Изобретение относится к области обработки и предназначено для использования на фрезерно-окантовочных станках, оснащенных алмазными отрезными кругами.
Известен привод подачи камнерезной ма шины 1 . Это устройство содержит электродвигатель соединеиный через муфты и редуктор с ходовым винтом, мерительный блок со шкалами и тросо-блочной системой.
Известен также привод горизонтального перемещения камнеобрабатывающего станка 2.
Это устройство содержит, в частности, гидродвигатели, связанные через муфты и редукторы с соответствующими ходовыми винтами и снабженные золотниками управления, регулируемый дроссель, насос, трубопроводы.
Недостаток известных устройств связан прежде всего с недостаточной точностью установки суппортов на нужный размер при разрезке и окантовке плит. Кроме того, в известных устройствах не обеспечивается получение необходимых скоростей перемешения суппортов при наладке и отработке технологических процессов.
Целью изобретения является повышение точности перемещения и удобства эксплуатации привода.
Это достигается тем, что в устройство введены датчики числа оборотов, счетчики импульсов, дополнительные золотники и демпфер, причем датчики числа оборотов установлены между соответствующими гидродвигателями и редукторами и соединены с соответствующими счетчиками импульсов, включенными в пепи останова гидродвигателей, демпфер и регулируемый дроссель укреплены на выходах первого дополнительного золотника, расположенного между насосом и золотниками управления, а второй дополнительный золотник размещен первым дополнительным золотником и трубопроводом последовательного соединения гидродвигателей.
