Иавестны расточньк головки к сверлильным и т. и. станкам для проточки кольцевых торцовых канавок посредством профильного резца, установленного на радиально-подвижной каретке вращающегося шпинделя.
Предложенная расточная головка отличается тем. что в процессе вращения шпинделя резцовая каретка обеспечивает сложное движение резца по кольцевой траектории в виде плоской волнообразной снирали, лежащей в пределах контура обрабатываемой канавки.
Это достигается тем, что резцовая каретка находится под воздействием эксцентричного кулачка, выполненного заодно со свободно надетой на эксцентричной цапфе шпинделя планетарной шестерней, зацепляющейся с внутренним зубчатым венном неподвижного стакана, концентричного к оси шпинделя.
Такая траектория резца обеспечивает условия резания, аналогичные условиям вихревой обточки, а вместе с тем увеличение стойкости резца и повышение чистоты обрабатываемой новерхности.
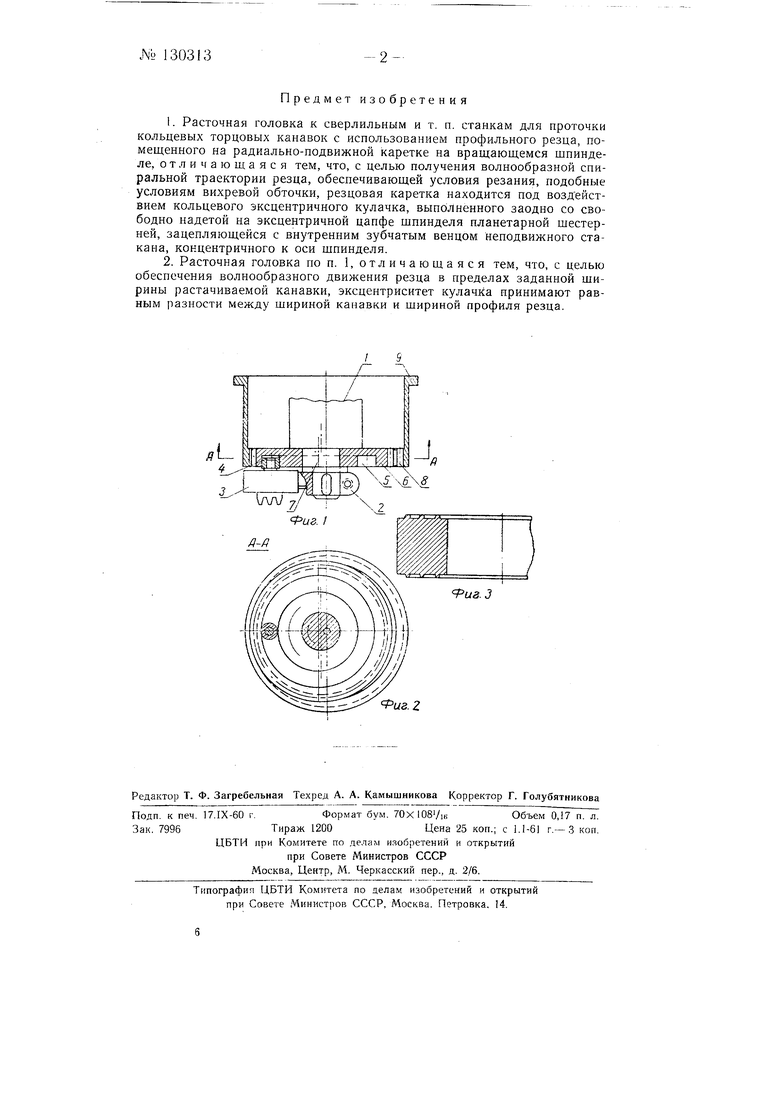
На фиг. 1 изображена описываемая головка в разрезе по осевой
плоскости; на фиг. 2-то же, в разрезе но А-А на фиг: 1; на фиг. 3
образец обрабатываемой детали в осевом сечении.
На вращающемся шпинделе / жестко закреплена радиальная направляющая 2 с подвижной резцовой кареткой 3. Ролик 4 через кольцевой паз 5, выполненный на торце шестерни 6, воздействует на каретку 3. Шестерня 6 насажена свободно на эксцентричной к оси шпинделя цапфе 7 и зацепляется с внутренним зубчатым венцом 8 неподвижного стакана 9, установленного концентрично к оси шпинделя. При вращении шпинделя в результате сложения возвратно-поступательного радиального движения резцовой каретки и планетарного вращения шестерни 6 режущие кромки резца будут описывать спиральную волнообразную траекторию, обеспечивающую условия резания, нодобные условиям вихревой обточки.
Для того чтобы волнообразное движение резца обеспечивало получение заданной ширины растачиваемой канавки, эксцентриситет ку.чачка принимают paBin JM разности между шириной канавки и шириной профиля резца.
Предмет изобретения
1.Расточная головка к сверлильным и т. п. станкам для проточки кольцевых торцовых канавок с использованием профильного резца, помещенного на радиально-подвижной каретке на вращающемся шпинделе, отличающаяся тем, что, с целью получения волнообразной спиральной траектории резца, обесцечивающей условия резания, подобные условиям вихревой обточки, резцовая каретка находится под воздействием кольцевого эксцентричного кулачка, выполненного заодно со свободно надетой на эксцентричной цапфе шпинделя планетарной шестерней, зацепляющейся с внутренним зубчатым венцом неподвижного стакана, концентричного к оси шпинделя.
2.Расточная головка по п. 1, отличающаяся тем, что, с целью обеспечения волнообразного движения резца в пределах заданной ширины растачиваемой канавки, эксцентриситет кулачка принимают равным разности между шириной канавки и шириной профиля резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к токарному станку для расточки кольцевых канавок переменного профиля на цилиндрических изделиях | 1947 |
|
SU70967A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| Резцовая оправка (державка) для расточки внутренних цилиндрических поверхностей | 1956 |
|
SU105457A1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| Головка для расточки и подрезки торцев | 1984 |
|
SU1291295A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| Расточная головка | 1981 |
|
SU990428A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1973 |
|
SU371032A1 |
Физ.г
