Изобретение относится к обработке металлов давлением, в частности, к устройствам для изготовления сильфонов.
Целью изобретения является экономия электроэнергии и уменьшение габаритных размеров в плане.
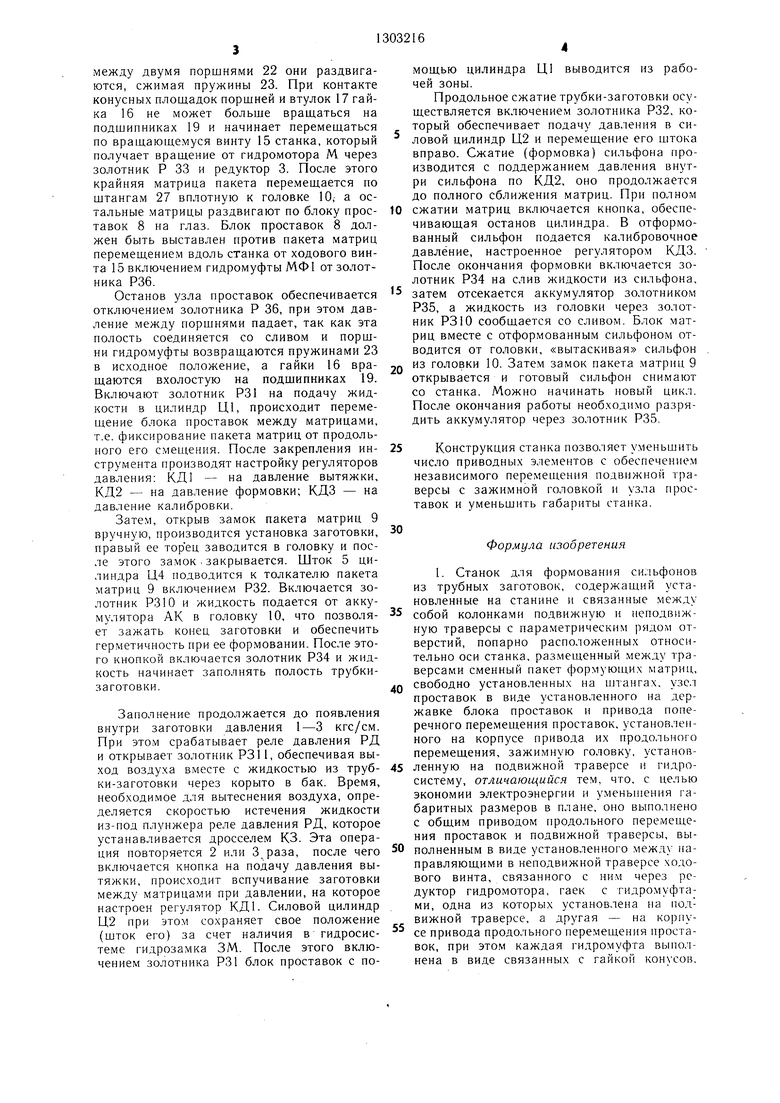
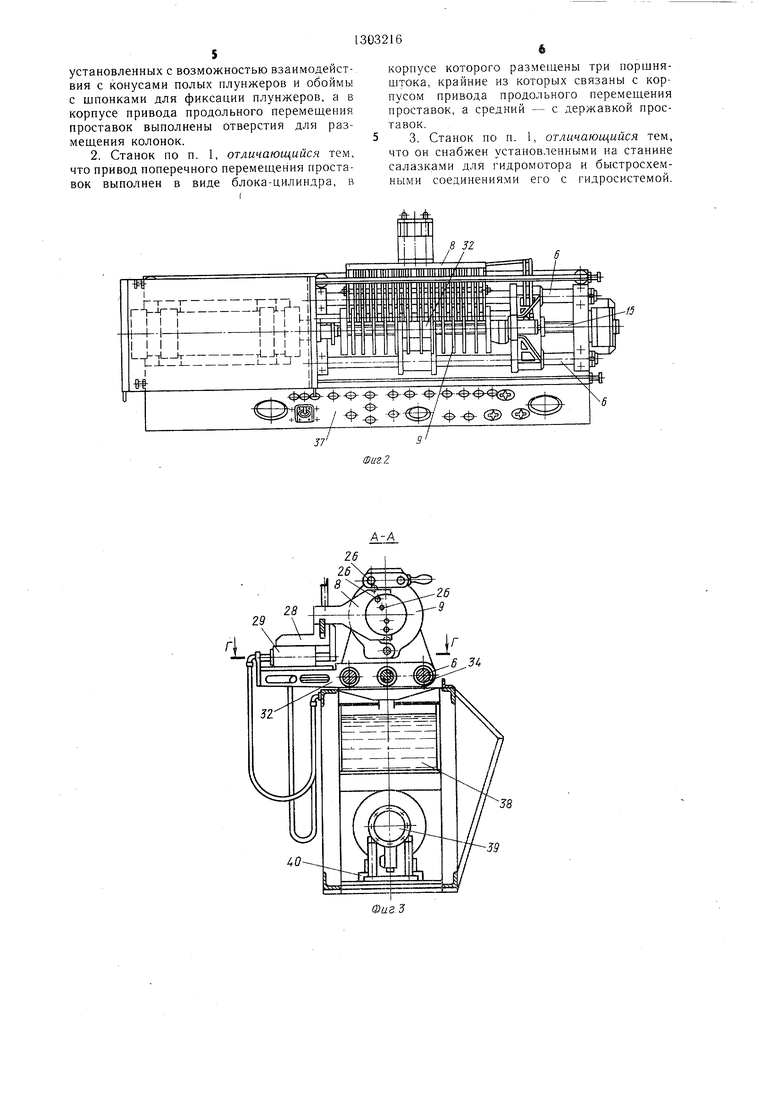