Кроме того, каждый датчик числа оборотов выполнен в виде закрепленного на полумуфте лепестка и конечного выключателя, установленного на кронштейне.
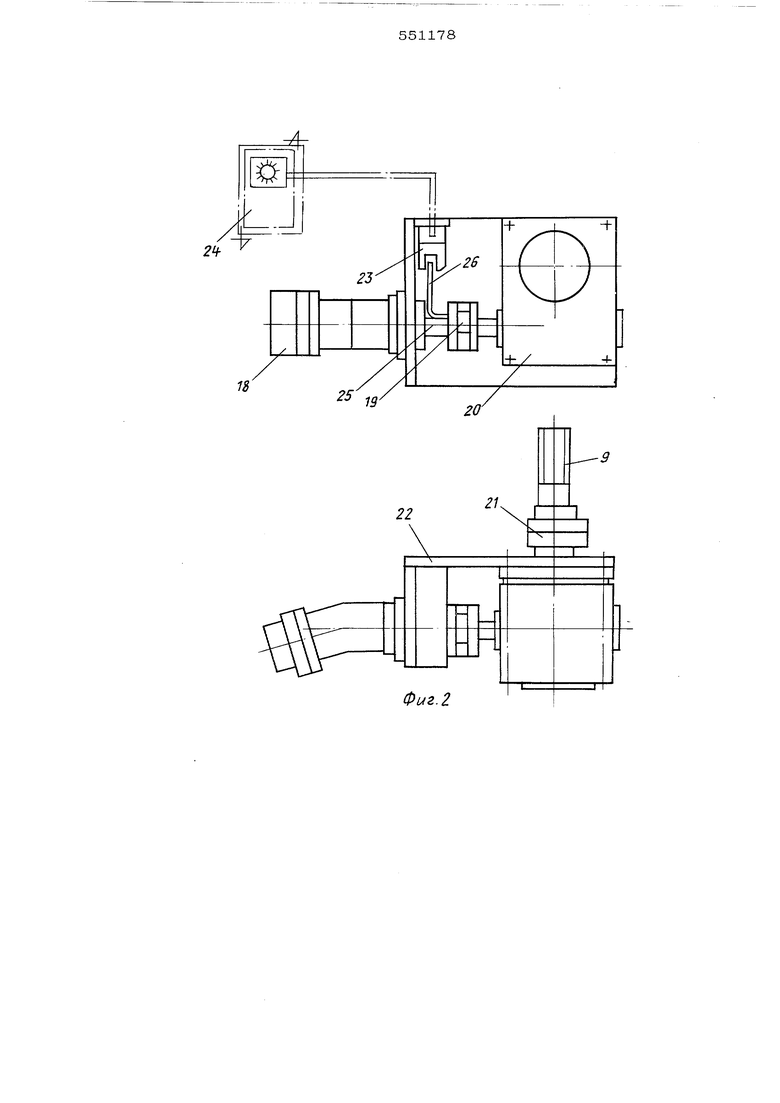
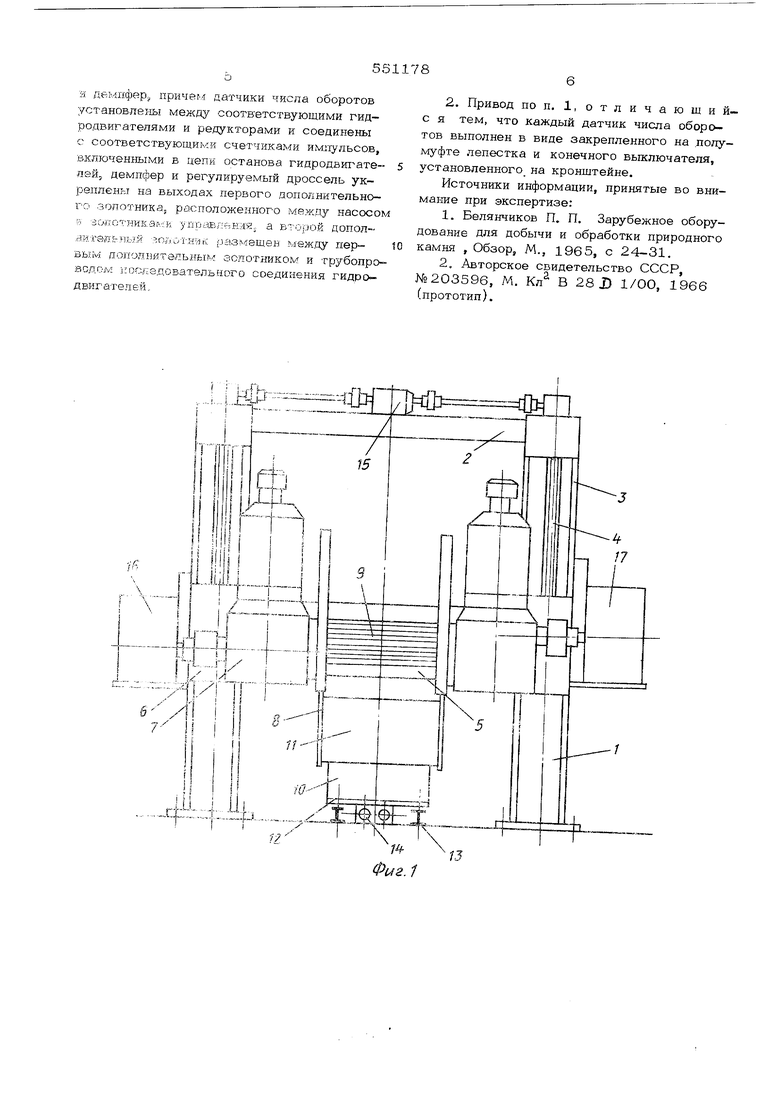
На фиг. 1 изображен камне обрабатывающий станок, снабженный предложенным приводом, общий вид; на фиг. 2 - левая часть привода; на фиг. 3 - гидравлическая схема привода.
Камнеобрабатываюший станок представляет собой портальную конструкцию,, состоящую из двух стоек 1 (фиг. 1) скрепленных поперечиной 2. Обе стойки снабжены вертикально расположенными направляющими 3 и ходовыми винтами 4. На направляющих 3 установлена траверса 5 с двумя суппортами 6. На каждом суппорте 6 размещена шпиндельная головка 7 с режущим кругом 8. Кроме того, каждый суппорт 6 снабжен своими направляющими и ходовым вин.том 9 (фиг. 1, 2),
Между стойками 1 расположен стол 10 (фиг. 1) с закрепленным на нем обрабатывающим изделием 11. Стол размещен на тележке 12, опирающейся своими катками на рельсы 13 и снабженной плунжерами 14. На поперечине 2 установлен привод вертикального перемещения 15.
К обоим торцом траверсы 5 примыкают сварные корпуса с приводом горизонтального перемещения суппортов левой частью 16 и правой частью 17.
Левая часть привода,, как и правая, состоит из гидродвигателя 18 (фиг, 2, 3) г /туф- ты 19 (фиг. 2}, червячного редуктора 2О, муфты 21 к ходового винта 9. Гидродвигатель 18 и редуктор 20 закреплены на кронщтейне 22. На этом кронштейне установлен также бесконтактный конечный выключатель 23, электрически связанный со счетчиком импульсов 24.
На полумуфте 25 муфты 19 закреппен металлический лепесток 26, который вместе с конечным выключателем 23 представляет собой датчик числа оборотов (импульсов).
