Изобретение относится к обработ- , ке металлов давлением| в частности к профилированию труб малого диамет- ра, и может быть использовано в машиностроении.
Целью изобретения является обеспечение возможности получения внутреннего конического профили на трубках малого диаметра,
На фиг,1 показана труба 1, первоначальная часть q и цилиндричаская часть 2; на фиг.. - труба 1, первоначальная часть о -, вторая часть и цилиндрическая часть 2; на фиг.З - труба 1, первоначальная часть Q , вторая часть S, третья часть 6 и цилиндрическая часть 2; на фиг,4 - труба 1, первоначальная часть а , вторая часть S , третья часть & , четвертая часть 2 и цилиндрическая часть 2,
Способ профилирования внутреннего диаметра трубы из нержавеющей стали 12Х18Н10Т с внутренним диаметром
10
15
20
ственно 4 и 5 мм и в виде цилиндрической части 2 длиной 10 мм, внутрен ним диаметром 4,5 мм и толщиной стен ки 0,5 мм. При этом в момент получения первоначальной конической части а в этом переходе последующие вторую и третью конические части S и 6 полу чают соответственно раздачей и осадкой предыдущих частей а и S , полученных на предыдущем втором переходе, причем длина трубной заготовки стала равной 44, мм,
Четвертый переход (фиг,4) включает четвертую раздачу и осадку внутреннего диаметра трубы с образованием в ней внутреннего профиля в виде конических частей о- , ,6 иг длиной соответственно 4, 5 и 6 мм и в виде цилиндрической части 2 длиной 8 мм, внутренним диаметром 5 мм и толщиной стенки 0,5 мм. При этом в момент .получения первоначальной конической части а в этом переходе пос ледующие вторую, третью и четвертые
.-..., J f ,-,.-- ,-.(J.Wiu,., л -.v , i 1 -. . i i MH
3 MM, с толщиной стенки 0,5 мм и дли- конические части S , 6 и г получают
ной 50 мм реализуется следующими переходами,
Первьй переход (фиг,1) включает первую раздачу и осадку внутреннего диаметра трубы с образованием в ней внутреннего профиля в виде первоначальной конической части а , равной 4 мм, и цилиндрической части 2 длиной 14 мм, внутренним диаметром 3,5 мм и толщиной стенки 0,5 мм, при чем длина трубной заготовки стала равной 48 мм.
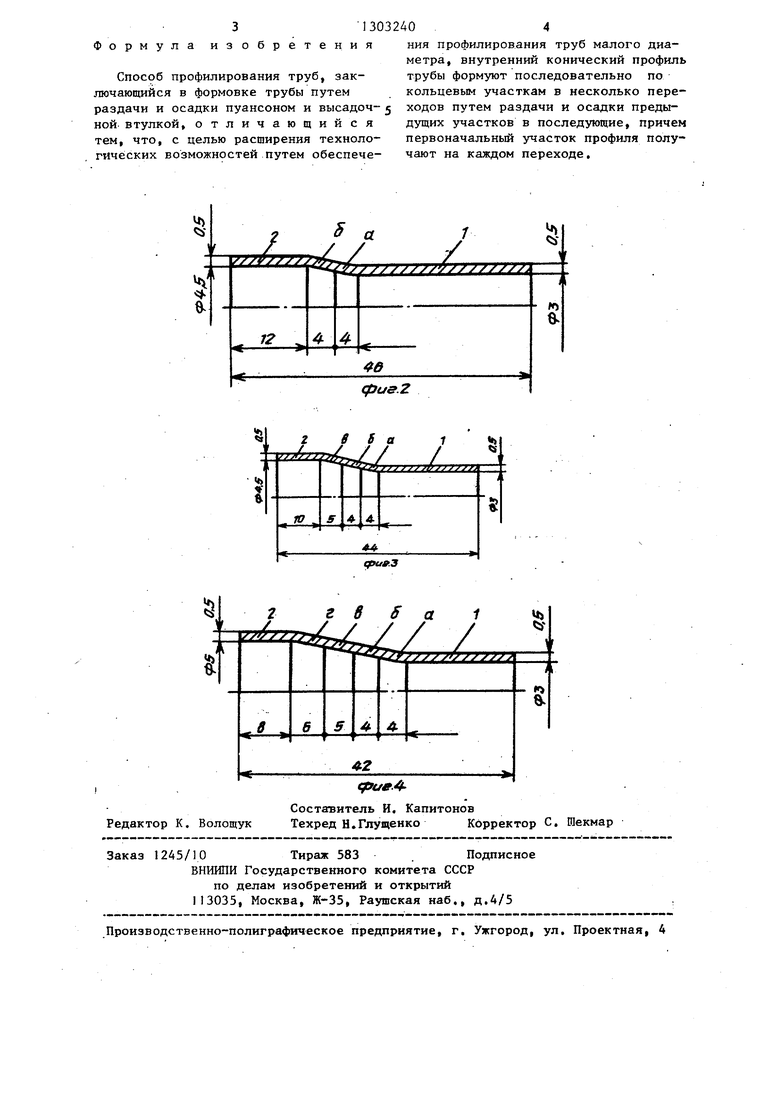
Второй переход (фиг,2) включает вторую раздачу и осадку внутреннего диаметра трубы с образоЬанием в ней внутреннего профиля в виде конических частей о, к S длиной 4 мм каждая и цилиндрической части 2 длиной 12 мм, внутренним диаметром 4 мм и толщиной стенки 0,5 мм. При этом в момент получения первоначальной конической части о в этом переходе последующую вторую коническую часть получают раздачей и осадкой предыдущей первоначальной части а, полученной на предыдущем первом переходе причем длина трубной заготовки стала равной 46 мм,
Третий переход (фиг,3) включает третью раздачу и осадку внутреннего диаметра трубы с образованием в ней внутреннего профиля в виде конических частей а, S и fe длиной соответ
ственно 4 и 5 мм и в виде цилиндрической части 2 длиной 10 мм, внутренним диаметром 4,5 мм и толщиной стенки 0,5 мм. При этом в момент получения первоначальной конической части а в этом переходе последующие вторую и третью конические части S и 6 получают соответственно раздачей и осадкой предыдущих частей а и S , полученных на предыдущем втором переходе, причем длина трубной заготовки стала равной 44, мм,
