Изобретение относится к технологическому оборудованию производства машиностроительных деталей обкаткой, а именно к устройствам для изготовления тонкостенных обечаек с концевыми местными утолщениями.
Целью изобретения является расширение технологических возможностей-.
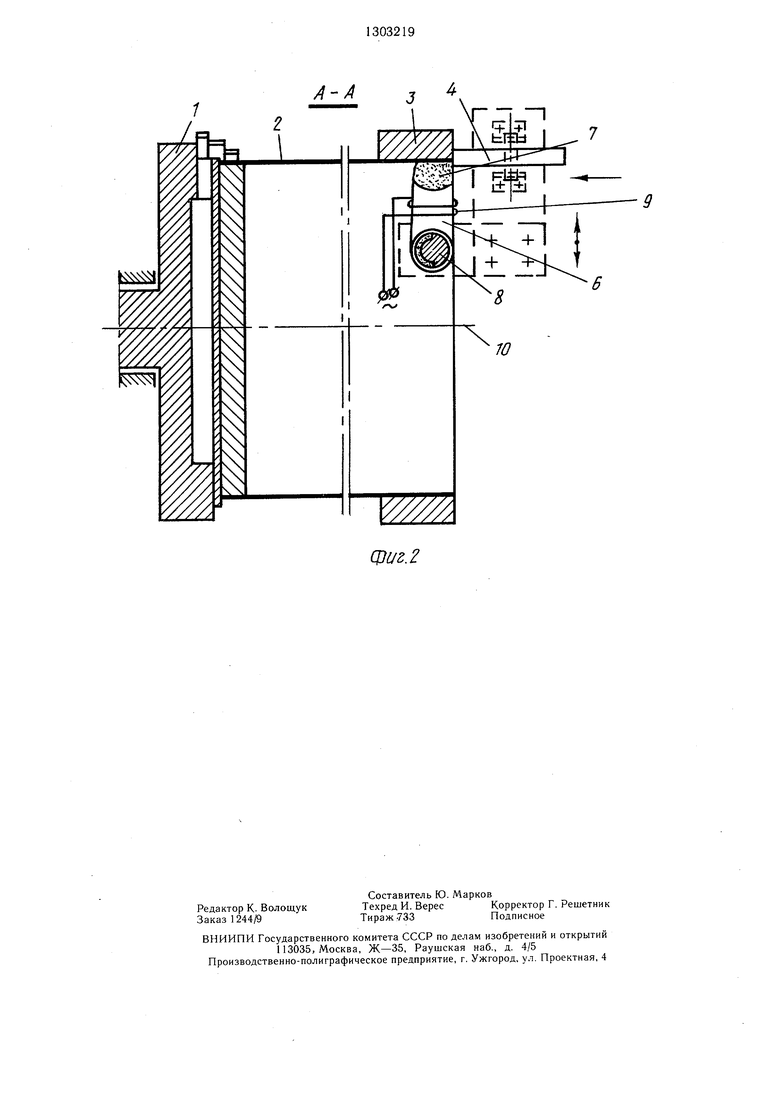
На фиг. 1 изображено устройство для высадки концевой части заготовки, вид сбоку (со стороны высадки); на фиг. 2 - разрез А-А на фиг. I.
Устройство содержит зажимное приспособление 1 для крепления обечайки 2 в патроне станка (не показан), оборудованного приводом его вращения, наружную плавающую обойму 3, деформирующий ролик 4, is тем установленный на суппорте станка, оборудованного приводом его осевого перемещения, узел 5 для подпора обечайки изнутри, установленный внутри обечайки с возможностью радиального переме1цения от суппорта стан10
ки. При это1 тор прижат к обечайке с ее внутренней стороны. После прогрева конца обечайки до заданной температуры включается перемещение деформирующего ролика 4, при этом узел 5 и обойма 3 будут препятствовать потери устойчивости стенки обечайки по мере ее осадки.
При наборе металла узел 5 перемещается в радиальном направлении вместе с суппортом станка, обеспечивая постоянное прижатие его к обечайке в процессе ее вращения вокруг оси 10 обкатки.
