Изобретение относится к оборудованию для обработки бревен и может быть использовано в деревообрабатывающей промьлиленности.
Известен фрезерно-брусующий станок, включающий станину, фрезерные головки, суппорты, механизм подачи и привод С.1 .
Известен также фрезерно-брусующий станок для бревен, включающий станину с направляющими, фрезерные узлы в виде неподвижных фрезерных головок и перенастраиваемых по высоте суппортов с гидрофиксаторами, и подвижными фрезерными головками, подающие и прижимные вальцы с приводом подъема и систему управления перенастройкой вальцов 2).
В этих станках фиксация суппорта обеспечивается за счет гидростопорения поршня зажимного цилиндра.
Пневмоцилиндр .перемещения суппорта и зажимной гидроцилиндр с суппортом и станиной соединены шарнирно. По этой причине при фиксации суппорта за счет зазоров в шарнирах соединения зажимного цилиндра, в направлякяцих суппорта и опорах фрезерньгх головок последние работают в условиях повышенных вибраций, что приводит к снижению точности и чистоты фрезерования.
Цель изобретения - повышение точности и чистоты фрезерования.
Это достигается тем, что гидрофиксатор каждого суппорта выполнен в виде по меньшей мере одного жестко закрепленного на направляющих станины гидроцилиндра, шток которого
10 соединен с суппортом посредством толкателя, а гидрораспределитель включен в систему управления перенастройкой суппортов через реле времени.
15
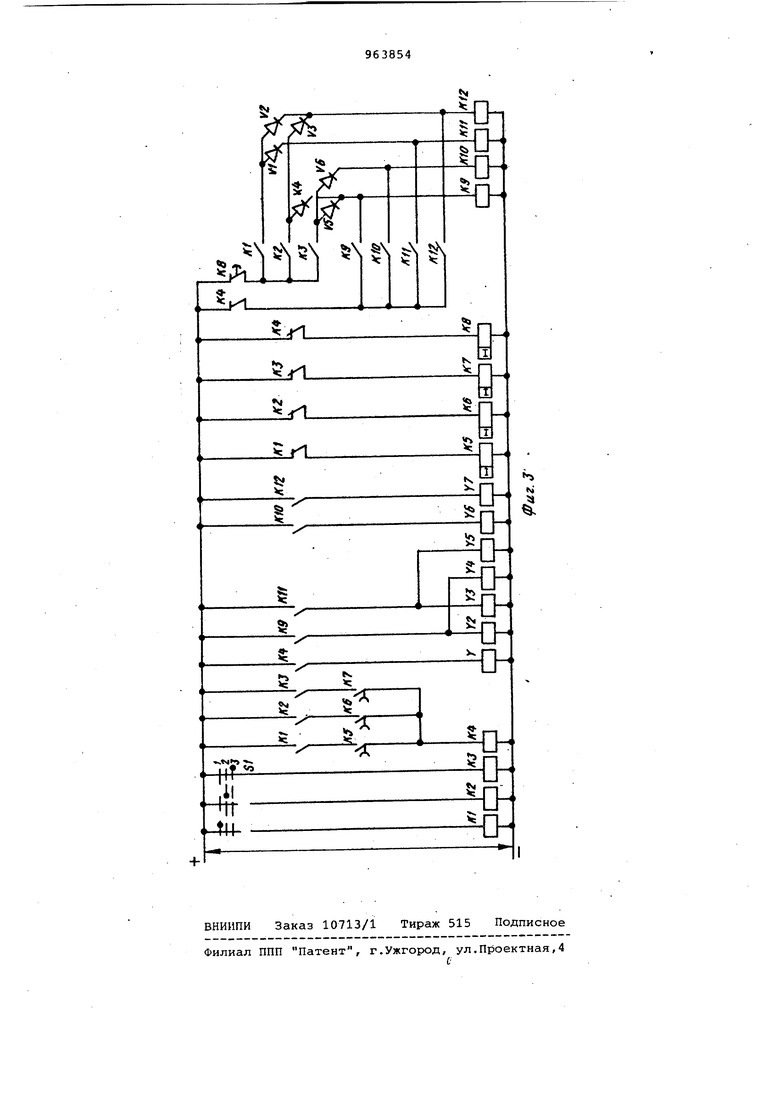
На фиг.1 изображена кинематическая схема фрезерного узла станка с совмещенной принципиальной гидросхемой управления; на фиг.2 показан разрез А-А по гидрофиксатору суппор20та; на фиг.З - приведена принципиальная электрическая схема управления перенастройкой суппортов в зависимости от диаметра обрабатываемых бревен.
25
Станок включает последовательно установленные по направлению подачи бревна фрезерные узлы 1 в виде неподвижных фрезерных головок 2 и подвижного, например, от гидроцилинд30ров Ц1 и Ц2, суппорта 3 с фрезерной
головкой 4. Суппорт размещен в направлйющих 5 стацины 6 станка и снабжен дистанционно управляющими гидрофиксатора 7, содержащими жестко закрепленный на станине б гидроцилиндр (11,5 и/или Цб), шток которого соединен с суппортом 3 посредством толкателя 8, взаимодействующий одним концом со штоком гидроцилиндра Ц5, а другим - с компенсирующей планкой 9 направляющих 5. Привод перенастройки положения суппорта, кроме цилиндров Ц1 и Ц2, включает тягу 10 и поворотный кронштейн 11. Механизм по.дачи станка включает ряд групп вальцов, каждая из которых содержит базовый валец 12 и соединенные с гидроцилиндрами П1 и П2 прижимные вальцы 13. Гидростанция привода перемещения подвижного суппорта содержит двухкамерный насос с рабочими полостями О) и О , клапс н, настройки давления КД1, обратные клапаны КО1 и КО2, переходные клапаны КГ1-1, КП-2, фильтр Ф1, редукционный клапан КР1 и pelулятор потока РП-1.
