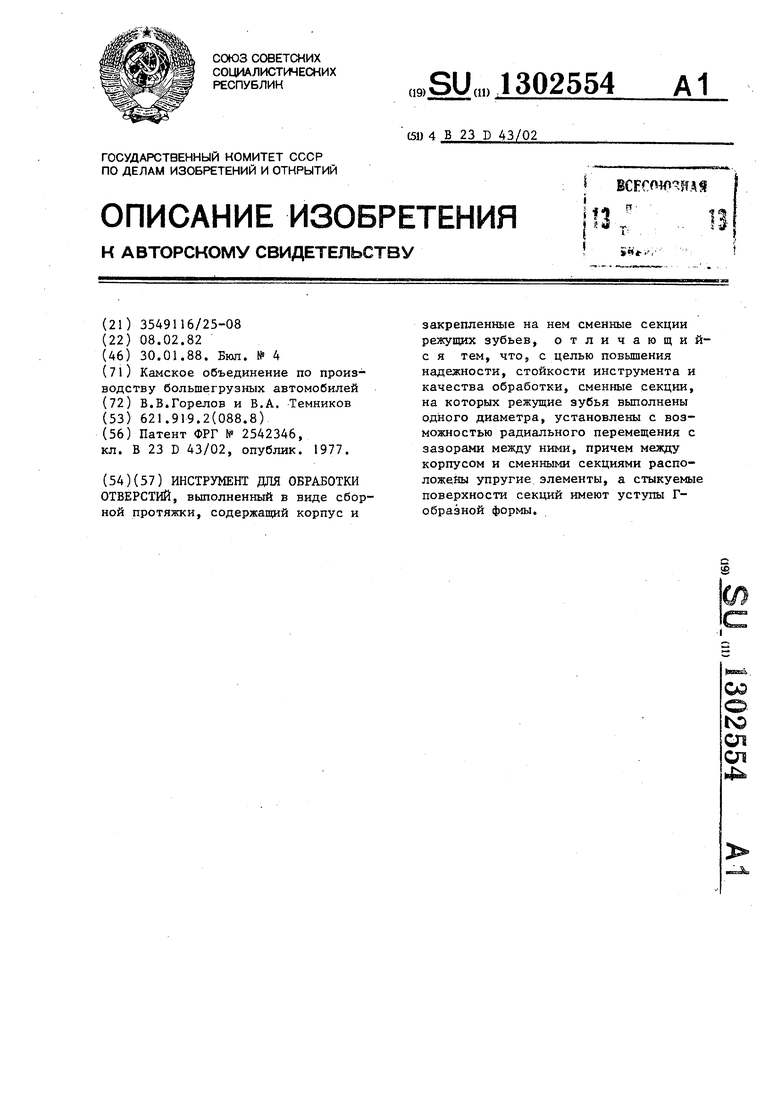
На фиг, 1 представлен предлагаемый инструмент; на фиг. 2 - разрез А-А на фиг, .
Инструмент состоит из корпуса 1, выполненного за одно целое с передним и задним хвостовиками, предохраняющими от осевых смещений в процес се работы, трех сменных секций 2 режущих зубьев, прикрепленных к корпусу регулировочными винтами 3 с. возможностью радиального перемещения. Между корпусом 1 и сменными секциям 2 расположены упругие элементы 4, которые могут быть выполнены из резины или в виде пружин.
Сменные секции режущих зубьев прикреплены к корпусу 1 с зазорами 5 Г-образной формы, обеспечивающими сжатие упругих элементов 4 и получение непрерывной поверхности резания по всему периметру отверстия.
Величина Г-образного зазора зави сит от допустимых отклонений разме
0
0
5
г
5
0 5
0
0
ров обрабатываемого отверстия и допустимой величины заусенцев.
Сменные секции 2 имеют первый зуб 6, выполненный с отрицательным передним углом и диаметром, меньв1им по сра внению с остальными зубьями на 12 мм и предназначенным для ломки литейных заливов, а остальные режущие зубья 7 сменных секций выполнены одного диаметра. Профиль режущих зубьев выбирается в зависимости от обрабатываемого материала. Толщина S упругого элемента зависит от степени сжатия упругих элементов 4.
Инструмент работает следующим образом.
В начале рабочего хода производится ломка литейных заливов первым зубом 6, затем начинается срезание литейных заливов остальньми режущи- f-iH зубьями 7 сменных секций 2. При этом упругие элементы 4 сжимаются под действием радиальной составляющей силы резания Р и в зависимости от величины литейных заливов и по мере их срезания постепенно разжимаются до полного срезания заливов. Это обеспечивает последовательность их срезания зубьями инструмента, равномерный износ режуп их зубьев, устраняет заклинивание инструмента. Кроме того, наличие зазоров 5 Г-образной формы, обеспечивающих сжатие упругих элементов 4; позволяет в процессе сжатия перекрывать впадины верхней ступени инструмента режущими зубьями нижней ступени и создавать непрерывную поверхность резания по всему периметру отверстия.
Износ режущих зубьев сменных секций 2 компенсируется регулированием величины S упругого элемента 4 с помощью регулировочных винтов 3.
Использование инструмента позволяет за счет применения упругих элементов, наличия Г-образных зазоров и выполнения режущих зубьев одного диаметра устранить заклинивание ий-, струмента и повысить его надежность и стойкость, а также равномерный износ режущих зубьев инструмента. Кроме того, инструмент обеспечивает последовательное и полное срезание неравномерных припусков, что улучшает качество обработки отверстий.
фuг.f
А-А
Составитель И.Лихопой Редактор М.Стрельникова Техред М.Ходанич Корректор Л. Патай
Заказ 739Тираж 879Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.I
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2078650C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЯЧЕЕК УРАНОГРАФИТОВЫХ РЕАКТОРОВ | 2003 |
|
RU2234397C1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЯЧЕЕК УРАНОГРАФИТОВЫХ РЕАКТОРОВ | 2000 |
|
RU2187417C2 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| ПРОТЯЖКА | 1973 |
|
SU379338A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ИНСТРУМЕНТОМ С ДВУМЯ ПЕРЕСЕКАЮЩИМИСЯ СТРУЖКООБРАЗУЮЩИМИ ГРАНЯМИ | 1992 |
|
RU2050225C1 |
| Протяжка В.Н.Коноплева | 1980 |
|
SU884891A1 |
| УСТРОЙСТВО ЗАЩИТЫ ИНВЕРТОРА ОТ ПЕРЕГРУЗКИ ПО МОЩНОСТИ | 2013 |
|
RU2542346C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