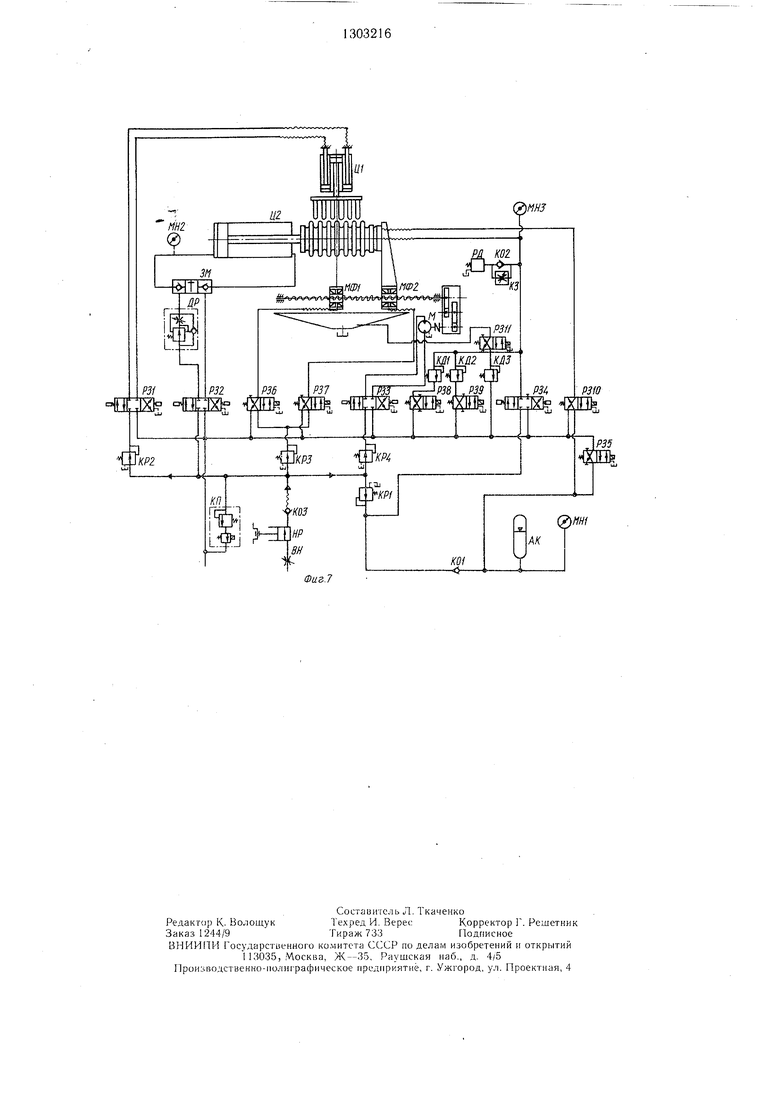
На фиг. 1 изображен станок, вид спереди; на фиг. 2 - то же, вид свер.ху; на фиг. 3 - сечение А-А на фиг. i; на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5 - сечение В-В на фиг. 1; на фиг. 6 - сечение Г-Г на фиг. 3; на фиг. 7 - принципиальная гидрав;н ческая схе.ма.