Гидросхема управления перемещением и фиксацией суппорта включает распределители: вальцового механизма подачи Р1 с электромагнитами Y 2 и Y 3, привода перемещения суппорта Р2 и РЗ с электромагнитами Y 7 и гидрофиксации суппортов Р с электромагнитом Y 1.
Управление электромагнитсми гидрораспределителей осуществляется переключателем S 1 (фиг.З), который определяется непосредственно оператором или может подключаться к датчику диаметра бревен, монтируемому на загрузочном механизме станка (на чертежах не показан).
Станок работает следующим образом.
В исходной позиции положение суппорта 3 определяется положением переключателя S 1.. При включенной гидростанции и первой позиции переключателя S 1 работают электромагниты Y 3, Y 5, У 7 распределителей Р1-РЗ, рабочая жидкость поступает в штоковы полости цилиндров Ц1, Ц2, П1, П2 и в поршневые полости цилиндров Ц5, Цб, штоки которых, воздействуя через толкатели 8 на компенсирующие планки 9, фиксирует суппорт 3 в исходном положении. При достижении в гидросистеме необходимого давления (контролируется клапаном КД1) рабочая жидкость из полости 0ц насоса через (этот клапан i подается на слив, осуществляя разгрузку насоса.
Когда давление рабочей жидкости в полости О достигает давления настройки предохранительного клапана КП2, она поступает в теплообменник гидростанции (на схеме не показан) и далее на слив.
При смене положения суппорта (по 2 переключателя S1) отключается реле К1 и включается реле К2, которое готовит шифратор V1-V6 и подключает реле расфиксации К4. Последнее чере электромагнит Y1 включает гидрораспределитель Р4. Одновременно реле К отключает реле времени Кб, выдержка времени на отключение которого равна времени, расфиксации суппортов. За это время толкатель 8 освобождается от давления штока цилиндр Ц5 и/или Цб, обеспечивая свободу перемещения суппорта 3 по направляющим 5 .
В начале расфиксации реле К4 снимает с самопитания реле поднастройки К9-К12 и отключает реле времени К8. Далее через контакт реле К2 и шифратор VI-V6 реле поднастройки .К9-К12 включает электромагниты Y2, Y4 и Y 7 распределителей Р1-РЗ. Рабочая жидкость поступает в поршневые полости цилиндров П1 и П2, перемещая вальцы 13 на необходимую позицию, и в поршневую полость цилиндра Ц1, обеспечивая подъем суппорта 3 на высоту, обусловленную увеличением диаметра обрабатываемого бревна. По окончании перенастройки реле К4 за счет реле Кб отключается электромагнит Y1. Реле К9-К12 становятся на самопитание, одновременно включается реле КЗ, которое отключает шифратор VI-V6, Рабочая жидкость поступает в поршневые полости цилиндров Д5 и Цб, и суппорт фиксируется в рабочем положении.
Аналогичным образом работает схема перемещения и фиксации суппорта в крайнем верхнем положении. В этом случае наряду с цилиндром Ц1 в работу включается цилиндр Ц2.
Формула изобретения
Фрезерно-брусующий станок для бревен, включающий станину с направ.ляющими, фрезерные узлы в виде неподвижных фрезерных головок и перенастраиваемых по высоте суппортов, каждый из которых снабжен дистанционно управляемым гидрофиксатором и подвижными фрезерными головками,подающие и прижимные вальцы с приводо подъема и систему управления перенастройкой суппортов и прижимных вальцов, отличающийс я тем, что, с целью повышения точности и чистоты фрезерования, гидрофиксатор каждого суппорта выполнен в виде по меньшей мере одного жестко закрепленного на направляющих стнины гидроцилиндра, шток которого соединен с суппортом посредством толкателя, а гидрораспределитель включен в систему управления пере- .
настройкой суппортов через реле времени.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 179898, кл. В 27 В 7/00, 1964,
2.Патент Великобритании
W 955790, кл. В 5 L, 1962 (прототип)


| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерно-брусующий станок для бревен | 1980 |
|
SU905074A1 |
| УСТРОЙСТВО ДЛЯ ПЛЮЩЕНИЯ ЗУБЬЕВ ПИЛ | 1991 |
|
RU2036057C1 |
| ЛЕСОПИЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 1992 |
|
RU2054351C1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ МОЙКИ ИЗДЕЛИЙ | 1992 |
|
RU2008988C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Устройство для перемещения рабочих органов | 1989 |
|
SU1698053A1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| Устройство для распалубки строительных изделий | 1986 |
|
SU1412965A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| Манипулятор к бесцентрово-шлифовальному станку | 1989 |
|
SU1824298A1 |

L
фиг.1 ///////////
«N