Предлагаемое устройство позволяет получать утолщения на копцах обечаек относительно большой высоты и толщины без потери устойчивости в процессе раскатки, самым расширяются технологические возможности устройства.
Формула изобретения Устройство для высадки концевой части
ка для его постоянного прижатия к обечайке 20 обечайки, содержащее приспособление для в процессе раскатки. Узел 5 выполнен в виде зажима обечайки, привод вращения приспособлепия вокруг оси обкатки, плавающую обойму для подпора высаживаемой части
полого тора 6 с профилированной наружной поверхностью, полость которого заполнена дробью 7. Внутри полости тора установобечайки снаружи, деформирующий ролик.
ки и нагреватель, отличающееся тем, что, с целью расширения технологических возможностей путем увеличения относительной толщины и высоты утолщения на обечайке за счет приложения внутренних усилий подлен приводной шнек 8, а на выходе дроби из25 привод его перемещения в.а.оль оси обкат- шнека установлен нагревательный элемент 9. Обечайка 2 зажимается с помощью зажимного приспособления 1 в патроне или на столе станка. На обечайку устанавливают плавающую обойму 3, на суппорте станка устанавливают деформирующий ролик 4 и30 пора к высаживаемой части обечайки, оно узел 5 для подпора обечайки изнутри.снабжено узлом для подпора обечайки изнутри, выполненным в виде полого тора.
Включается привод вращения шнека 8,установленного с возможностью взаимодейкоторый начинает перемещать по замкнутойствия с плавающей обоймой через стенку
полости тора дробь 7, после чего включаютобечайки, привода его радиального переменагреватель 9. После разогрева дроби до за-35 щения относительно оси обкатки и размеданной температуры включают привод вра-щенных в полости тора дроби и приводного
шения патрона станка и подводят суппортшнека, а нагреватель размешен на торе со
станка, устанавливая узел 5 внутри обечай-стороны выходной части шнека.
s тем
0
ки. При это1 тор прижат к обечайке с ее внутренней стороны. После прогрева конца обечайки до заданной температуры включается перемещение деформирующего ролика 4, при этом узел 5 и обойма 3 будут препятствовать потери устойчивости стенки обечайки по мере ее осадки.
При наборе металла узел 5 перемещается в радиальном направлении вместе с суппортом станка, обеспечивая постоянное прижатие его к обечайке в процессе ее вращения вокруг оси 10 обкатки.
Предлагаемое устройство позволяет получать утолщения на копцах обечаек относительно большой высоты и толщины без потери устойчивости в процессе раскатки, самым расширяются технологические возможности устройства.
Формула изобретения Устройство для высадки концевой части
0 обечайки, содержащее приспособление для зажима обечайки, привод вращения приспообечайки снаружи, деформирующий ролик.
привод его перемещения в.а.оль оси обкат- пора к высаживаемой части обечайки, оно снабжено узлом для подпора обечайки изнутри, выполненным в виде полого тора.
ки и нагреватель, отличающееся тем, что, с целью расширения технологических возможностей путем увеличения относительной толщины и высоты утолщения на обечайке за счет приложения внутренних усилий под привод его перемещения в.а.оль оси обкат- пора к высаживаемой части обечайки, оно снабжено узлом для подпора обечайки изнутри, выполненным в виде полого тора.