Станок содержит закреиленн1з1е на станине 1 с помощью опор неподвижную траверсу 2, редуктор 3 и силовой цилиндр 4 с штоком 5. Неподвижная траверса 2 и редуктор 3 связаны между собой направляющими колонками 6, на которых смонти- I.) гю;1вижная траверса 7 и узел прос- тавок 8 с механизмами про,;1,с).аьного н по- неречног о пере.имцеиия, вьп 10.;1нснный в виде гребенок. Между неаодвижной 2 и подвижной 7 траверсами размешеп сменный пакет матриц 9. На подвижной траверсе 7 закреплена сменная зажимная головка iO, которая может иметь резьбовое или притыч- иое исполнение. Г оловка 10 установлена з резьбовом стакане II, который крепится к траверсе 7 разрезными сухарями 12 через приварег ную втулку 13. Герметичность соединений обеспечивается резиновыми кольп,а- ми 14. Стапок снабжен ходовым винтом 15. размеп1е1)Иым между колонками 6, а цаифы ei o смонтированы в неподвижг;ой траверсе 2 и редукторе 3. Подвижная траверса 7 снабжена гайкой 16, имеющей механизм ирпну- дите:1ьного зацеплении (гидромуфту) с хо.;,о- вьгм винто.м 15. Гайка 16 гидромус рты свя- с конусными втулками ГГ iipi-s 18. Втулки 17 зажаты между д,вумя ролико 1одип-п1никами 9, угга1К)в.:1енными в крьипках 20. Ма птулкач М с возлюж- ностью проворота уста1К)вле11 стакан 2;, с.. котором размеще.-ь Ko.ibiieBij e )ужпнен- пые nopnjHH 22 с (пружинам) 23. Г1о вoзvloжi-IOCTью ;jo;-;i)pa ремьмцеиия за сче: с неподвижной обойл
В траверсах 2 мет)ический ряд отверстий 26, .т:.- женных попарно относитесТьно оси станка. Матрицы 9 установлены на ujranrax 27, одни концы которых крепятся в 1 еподвижной траверсе 2, а другие я иеподв1;жиой траверсе 7.
Узел проставок 8 с приводами продо.ль- ного и поперечного перемеи|е1-н- Й содержит державку 28, и которой креиятея простав- ки в виде ; ребенок. Г |м-1вод, поперечно о перемепим;ия содержиг б.., (Ч)с- тоящий из корпуса 2Э, крьппек 30, трех пори1пей, два крайних из которь х (3) связаны с КО|)ИуСОМ 32 IpMBO. Ui npO.LJ,
pV iiMi: элемептлми -ni 22 установ; ен 1 с )-поступате.;1ьного iie- oiiOK 24. CiiH3ain-bix
2ч ).
7 выполнен иаоа
0
5
0
перемещения ироставок, а средний (33) . с державкой 28. Узел ироставок 8 так и подвижная траверса 7, снабжен гидро.муф- той, которая обеспечивает 1)ипудительиое сце ление K0j) 32 с ходовым винтом 5.
Корпус 32 ВЫИОЛНе с двумя 1рОДОЛЬНЬ МИ
отверстиями 34 для колонок 6.
