Изобретение относится к области обработки давлением заготовок в виде прутков прямоугольного или круглого сечения и может быть использовано для изготовления петель железнодорожных вагонов и других деталей типа стержней с утолщением на торце, несоосным по отношению к стержню.
Известен способ высадки утолщения на прутковом материале и устройство для его осуществления, при котором в процессе зажима осуществляется изгиб прутка по дуге в зоне деформации (см. патент РФ №2071857, кл. B21J 5/08, опубликован в 1997 г.). Данный способ применяется для высадки утолщения в средней части прутка.
Наиболее близкий к заявляемому изобретению является способ изготовления стержней с утолщением концевой части типа головки, включающий в себя отрезку заготовки от прутка в полости, перпендикулярной оси, и высадку в штампе (см. Справочник машиностроителя, т.5, Машгиз, 1955, с.168, фиг.188).
Отрезку осуществляют пластическим сдвигом либо резанием на пильных и других станках. Отрезанную заготовку устанавливают в канал матрицы штампа, выступающую часть заготовки высаживают, воздействуя на ее торец специальным или плоским пуансоном.
Применение данного способа для изготовления стержней с эксцентричным утолщением имеет следующие недостатки:
- полость специального пуансона высадки, несоосная стержню, заполняется деформируемым металлом с возможными дефектами в виде зажимов;
- универсальный плоский пуансон образует на заготовке симметричное утолщение, частично удаляемого последующей обработкой эксцентричной головки изделия.
Задача состоит в высадке утолщения с эксцентриситетом по отношению к оси заготовки без образования дефектов в виде зажимов при использовании специального пуансона и без завышенного припуска при высадке плоским пуансоном.
Технический результат достигается тем, что в способе изготовления стержней с несоосным утолщением типа головки, включающий отрезку заготовки от прутка, установку ее в матрицу штампа и высадку концевой части, выступающей из матрицы, заключающийся в том, что заготовку отрезают с образованием торца, наклонного к оси прутка, и устанавливают в матрицу штампа для высадки с ориентацией тупого угла торца заготовки в направлении эксцентриситета утолщения.
Сущность изобретения поясняется фиг.1, на которой показан процесс высадки заготовки с торцом, наклонным по отношению к оси.
На виде а) изображена заготовка 1 прямоугольного или круглого сечения установленная в канал матрицы 2, снабженной выталкивателем 3. Тупой угол α торца заготовки ориентирован в сторону образования эксцентриситета высаживаемого утолщения.
На виде б) показано деформирующее воздействие пуансона 4, вызывающее продольный изгиб заготовки со смещением объема деформируемого металла в сторону тупого угла торца.
На виде в) - образование эксцентричного утолщения при дальнейшем деформирующем воздействии пуансона 4 на заготовку 1.
Способ изготовления стержней с несоосным утолщением типа головки осуществляется следующим образом. Отрезают парную (сдвоенную) заготовку от прутка прямоугольного или круглого сечения, торцы которой перпендикулярны оси прутка, разделяют ее на две штучные заготовки 1 в плоскости, образующей с осью прутка угол, отличающийся от прямого на 10-30°, и устанавливают штучную заготовку в матрицу 2 штампа с ориентацией тупого угла торца выступающей из матрицы части заготовки в направлении эксцентриситета утолщения. Высадку осуществляют плоским пуансоном 4 или специальным пуансоном с несоосной полостью, заполняемой деформируемым металлом. Воздействие пуансона 4 на торец заготовки 1 вызывает продольный изгиб ее части (фиг. 1б), выступающей из матрицы, и последующую высадку эксцентричного утолщения (фиг. 1в). Значения тупого угла торца заготовки при длине высаживаемой части заготовки, отнесенной к диаметру h/d>3, составляют не более 100°, а при меньших h/d увеличиваются, но не превышают 120° во избежание локального изгиба заостренной части торца.
Приведенные значения тупого угла торца заготовки определены экспериментально. Эксперименты проводили на прутках из стали 40Х, диаметр прутков составлял 10 мм.