Гидродвигатели 18 предлагаемого привод связаны с насосом 27 (фиг. 3) и баком 28 через предохранительный клапан 29 и золотники управления 30, 31. В схему введены дополнительно золотник 32 (для последовательного подключения гидродвигателей 18 при их одновременной работе ) и золотник 3 с установленными на его выходах регулируемым дросселем 34 и демпфером 35, Дроссель 34 с регулятором дает возможность регулировать скорость перемещения суппортов ( изменением числа оборотов гкдродвигателей 18), а демпфер 35 обеспечивает минимальное число оборотов гидродвигателей 1 8, поскольку счетчик импульсов 24 воспринимается не более четырех импульсов в секунду.
Для контроля давления в схему включен манометр 36, на сливе установлен фильтр 3
для очистки масла, В случае засорения ра 37 масло сливается в бак 28 через на порный золотник 33.
Работа привода заключается в следующем
Масло, всасываемое из бака 28 насосом 27, подается к гидродвигателям 18 через предохранительный клапан 29 и один из золотников 30 или 31 (в спучае одновременной работы гидродвигатепя 18 - через золотник 32) При наладочном пере.зще,нйи суппортов масла проходит через регулируемый дроссель 34, при установке на размерчерез демпфер 35 (направление потока определяется положением золотника 33},
Вращение гидродвигателя 18 Г ередается на ходовой винт 9 через муфо:ы 19, червячный редуктор 20 и муфту 21. При врв щении муфты 19 лепесток 26 проходит через бесконтактный конечный выключатель 23 (один оборот - один имщльс).
Если, к примеру, передаточное числэ редуктора 20 равно 8, а щаг ходового винта 9 равен 8 мм, то один импульс (один оборот вала гидрэдвигателя) соответствует 1/8 оборота винта 9, т. е, соответствует перемещению винта 9, а значит и суппорта на 1 мм.
TaifflM образом, nyieM набора на сяетчике импульсов необходимого числа импульсов в зависимости от толщины обрабатывае мой плиты осуществляется установка суппор тов на необходимый размер. При этом дому суппорту при раздельной работе соот ветствует свой датчик числа оборотов (им пульсов), который посылает импульсы на соответствующий счетчик 24„ Е случае о.о новременной работы суппортов один аз датчиков отключается.
Применение предложенного прьвоаа Г01зи- зонтального перемещения суппортов камнеобрабатывающего станка позволяет улучшить качество обрабатываемых изделий и повысить производительность за счет уменьшения времени, затрачиваемого на ус-тановку суппортов н.- размер.,
Формула
о б р е т е ь и я
1. Привод горизонтального перемегценкя суппортов камнеобрабатывающег о станка, содержащий гидродвигатели, связанные через муфты и редзкторы с соответствующими ходовымн винтами и снабженные золотинка-ми управления, рех улируемый дроссель, на-сос, трубопроводы, отличающийс я тем, что, с целью повьгшения точности перемещения и удобства эксплуатации, Б него введены датчики числа оборотов, счетчики импульсов, дополнительные золотники
а демпферэ причег.-i датчики числа оборотов установлены между сооткетствующими гидродвигателями и редукторами и соединены с соответствующими счетчиками импульсов, включенными в цепи останова гидродвигателей, демпфер и регулируемый дроссель укреплены на выходах первого дополнительного золотника, расположенного между насосом и 3onorHH3iarv;K упраЕльняя, а в-орой дополнитепьльуй юлотняй Jaз 4eщeн между пер- вым дополнительным зопотником и трубопроводом г;ос,г;8довательного соединения гидро- двигателей.
2. Привод по п. 1, отличающийс я тем, что каждый датчик числа оборотов выполнен в виде закрепленного на долумуфте лепестка и конечного выключателя, установленного на кронштейне.
Источники информации, принятые во внимание при экспертизе:
1.Балянчиков П. П. Зарубежное оборудование для добычи и обработки природного камня , Обзор, М., 1965, с 24-31,
2.Авторское свидетельство СССР, №203596, М. Кл В 28J) 1/ОО, 1966 (прототип).
Фиг. 2
.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки криволинейных поверхностей | 1976 |
|
SU650723A1 |
| Устройство для нарезания резьбы на токарном станке | 1974 |
|
SU524502A3 |
| Гидравлический привод камнеобрабатывающего станка | 1980 |
|
SU905107A1 |
| ГИДРАВЛИЧЕСКАЯ ПРОХОДНАЯ СТРОГАЛЬИАЯ МАШИНА | 1964 |
|
SU164922A1 |
| Привод вращения копирного шпинделя станка | 1982 |
|
SU1038178A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Токарно-револьверный станок с устройством для двухкоординатного копирования | 1981 |
|
SU959929A1 |
| ГИДРАВЛИЧЕСКАЯ КОПИРОВАЛЬНАЯ СИСТЕМА | 1968 |
|
SU217839A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Кабелеукладочная машина | 1981 |
|
SU1033660A1 |