Станок снабжен иодвижным защитным экраном 35, установленнь м на на 1равляю- .цих 36, и тультом 37 уг равления. Бак 38 установлен иод корытом в верхней части, станины 1. Г идро.мотор 39 станка установлен с возможностью 1еремси1ечия на салазках 40 относительно станины 1 соединен с гидросистемой бь строраз ъемн 7 ми соединен 1я- м и 41.
Насос ИР идронривода одает жидкость в рабочие станка через зо- ;1отник 1 е электроуправ,. Через зо- .лотпик Р31 -- к блок-цилиндру Ц1 узла п.) 1еречно о :среме цемия; через золотник Р32, дроссе. 1ь ДР и г ;дрозамок З.М - к си- . ювому цили11Дру ,Ц2; через золотник 1 Р36 и Р37 -- к -ид|к. му()та.ч Л 1Ф1 и : 1Ф2; через золот гик РЗЗ -- i ч-1дромотору через золотник Р38 е регулятором КД1- золот- инк Р39 с регулятором KZI,2 и золотник
Р34 - к 0.
систе.ма имеет узе; Г)Ы по.лоети трубки-за CT( РЗ 1, реле ;; ный КД2 и золотник Р310 насос а через обрагиый кл; , 1ятором АК, давле ;: л р у ет с я м а i i о м р о л
5
0
.5
0
аккумулятора (разгрузка
U
.ЗР/
а е а
Ь:.
через золотник кроме Р32, пост редукционньгми и обходимой в ел ич
На ,1ьт( 37 ста:; ivi- уиравл;. ни;.| и PCV
Работа па стайке ;: цсй пос.1едавательно;.
В 1ачалс: зажим ну : размера уетй апливар ьерсе 7, введя ее кан 1 1. Ч- позор :,}, лс),ггН;Ч1|5аетсх ;. |1езьбовом пер иаво)ачивается мг
заготовки. идро- во.здуха из , содержащей зо- ав. РД. обрат- дроссе.лв КЗ. Через связан с зажимг ОЙ, iJiaH КД1 с аккуму: в ОТОрОМ КОПТрОМ П Слив масла из осуществляется все золот1 ики.
5
матриц 9, ру си,: ьфо1{а, ус
7 и аенОД:;. этом :ПТа1 ГИ 27 :
араме :ркчес:кого рн; вмжно11 Т)аверсь 2. траверсх 7 BiL iR; МФ2 по
|)ао(
xjuBicv i;co6xo. i i; пг;двп кисй тра- часть в ста- с CTJiKaiia 1 1 го- ; ( Гяп BTv . iKn I 3. f а j O HjBKii на ее , со ::м 1неннь Й с : 1:;и1, Да П-ЮМУ
iii.iiitiaiOT меж.1 :г Кпой 2 траве
3.-1)ОЛ.ГГ ii ОДНУ
i,a (отверстии 20
ЭТОГ О ЗОЛОТ 1
к доугим коксе на пих и зак- а траверсах 2 и 7. следуЮП1ИМ (;брамежду двумя поршнями 22 они раздвигаются, сжимая пружины 23. При контакте конусных площадок поршней и втулок 17 гайка 16 не может больше вращаться на подшипниках 19 и начинает перемещаться по вращающемуся винту 15 станка, который получает вращение от гидромотора М через золотник Р 33 и редуктор 3. После этого крайняя матрица пакета перемещается по штангам 27 вплотную к головке 10,- а остальные матрицы раздвигают по блоку прос- тавок 8 на глаз. Блок проставок 8 должен быть выставлен против пакета матриц перемещением вдоль станка от ходового винта 15 включением гидромуфты МФ1 от золотника Р36.
Останов узла проставок обеспечивается отключением золотника Р 36, при этом давление между порщнями падает, так как эта полость соединяется со сливом и порщ- ни гидромуфты возвращаются пружинами 23 в исходное положение, а гайки 16 вращаются вхолостую на подшипниках 19. Включают золотник Р31 на подачу жидкости в цилиндр Ц1, происходит перемещение блока проставок между матрицами, т.е. фиксирование пакета матриц от продольного его смещения. После закрепления инструмента производят настройку регуляторов давления; КД1 - на давление вытяжки, КД2 - на давление формовки; КДЗ - на давление калибровки.