Данный способ изготовления стержней с утолщением типа головки обеспечивает технический результат:
- при высадке специальным пуансоном исключаются зажимы деформируемого металла,
- при высадке плоским пуансоном получается эксцентричное утолщение без завышенного припуска на окончательную обработку головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий с головками из стержневых заготовок | 1989 |
|
SU1648617A1 |
| Способ высадки стержневой заготовки | 1985 |
|
SU1355340A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| Способ изготовления стержня со ступенчатой головкой | 1990 |
|
SU1738456A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2016691C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| Устройство для штамповки осесимметричных деталей с удлиненной осью | 2016 |
|
RU2628596C1 |
| Способ высадки деталей с прямым шлицем на головке | 1990 |
|
SU1784391A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
Изобретение относится к области обработки давлением заготовок в виде прутков прямоугольного или круглого сечения и может быть использовано при изготовлении петель железнодорожных вагонов и других деталей типа стержней с утолщением на торце, несоосным по отношению к стержню. От прутка отрезают заготовку с торцом, наклонным к оси прутка. Устанавливают заготовку в матрицу штампа с ориентацией тупого угла наклонного торца в направлении эксцентриситета утолщения. Затем осуществляют высадку концевой части заготовки, выступающей из матрицы, плоским пуансоном или пуансоном с несоосной полостью. В результате исключается возможность образования дефектов в виде зажимов при использовании пуансона с несоосной полостью, заполняемой материалом заготовки, и уменьшается припуск на окончательную обработку головки при высадке плоским пуансоном. 1 ил.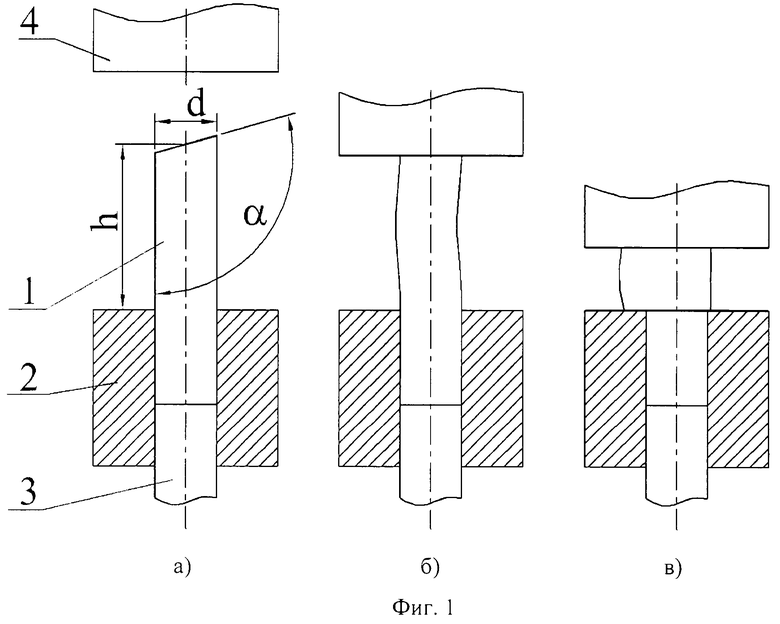
Способ изготовления стержней с несоосным утолщением типа головки, включающий отрезку заготовки от прутка, установку ее в матрицу штампа и высадку концевой части, выступающей из матрицы, отличающийся тем, что заготовку отрезают с образованием торца, наклонного к оси прутка, и устанавливают в матрицу штампа для высадки с ориентацией тупого угла торца заготовки в направлении эксцентриситета утолщения.
| Устройство для изготовления деталей с утолщением | 1987 |
|
SU1505655A1 |
| Способ высадки утолщений на стержнях | 1973 |
|
SU439334A1 |
| Способ высадки утолщений на стержнях | 1977 |
|
SU659265A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| US 4342127 A, 03.08.1982 | |||
| US 4493202 A, 15.01.1985. | |||