Четвертый переход (фиг,4) включает четвертую раздачу и осадку внутреннего диаметра трубы с образованием в ней внутреннего профиля в виде конических частей о- , ,6 иг длиной соответственно 4, 5 и 6 мм и в виде цилиндрической части 2 длиной 8 мм, внутренним диаметром 5 мм и толщиной стенки 0,5 мм. При этом в момент .получения первоначальной конической части а в этом переходе последующие вторую, третью и четвертые
-.(J.Wiu,., л -.v , i 1 -. . i i MH
соответственно раздачей и осадкой редьщущих частей а , S и Ь , полученных на предыдущем третьем переходе, причем ,цлина трубной заготовки стала равной 42 мм.
Исходная толщина стенки 0,5 мм сохраняется на всех переходах осадкой трубы на величину, равную утонению, вызванному раздачей трубы.
Способ профилирования труб малого диаметра осуществляют пуансонами с усеченным конусом раздачи переменной длины. При.этом пуансоны с длиной цилиндрической части t и диаметром х имеют по переходам общую длину L:
На первом переходе L 1 + а,
d 3,5 мм; на втором переходе L 1 + а+5, d 4 мм; на третьем переходе L f + а +В + б , d 4,5мм; на четвертом переходе Ь 1+а+а+Ь+г,
мм.
d 5 мм, где а 8 4 мм, Ь 5 , d 2,8мм- диаметр конуса ,
55
Такая конструкция пуансонов исключает поломки и обеспечивает возможность внутреннего конического профиля по частям на трубах малого диаметра. Между переходами про- i изводится отжиг для снятия наклепа и. восстановления пластических свойств .металла.
3 13032404
Формула изобретения ния профилирования труб малого диаметра, внутренний конический профиль
Способ профилирования труб, зак- трубы формуют последовательно по лючающийся в формовке трубы путем кольцевым участкам в несколько перераздачи и осадки пуансоном и высадоч-5 ходов путем раздачи и осадки преды- ной втулкой, отличающийся дущих участков в последующие, причем тем, что, с целью расширения техноло- первоначальный участок профиля полу- гичёских возможностей путем обеспече- чают на каждом переходе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения утолщений на трубопроводах | 1982 |
|
SU1021508A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2234994C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174887C2 |
| Способ получения полых изделий из трубчатых заготовок | 1989 |
|
SU1754289A1 |
| Способ изготовления колец из трубных заготовок | 1983 |
|
SU1152685A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2205719C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174886C2 |
Изобретение относится к обработке металлов давлением, в частности к профилированию труб, и может быть использовано в машиностроении. Целью изобретения является расширение технологических возможностей способа путем обеспечения профилирования труб малого диаметра. Способ профилирования заключается в том, чти трубу 1 подвергают раздаче и осадке последовательно по кольцевым участкам и,S , 6, г в несколько переходов. Каждьй последующий участок получают раздачей и осадкой.предьщуиего, но первоначальный участок Q получают на каждом переходе. Между переходами производится отжиг для снятия наклепа и восстановления пластических свойств металла, 4 ил. оо о со к 4:
г в 5 а
/
дл/в.4Составитель И, Капитонов Редактор К, Волощук Техред Н.Глущенко Корректор С. Шекмар
Заказ 1245/10 Тираж 583 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| СПОСОБ ПОЛУЧЕНИЯ УТОЛЩЕНИЙ НА ТРУБОПРОВОДАХ | 0 |
|
SU363541A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