Затем, открыв замок пакета матриц 9 вручную, производится установка заготовки, правый ее тор ец заводится в головку и после этого замок. закрывается. Шток 5 цилиндра Ц4 подводится к толкателю пакета матриц 9 включением Р32. Включается золотник РЗЮ и жидкость подается от аккумулятора АК в головку 10, что позволяет зажать конец заготовки и обеспечить герметичность при ее формовании. После этого кнопкой включается золотник Р34 и жидкость начинает заполнять полость трубки- заготовки.
Заполнение продолжается до появления внутри заготовки давления 1-3 кгс/см. При этом срабатывает реле давления РД и открывает золотник РЗ 1, обеспечивая выход воздуха вместе с жидкостью из труб- ки-заготовкн через корыто в бак. Время, необходимое для вытеснения воздуха, определяется скоростью истечения жидкости из-под плунжера реле давления РД, которое устанавливается дросселем КЗ. Эта операция повторяется 2 или 3,раза, после чего включается кнопка на подачу давления вытяжки, происходит вспучивание заготовки между матрицами при давлении, на которое настроен регулятор КД1. Силовой цилиндр Ц2 при этом сохраняет свое положение (шток его) за счет наличия в гидросистеме гидрозамка ЗМ. После этого включением золотника Р31 блок проставок с помощью цилиндра Ц1 выводится из рабочей зоны.
Продольное сжатие трубки-заготовки осуществляется включением золотника Р32, который обеспечивает подачу давления в силовой цилиндр Ц2 и перемещение его штока вправо. Сжатие (формовка) сильфона производится с поддержанием давления внутри сильфона по КД2, оно продолжается до полного сближения матриц. При полном 0 сжатии матриц включается кнопка, обеспечивающая останов цилиндра. В отформованный сильфон подается калибровочное давление, настроенное регулятором КДЗ. После окончания формовки включается золотник Р34 на слив жидкости из сильфона.
5
затем отсекается аккумулятор золотником
Р35, а жидкость из головки через золотник РЗЮ сообщается со сливом. Блок матриц вместе с отформованным сильфоном отводится от головки, «вытаскивая сильфон Q из головки 10. Затем замок пакета матриц 9 открывается и готовый сильфон снимают со станка. Можно начинать новый цикл. После окончания работы необходимо разрядить аккумулятор через золотник Р35.
Конструкция станка позволяет уменьшить число приводных элементов с обеспечением независимого перемещения подвижной траверсы с зажимной головкой и узла проставок и уменьшить габариты станка.
30
Формула изобретения
1. Станок для формования сильфонов из трубных заготовок, содержащий установленные на станине и связанные между
собой колонками подвижную и неподвижную траверсы с параметрическим рядом отверстий, попарно расположенных относительно оси станка, размещенный между траверсами сменный пакет формующих матриц,
Q свободно установленных на штангах, узел проставок в виде установленного на державке блока проставок и привода поперечного перемещения проставок, установленного на корпусе привода их продольного перемещения, зажимную головку, установ5 ленную на подвижной траверсе и гидросистему, отличающийся тем, что, с целью экономии электроэнергии и уменьшения габаритных размеров в плане, оно выполнено с общим приводом продольного перемещения проставок и подвижной траверсы, вы0 полненным в виде установленного между направляющими в неподвижной траверсе ходового винта, связанного с ним через редуктор гидромотора, гаек с гидромуфтами, одна из которых установлена на подвижной траверсе, а другая - на корпусе привода продольного перемещения проставок, при это.м каждая гидромуфта выполнена в виде связанных с гайкой КОНУСОВ.
5
установленных с возможностью взаимодействия с конусами полых плунжеров и обоймы с шпонками для фиксации плунжеров, а в корпусе привода продольного перемещения проставок выполнены отверстия для размещения колонок.
2. Станок по п. 1, отличающийся тем, что привод поперечного перемещения проставок выполнен в виде блока-цилиндра, в
корпусе которого размещены три порщня- штока. крайние из которых связаны с корпусом привода продольного перемещения проставок, а средний - с державкой проставок.