А-А
Редактор К. Волощук Заказ 1244/9
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 2
Составитель Ю. Марков
Техред И. ВересКорректор Г. Решетник
Тираж-733Подписное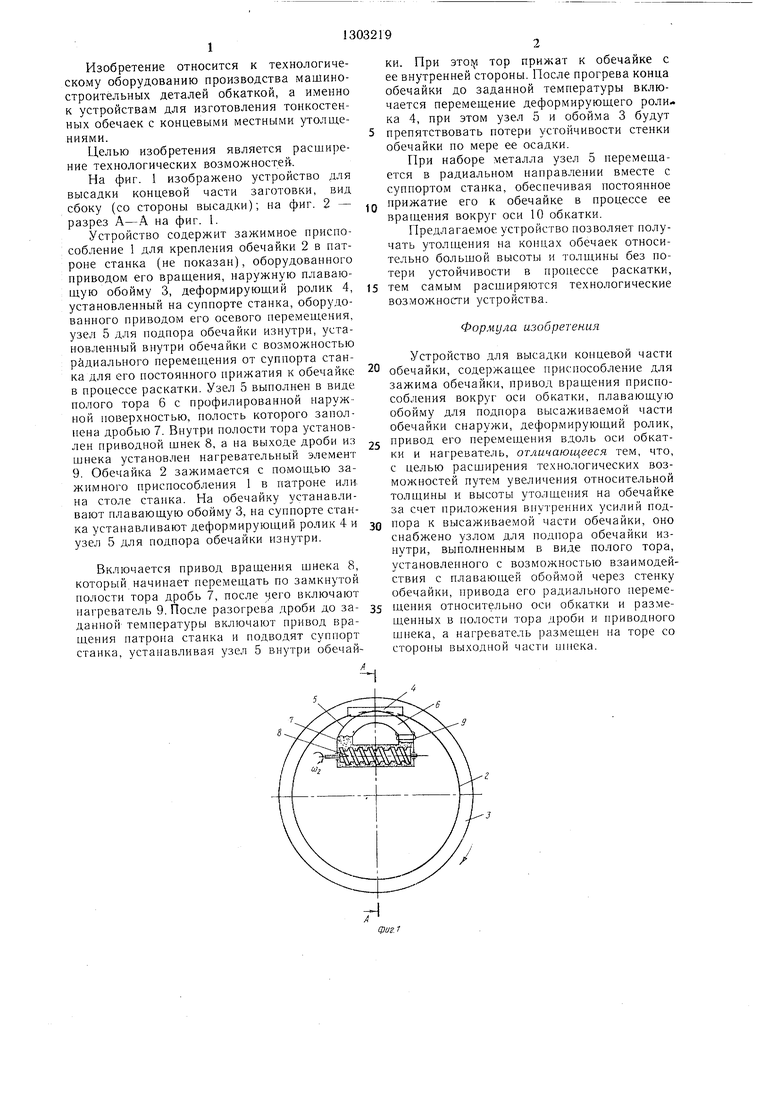
| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатная шариковая головка | 1990 |
|
SU1754253A1 |
| Станок для формообразования фланцев на цилиндрических заготовках | 1979 |
|
SU958007A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2007 |
|
RU2365459C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК С КОНЦЕВЫМ УТОЛЩЕНИЕМ | 2008 |
|
RU2393038C1 |
| Устройство для раскатывания головок заклепок | 1990 |
|
SU1750841A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННОЙ ВЫТЯЖКОЙ ТОНКОСТЕННЫХ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2012 |
|
RU2502576C1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ РАСКАТКИ ТРУБ | 1969 |
|
SU253004A1 |
| Способ производства нежестких деталей | 1989 |
|
SU1696516A1 |
| Устройство для электромеханического упрочнения деталей | 1986 |
|
SU1371813A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ С НЕСООСНЫМ УТОЛЩЕНИЕМ ТИПА ГОЛОВКИ | 2012 |
|
RU2494832C1 |
Изобретен1 е относится к оборудованию д. высадки KOiinciR fiojhix изделий, в частности 1 ст|1ойсТвр.м .i. ui изготовления тон- косгенных обечаек с концевыми местными утолщениями. Оно позволяет расширить тех- ио, 1огичес 1ие BCJ. iMcb-xMocr; В1 1садки. Для этого устройство liMocT зе.1 для подпора изнутри высажиг зсмой. части изделия к пла- ваюн1ей обойме, npiiBoa вращения изделия и деформирую1пи1 : ро.чик. Нагрев высажи- ва емой части изл,е.1ия гидпюлияется при его вращении за счет i-орячей дроби, непрерывно циркулирующей и по, 1ости узла. Этим исключается потеря Х тойчивостн изделия, обеспечивается уве. П чение относительной толп1И1 ы его высажеп11О11 части. 2 ил. $ оо о со ю
| Попов О | |||
| В | |||
| Изготовление цельно- штампованных тонкостенных деталей переменного сечения | |||
| М.: Машиностроение, 1974, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