3. Станок по п. 1, отличающийся тем, что он снабжен установленными на станине салазками для гидромотора и быстросхем- ными соединениями его с гидросистемой.
/±1
57
Фиг2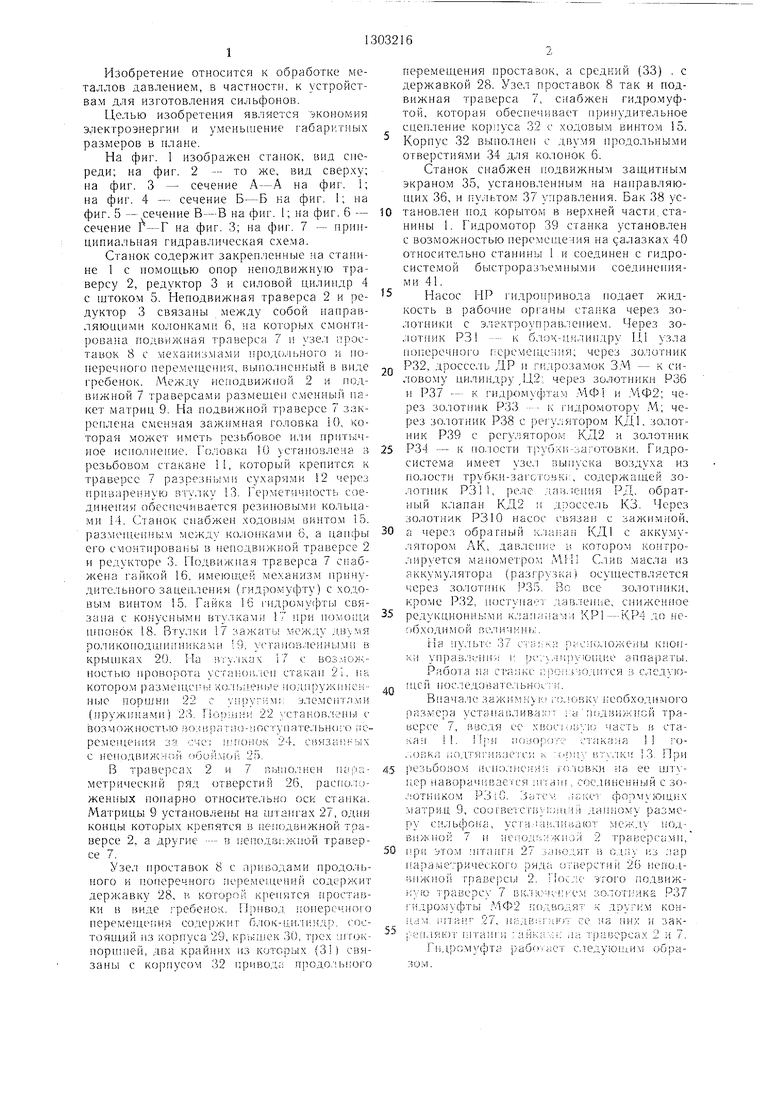
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| Фрезерно-брусующий станок для бревен | 1980 |
|
SU963854A1 |
| Фрезерно-брусующий станок для бревен | 1980 |
|
SU905074A1 |
| Устройство для обработки длинномерного материала | 1983 |
|
SU1110523A1 |
| Станок для монтажа золотника в стебель вентиля пневмокамеры и для наполнения воздухом последней | 1981 |
|
SU1002168A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| КОМБИНИРОВАННЫЙ КРОМКОФРЕЗЕРНЫИ- КРОМКОСТРОГАЛЬКЫЙ СТАНОК | 1971 |
|
SU423607A1 |
| СТАНОК ДЛЯ ЧИСТКИ МЕТАЛЛУРГИЧЕСКИХ КОВШЕЙ | 1992 |
|
RU2030966C1 |
| Привод горизонтального перемещения суппортов камнеобрабатывающего станка | 1975 |
|
SU551178A1 |
| СТАНОК ДЛЯ СБОРКИ ТРУБЧАТЫХ СЕКЦИТ! ТЕПЛООБМЕННИКОВ | 1972 |
|
SU327985A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении сильфонов. Целью изобретения является уменьшение габаритов станка. Станок состоит из станины 1, на которой закреплены с помощью опор неподвижная траверса (Т) 2, редуктор 3 и силовой цилиндр 4 с штоком 5. Неподвиж35 I r-T - F--rfI I I +,,, j rj I I X J6 J7 пая Т 2 и редуктор 3 связаны направляющими колонками 6, на которых смонтирована подвижная Т 7. Между колонками 6 размеп 1,ен ходовой винт 10, а подвижная Т 7 снабжена гайками, имеющими механизмы принудительного зацепления с ходовым винтом и с механизмом продольного перемещения проставок. При работе станка зажимную головку устанавливают на подвижной Т 7, а пакет формующих матриц 9 - между подвижной Т 7 и неподвижной Т 2. Процесс формования сильфонов происходит при включении гидросистемы. Конструкция станка позволит уменьшить число приводных элементов с обеспечением независимого перемещения подвижной Т 7 с зажимной головкой и узла проставок. 2 з.п. ф-лы, 7 ил. i СЛ 7ff CO о CO ГчЭ O5 A (риг.1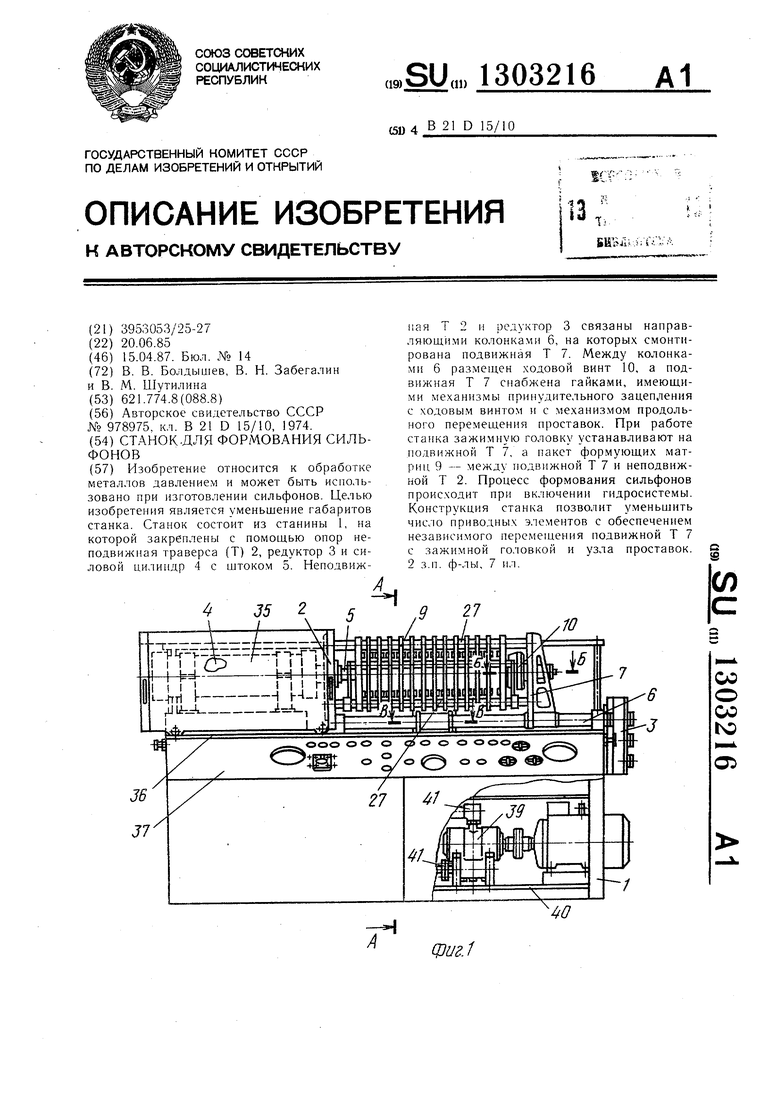
40
26
3
iO
iZ
Фиг.
19
Фиг.7
мнз
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
